 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Проект участка механической обработки детали "Стакан"
26 Не загромождать проходы при укладке деталей.
27 Применять исправные гаечные ключи соответствующих размеров; не наращивать их трубой, др. рычагами; не пользоваться прокладками при несоответствии размеров.
28 При всяком перерыве в подаче электроэнергии немедленно выключить электрооборудование станка.
29 Если на металлических частях станка обнаружено напряжение (ощущение тока), электродвигатель работает на 2 фазы (гудит), заземляющий провод оборван, остановить станок и немедленно доложить мастеру о неисправности оборудования.
30 Устанавливать и снимать режущий инструмент после полной остановки станка.
31 Не работать без кожуха, прикрывающего сменные шестерни.
32 Измерение обрабатываемой детали производить после полной остановки станка.
33 Остерегать срыва ключа, правильно накладывать ключ на гайку и не поджимать гайку рывком.
34 Если при обработке металла образуется отлетающая стружка, то при отсутствии специальных устройств на станке, надеть защитные очки или предохранительный щиток из прозрачного материала.
35 Во время работы станка не брать и подавать через работающий станок какие-либо предметы, не подтягивать болты, гайки и другие соединительные детали станка.
36 Не удалять стружку от станка непосредственно руками инструментом, пользоваться для этого специальным крючком и щетками-сметками.
37 Следить за своевременным удалением стружки с рабочего места и станка.
38 Обязательно остановить станок и выключать электродвигатель при временном прекращении работы, перерыве подачи электроэнергии, уборке, смазке, обнаружении неисправностей.
39 При обработке деталей применять режимы резания, указанные в операционной карте для данной детали.
40 Не увеличивать установленные режимы резания без ведома мастера.
41 Прекратить работу и покинуть рабочее место в случае возникновения аварийной ситуации.
Вывод: в данном разделе разработаны мероприятия по охране труда и технике безопасности, при обработке детали на металлорежущих станках.
5. Организационная часть
5.1 Определение потребного количества оборудования [1]
Исходные данные:
- годовой объём выпуска деталей: 10000 шт.
- перечень операций и норма штучно – калькуляционного времени, мин.
|
Наименование операции. |
Разряд |
Нормавремени, мин. |
|
005 Токарная 030 Токарная 040 Токарная 045 Токарная 050 Сверлильная 055 Сверлильная 083 Токарная 085 Токарная 090 Токарная 120 Шлифовальная 125 Шлифовальная 130 Шлифовальная |
2 4 4 4 3 3 3 4 4 4 3 3 |
9 4,96 3,042 3,455 3,617 1,52 0,9 1,573 8,02 3,549 2,157 7,587 |
- эффективный годовой фонд времени работы одного станка, час.
Определение потребного количества оборудования и его загрузка являются исходными данными для проектирования участка цеха машиностроительного завода. Для определения количества металлообрабатывающего оборудования данной модели и числа рабочих для обработки предусмотренного количества деталей необходимо знать: годовой объём выпуска изделий; вид технологического процесса с указанием перечня операций и суммарные времени по каждому виду оборудования; эффективный годовой фонд производственного времени единицы оборудования.
Эффективный годовой фонд, время работы одного станка в часах при пятидневной рабочей неделе с двумя выходными днями, может быть рассчитан по формуле:
|
|
(97) |
где Твых =101 – количество выходных дней;
Тпд =16 – количество праздничных дней;
Тппд = 7 – количество предпраздничных дней;
S = 2 – число смен работы оборудования;
Кр – коэффициент, учитывающий время пребывания станка в ремонте; для средних станков Кр = 0,95…0,97
|
|
В серийном производстве расчётное количество оборудования (станков), шт. подсчитывают по формуле:
|
|
(98) |
где tшт.к. – штучно – калькуляционное время по операциям, выполненным на данном этапе станков, отнесённое к одной детали, мин.;
N – годовой объём выпуска деталей, шт.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Расчётное количество Ср округляют до ближайшего большого целого числа – принятого количества станков Сп.
|
|
|
|
|
|
|
|
|
|
|
|
Коэффициент загрузки данного типа станков, в% вычисляется по формуле:
|
|
(99) |
где Ср – расчётное количество станков, шт.
Сп – принятое количество станков, шт.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заданием предусмотрена разработка технологии изготовления детали только одного типоразмера, таким образом, чтобы загрузить оборудование целиком, годовой объём выпуска N должен быть весьма большим. Практически количество оборудования, полученное расчётным путём будет недостаточным для создания самостоятельного участка и нормальной его загрузки.
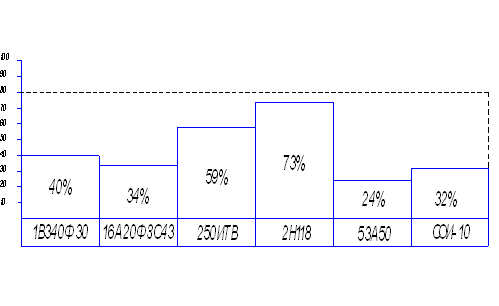
Рисунок 10 – График загрузки станков
Так как станки 1В340Ф30, 16А20ФЗС43, 250ИТВ, 2Н118, 53А50, СОИ-10 являются недогруженными (Кз < 80%), то применяют дозагрузку каждого станка.
5.1.1 Расчёт стоимости оборудования
Расчёт стоимости оборудования ведётся в табличной форме, который приведён в таблице 14.
Таблица 14 – Сводная ведомость оборудования
| Станки |
Модель |
Количество станков |
Габаритные размеры (длина и ширина) |
Мощность электродвигателей, квт. | Цена станка |
Общие затраты на станок с монтажом, руб. |
Общие затраты на все станки с монтажом, руб. |
|
Одногостанка |
Всех станков |
|||||||
| 1 |
2 |
3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Токарный станок с ЧПУ |
1В340ФЗО |
1 |
2531 × 1041 мм |
9 | 9 | 1 500 000 | 1755000 | 1755000 |
| Токарный станок с ЧПУ | 16А20ФЗС43 | 1 |
3012 × 1241 мм |
12 | 12 | 1 700 000 | 1955000 | 1955000 |
| Токарно – винторезный станоу | 250ИТВ | 1 |
2541 × 1120 мм |
10 | 10 | 2 000 000 | 2300000 | 2300000 |
| Вертикально – сверлильный станок | 2Н118 | 3 |
2573 × 1203 мм |
4,5 | 13,5 | 200 000 | 230000 | 690000 |
| Круглошлифовальный станок | А11U-550F | 1 |
4306 × 2415 мм |
16 | 16 | 1 000 000 | 1150000 | 1150000 |
| Внутришлифовальный станок | СОИ-10 | 1 |
3981 × 2097 мм |
15 | 15 | 1 200 000 | 1380000 | 1380000 |
| Итого | - | 8 | - | 77,5 | 86,5 | 7 400 000 | 8770000 | 9460000 |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |