 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов
Схема №2
1. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]()
Результаты записываем в графу 7.
Определяем
значение принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
В графе 3 указываем
размеры ![]() и
и ![]() .
.
2. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]()
![]()
Результаты записываем в графу 7.
Величина корректировки
составляет ![]()
Определяем
значение принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
Определяем
значение максимальной и минимальной величины припуска ![]() и проставляем в графе 3.
и проставляем в графе 3.
3. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]()
![]()
Результаты записываем в графу 7.
Величина корректировки
составляет ![]()
Определяем
значение принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
Определяем значение
максимальной и минимальной величины припуска ![]() и проставляем в графе 3.
и проставляем в графе 3.
Схема №3
1. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]()
Результаты записываем в графу 7.
Определяем значение
принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
В графе 3 указываем
размеры ![]() и
и ![]() .
.
2. Определение операционного
размера ![]() из
уравнения размерной цепи:
из
уравнения размерной цепи:
![]()
Результаты записываем в графу 7.
Определяем значение
принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
В графе 3 указываем
размеры ![]() и
и ![]() .
.
3. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]() .
.
![]()
Результаты записываем в графу 7.
Величина корректировки
составляет ![]()
Определяем значение
принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
Определяем значение
максимальной и минимальной величины припуска ![]() и проставляем в графе 3.
и проставляем в графе 3.
4. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]()
![]()
Результаты записываем в графу 7.
Величина корректировки
составляет ![]()
Определяем
значение принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
Определяем
значение максимальной и минимальной величины припуска ![]() и проставляем в графе 3.
и проставляем в графе 3.
5. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]() .
.
![]()
Результаты записываем в графу 7.
Величина корректировки
составляет ![]()
Определяем значение
принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
Определяем значение
максимальной и минимальной величины припуска ![]() и проставляем в графе 3.
и проставляем в графе 3.
Составление ведомости расчета операционных размеров.
Подготовка к расчету операционных размеров заключается в заполнении граф с номерами: 1,2,4,5,6 в следующей последовательности: сначала заполняются графы 4,5,6, а затем 1 и 2.
Графа 1. Указывается обозначение всех чертежных размеров и операционных припусков из уравнений размерных цепей для соответствующего операционного размера.
Графа 2. Чертежные размеры с допусками берутся в соответствии с рабочим чертежом детали. Допуски операционных припусков берутся из графа размерных цепей и указываются только со знаком (+).
Графа 4. Указываются обозначения всех операционных размеров согласно схеме обработки (рис. 1.5.2.).
Графа 5. Указывается величина поля допуска на операционные размеры в соответствии с графом размерных цепей (рис. 1.5.2.3.).
Графа 6. Заносятся уравнения размерных цепей, при помощи которых производятся расчеты операционных размеров.
Заполнение граф 7, 8, 9 и 3 связано с непосредственным расчетом каждого операционного размера, и поэтому должно проводиться в следующей последовательности:
Заполняются все графы 7, 8, 9 и 3 для первого операционного размера. Затем заполняются все графы для второго размера и далее для всех операционных размеров.
4.5 Выбор оборудования, приспособлений и инструментов
Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономическое использование производственных площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия. Тип производства оказывает решающее влияние на степень автоматизации и специализации оборудования и оснастки, применяемых при изготовлении деталей. В мелкосерийном производстве становится выгодным применение специализированных станков (в том числе станков с числовым программным управлением (ЧПУ)) и инструментов, а также универсально-сборных и универсально-переналаживаемых приспособлений.
В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности, а также станки с числовым программным управлением (ЧПУ). Для разработанного технологического процесса выбираем станок XCEEDER 900-RT (5-координатный станок с ЧПУ). Этот обрабатывающий центр с подвижным мостом и 5-тью интерполированными осями используется для выполнения высокоскоростных фрезеровочных операций. Машина специально предназначена для обработки сложных трёхмерных элементов, нуждающихся в высокой точности, как это бывает в отрасли изготовления пресс-форм или в авиационном секторе.
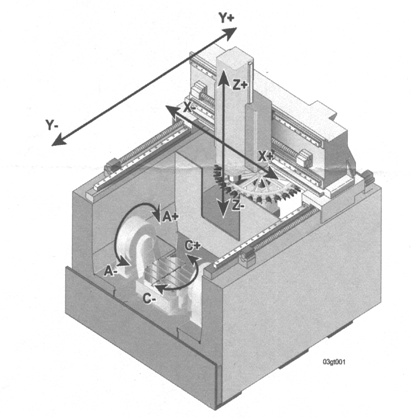
Рисунок 4.17 – Общий вид станка XCEEDER 900-RT
Таблица 4.2 – Технические данные
| Описание | Единицы измерения | XCEEDER 900-RT |
| Интерполированные оси | 5 | |
| Длина стола | мм | 600 |
| Ширина стола | мм | 600 |
| Грузоподъёмность стола | кг | 500 |
| Т-образные пазы (шир./шаг) | мм | 14/100 |
| Ход оси “X” | мм | 1200 |
| Ход оси “Y” | мм | 1000 |
| Ход оси “Z” | мм | 600 |
| Расстояние от выступа шпинделя/раб. стола | мм | 750 |
| Вращение оси “A” |
-30о ч +110 о |
|
| Вращение оси “C” | постоянное | |
| Усилие на осях X – Y при работе | Н | 8000 |
| Усилие на оси Z при работе | Н | 10000 |
| Мощность шпинделя | кВт | 20 |
| Крутящий момент шпинделя | Н/м | 38 |
| Скорость вращения шпинделя | об/мин | 24000 |
| Скорость оси “X” | м/мин | 60 |
| Скорость оси “Y” | м/мин | 60 |
| Скорость оси “Z” | м/мин | 40 |
| Скорость оси “A” | об/мин | 10 |
| Скорость оси “C” | об/мин | 20 |
| Точность позиционирования линейных осей | мкм/м | ±5 |
| Повторяемость позиционирования линейных осей | мкм/м | ±3 |
| Точность позиционирования осей вращения |
±0,002 о |
|
| Повторяемость позиционирования осей вращения |
±0,0015 о |
|
| Общая установленная мощность | кВт | 100 |
| Вес машины | кг | 20000 |
| Максимальное количество инструментов | шт. | 24 |
| Максимальный диаметр инструмента | мм | 90 |
| Максимальная длина инструмента | мм | 300 |
| Максимальный вес инструмента | кг | 10 |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |