 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Проект участка механической обработки детали "Стакан"
![]() кг*см -3
кг*см -3
Коэффициент использования материала определяется по формуле:
|
|
(17) |
|
|
 ;
;Себестоимость заготовки определяется по формуле:
|
|
(18) |
где С – себестоимость тонны, руб.;
Sотх – стоимость тонны отходов, руб.
|
|
2.1.2 Заготовка из проката круглого сечения
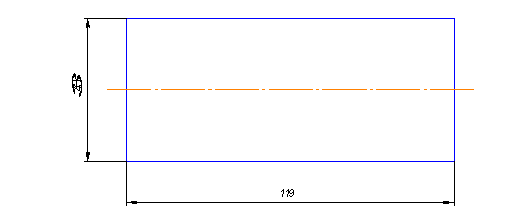
Рисунок 4 – Эскиз заготовки из проката круглого сечения
Определяем объем заготовки по формуле:
|
|
(19) |
|
|
Определяем массу заготовки по формуле (15):
|
|
Определяем коэффициент использования материала по формуле (16):
|
|
Определяем себестоимость заготовки по формуле (17):
|
|
Таблица 4 – Данные расчета
| Наименование показателей | Вариант | |
| первый | второй | |
| Вид заготовки | прокат шестигранного сечения | прокат круглого сечения |
|
Масса заготовки Мзаг, кг |
0,72 | 0,9 |
|
Себестоимость заготовки, Cзаг., руб. |
32,59 | 41,61 |
|
Коэффициент использования материала, Ким |
0,14 | 0,18 |
Коэффициент использования материала проката круглого сечения больше, чем у проката шестигранного сечения, а его себестоимость составляет 41,61 рубля по сравнению с прокатом круглого сечения, стоимость которого 32,59 рубля, поэтому наиболее выгодным методом изготовления заготовки является прокат шестигранного сечения.
2.2 Разработка технологического процесса механической обработки детали
2.2.1 Выбор баз и их обоснование
Разрабатываемый технологический процесс должен обеспечить выполнение всех требований рабочего чертежа и технических условий при минимальных затратах труда, средств производства и материалов. Таким образом, при проектировании технологического процесса необходимо руководствоваться техническими и экономическими принципами; техническими- с целью удовлетворения требования чертежа, экономическими- с целью минимизации затрат. Из всех технически возможных вариантов изготовления одного и того же изделия выбирают тот технологический процесс, который обеспечивает наибольший экономический эффект при его реализации в конкретных условиях производства.
При разработке планов и методов обработки необходимо обеспечить наиболее рациональный процесс изготовления изделия. В плане указывают последовательность выполнения технологических операций; по каждой операции устанавливают метод обработки, используемое оборудование, приспособление и т.д.
Таблица 5 – Выбор баз
| № операции | Наименование поверхности детали | Наименование базы |
| 005 Токарная с ЧПУ | 1; 3 | 13; 11 |
| 11; 10 | 1; 2 | |
| 18; 4; 25 | 13; 11 | |
| 17; 13 | 1; 2 | |
| 030 Токарная с ЧПУ | 1; 25; 24; 26 | 11; 13 |
| 040 Токарная с ЧПУ | 24; 17; 18 | 1; 2 |
| 045 Токарная | 24 | 11; 13 |
| 050 Сверлильная | 19 | 1; 2 |
| 055 Сверлильная | 23 | 1; 2 |
| 083 Токарная | 26; 16 | 1; 13 |
| 085 Токарная | 5; 4; 3 | 1; 2 |
| 090 Токарная | 25; 24 | 3; 13 |
| 120 Шлифовальная | 9; 11 | 1; 13 |
| 125 Шлифовальная | 10 | 1; 13 |
| 130 Шлифовальная | 17 | 1; 7 |
* – в соответствии с рисунком 1
2.2.2 Существующий (заводской) технологический процесс
Таблица 6 – Заводской технологический процесс
|
Наименование операций, Содержание переходов |
Модель станка | Инструмент |
|
005 Токарная с ЧПУ 4110 |
||
| 1 Установить деталь, закрепить | Токарный станок с ЧПУ 1В340Ф30 | Упор специальный |
| 2 Подрезать торец | Резец специальный | |
| 3 Точить поверхность Æ34,9 мм, выдерживая размер 65,07 мм и фаску 30° | Резец специальный, Штангенциркуль ШЦ-II-160–0,05 ГОСТ 166–89 | |
| 4 Точить поверхность Æ29,97 мм, выдерживая размер 56,87 мм | Резец специальный, Микрометр МК 50–2 ГОСТ 6507–90, Штангенциркуль ШЦ-I-125 ГОСТ 166–89 | |
| 5 Точить поверхность Æ25,9 мм, выдерживая размер 16,5 мм с образованием фаски 0,88х45° | Резец специальный, Микрометр МК 50–2 ГОСТ 6507–90, Штангенциркуль ШЦ-I-125 ГОСТ 166–89 | |
| 6 Точить канавку Æ21,4 мм, выдерживая размеры 4,5 мм и 8,17 мм | Токарный станок с ЧПУ 1В340Ф30 | Резец специальный, Калибр специальный |
| 7 Точить поверхность Æ22,23 мм, выдерживая размеры 10,94 мм, Æ27,05 мм, 16,5 мм | Резец специальный, Микрометр МК 50–2 ГОСТ 6507–90, Штангенциркуль ШЦ-I-125 ГОСТ 166–89 | |
| 8 Точить канавку Æ27,4 мм, выдерживая размеры 3,2 мм, R 0,2 | Резец специальный, Калибр специальный | |
| 9 Нарезать резьбу | Резец специальный, Калибр специальный | |
| 10 Центровать торец Æ25,9 мм | Сверло ГОСТ 14352–75 | |
| 11 Сверлить отверстие Æ14 мм на глубину 40±0,3 мм | Сверло Р6М5 ГОСТ 10903–77, Калибр специальный | |
| 12 Снять фаску, выдерживая размеры 17,5 мм и 30° | Резец Т15К6 ГОСТ 18878–73, Штангенциркуль ШЦ-II-160–0,05 ГОСТ 166–89 | |
| 13 Отрезать деталь, выдержав размер 82±0,2 мм | Резец ВК8 ГОСТ 18884–73, Штангенциркуль ШЦ-II-160 – 0,05 ГОСТ 166–89 | |
|
030 Токарная с ЧПУ 4110 |
||
| 1 Установить деталь, закрепить | Токарный станок с ЧПУ 16А20ФЗС43 | Кулачки специальные |
| 2 Подрезать торец, выдерживая размер 81,36 мм | Пластина специальная, Калибр специальный | |
| 3 Точить поверхность Æ34,9 мм, выдерживая размеры 7,92 мм и 30° | Пластина специальная, Штангенциркуль ШЦ-I-125–0,1 ГОСТ 166–89 | |
| 4 Центровать торец Æ34,9 мм | Сверло специальное | |
| 5 Сверлить отверстие Æ16,6 мм, выдерживая размер 21,3 мм | Сверло специальное, Штангенциркуль ШЦ-I-125–0,1 ГОСТ 166–89 | |
| 6 Расточить отверстие Æ17,33 мм, выдерживая размер 21,3 мм | Резец специальный, Калибр специальный, Штангенциркуль ШЦ-I-125–0,1 ГОСТ 166–89 | |
| 7 Расточить отверстие, выдерживая размеры Æ20,6 мм, 45°, 15°, 2,54 мм | Резец специальный, Калибр специальный, Штангенциркуль ШЦ-I-125–0,1 ГОСТ 166–89 | |
| 8 Нарезать резьбу, выдерживая размер 21,3 мм | Пластина специальная, Калибр специальный | |
| 1 | 2 | 3 |
|
040 Токарная с ЧПУ 4110 |
||
| 1 Установить деталь, закрепить | Патрон специальный | |
| 2 Зенкеровать отверстие Æ9,5 мм, выдерживая размер 47,63±0,3 мм и отверстие Æ15,5 мм предварительно, выдерживая размер 44,45±0,24 мм | Токарный станок с ЧПУ 16А20ФЗС43 | Зенкер специальный, Калибр специальный, Штангенциркуль ШЦ-I-125–0,1 ГОСТ 166–89 |
| 3 Точить канавку, выдерживая размеры 8,5 max, 45°, 44,45 мм, Æ17,5 ±0,35 мм | Резец специальный, Штангенинструмент специальный | |
| 4 Расточить отверстие Æ15,5 мм окончательно | Резец специальный, Калибр специальный | |
| 5 Точить канавку, выдерживая размеры 1,2 мм, Æ17 мм, 9,3±0,24 мм | Пластина специальная, Штангенинструмент специальный | |
| 6 Притупить острые кромки | ||
|
045 Токарная 4110 |
||
| 1 Установить деталь, закрепить |
Токарно – винторезный станок 250ИТВ |
Трехкулачковый патрон 396110 ГОСТ 2675–80 |
| 2 Центровать отверстие Æ2 мм | Сверло специальное | |
| 3 Сверлить отверстие Æ2 мм предварительно | Сверло специальное | |
| 4 Зенкеровать отверстие Æ2 мм окончательно | Зенкер специальный, Калибр специальный | |
| 5 Зенковать конус, выдерживая размеры 110°, 29,72±0,24 мм | Зенковка специальная, Калибр специальный | |
| 6 Развернуть отверстие Æ2,362 мм, выдерживая размер 0,8 min | Развертка специальная, Калибр специальный | |
|
050 Сверлильная 4120 |
||
| 1 Установить деталь, закрепить |
Вертикально – сверлильный станок 2Н118 |
Специальное приспособление |
| 2 Сверлить два отверстия Æ8 мм напроход | Сверло ГОСТ 10903–77, Калибр специальный | |
| 3 Переустановить деталь | ||
| 4 Сверлить два отверстия Æ8 мм напроход | Сверло ГОСТ 10903–77, Калибр специальный | |
|
055 Сверлильная 4120 |
||
| 1 Установить деталь, закрепить |
Вертикально – сверлильный станок 2Н118 |
Специальное приспособление |
| 2 Сверлить отверстие Æ2,4 мм, выдерживая размеры Æ12,8 мм, 22°30' | Сверло ГОСТ 886–77, Калибр специальный | |
| 3 Переустановить деталь | ||
| 4 Сверлить отверстие Æ2,4 мм, выдерживая размеры Æ12,8 мм, 22°30' | Сверло ГОСТ 886–77, Калибр специальный | |
|
083 Токарная 4110 |
||
| 1 Установить деталь, закрепить |
Токарно – винторезный станок 250ИТВ |
Центр Морзе ГОСТ 13214–79 |
| 2 Притереть центр | Центр специальный | |
|
085 Токарная 4110 |
||
| 1 Установить деталь, закрепить |
Токарно – винторезный станок 250ИТВ |
Трехкулачковый патрон 396110 ГОСТ 2675–80 |
| 2 Калибровать резьбу | Плашка специальная, Калибр специальный | |
| 3 Зачистить канавку, выдерживая размеры R0,2, 57,15 мм, 17±0,24 мм, 3,2 мм, Æ27,18 мм | Резец специальный, Калибр специальный, Штангенглубиномер ШГ-160–0,05 ГОСТ 162–90 | |
| 4 Притупить острую кромку R 0,1 max | Шабер специальный | |
|
090 Токарная 4110 |
||
| 1 Установить деталь, закрепить |
Токарно – винторезный станок 250ИТВ |
Трехкулачковый патрон 396110 ГОСТ 2675–80 |
| 2 Калибровать резьбу, выдерживая размер 14,3 min | Метчик специальный, Калибр специальный | |
| 3 Зачистить отверстие Æ20,6 мм, выдерживая размеры 15°, 2,54 мм | Зенкер специальный, Калибр специальный | |
| 4 3 Зачистить отверстие Æ2,362 мм | Развертка специальная | |
| 5 Зачистить отверстие Æ2 мм | Зенкер специальный, Калибр специальный | |
|
120 Шлифовальная 4130 |
||
| 1 Установить деталь, закрепить |
Круглошлифовальный станок А11U-550F |
Центр Морзе ГОСТ 13214–79, Полуцентр Морзе ВК6 ГОСТ 2576–79, Хомутик ГОСТ 16488–70 |
| 2 Довести центр | Полуцентр специальный | |
| 3 Шлифовать поверхность Æ25,349 мм | Круг шлифовальный 1400х6х127 ГОСТ 2424–83, Калибр специальный | |
|
125 Шлифовальная 4130 |
||
| 1 Шарошить круг в размер 5,66 мм |
Круглошлифовальный станок А11U-550F |
|
| 2 Установить деталь, закрепить | Центр Морзе ГОСТ 13214–79, Полуцентр Морзе ГОСТ 2576–79, Хомутик ГОСТ 16488–70 | |
| 3 Шлифовать канавку, выдерживая размеры 54,2±0,24 мм, 5,66±0,11 мм, Æ20,9 мм, R 0,4 max | Круг шлифовальный 1400х6х127 ГОСТ 2424–83, Калибр специальный | |
|
130 Шлифовальная 4130 |
||
| 1 Установить деталь, закрепить |
Внутришлифовальный станок СОИ-10 |
Трехкулачковый патрон 396110 ГОСТ 2675–70, Кулачки специальные |
| 2 Шлифовать отверстие Æ15,95 мм | Круг шлифовальный 1,13х10х6 ГОСТ 2424–83, Калибр специальный |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |