 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов
- Фрезеровать корпус по периметру начисто (элемент 8, сторона 1);
- Фрезеровать корпус по периметру начерно (элемент 8, сторона 3);
- Фрезеровать по периметру начерно (элемент 30, сторона 4);
- Фрезеровать поверхность начерно (элемент 42, сторона 6);
- Фрезеровать по периметру начерно (элемент 25, сторона 2);
- Фрезеровать поверхности начерно (элементы 35, 38, сторона 5);
- Фрезеровать по контуру занижения (элементы 9, 10, 12, 13, 15, 18, 19, 20, 21, 22, 23, 24, сторона 3);
- Фрезеровать плоскости занижений (элементы 5, 6, 7, сторона 3) начерно;
- Фрезеровать плоскости занижений (элементы 5, 6, 7, сторона 3) начисто;
- Фрезеровать плоскости 4 занижений (элемент 14, сторона 3);
- Фрезеровать скосы начерно (элемент 41, сторона 6), а также фрезеровать поверхность (элементы 18, 19, сторона 3);
- Расточить отверстие Ø 72 мм до Ø 85 мм (элемент 26, сторона 2), расточить отверстие Ø 72 мм до Ø 85 мм (элемент 31, сторона 4) начерно;
- Расточить канавку Ø 91 мм в отверстии Ø 63 мм (сторона 2), расточить канавку Ø 91 мм в отверстии Ø 63 мм (сторона 4);
- Расточить отверстие Ø 63 мм до Ø 81 мм (элемент 29, сторона 2), расточить отверстие Ø 63 мм до Ø 81 мм (элемент 34, сторона 4) начерно;
- Фрезеровать скругления (элемент 11, сторона 3);
- Фрезеровать скругления (элементы 12, 15, сторона 3), фрезеровать занижения (элемент 16, сторона 3), проточить 4 фаски в занижениях (элемент 17, сторона 3), фрезеровать плоскости 4 занижений (элемент 14, сторона 3);
- Сверлить 4 отверстия Ø 12,8 мм (элемент 1, сторона 3);
- Нарезать резьбу М14´1,25 в отверстиях Ø 12,8 мм;
- Сверлить 4 отверстия Ø 22 мм (элемент 27, сторона 2), сверлить 6 отверстий Ø 22 мм (элемент 32, сторона 4);
- Зенковать фаски в отверстиях Ø 12,8 мм;
- Фрезеровать корпус по периметру начисто (элемент 8, сторона 3);
- Фрезеровать поверхности начерно (элемент 40, сторона 6);
- Фрезеровать по контуру занижения (элементы 9, 10, 12, 13, 15, 18, 19, 20, 21, 22, 23, 24, сторона 1) начерно;
- Фрезеровать плоскости занижений (элементы 5, 6, 7, сторона 1) начерно;
- Фрезеровать плоскости занижений (элементы 5, 6, 7, сторона 1) начисто;
- Фрезеровать плоскости 4 занижений (элемент 14, сторона 1);
- Фрезеровать поверхность (элементы 18, 19, сторона 3);
- Фрезеровать скосы начисто (элемент 41, сторона 6);
- Фрезеровать скругления (элементы 12, 15, сторона 3);
- Фрезеровать скругления (элементы 12, 15, сторона 1), фрезеровать занижения (элемент 16, сторона 1), проточить 4 фаски в занижениях (элемент 17, сторона 1), фрезеровать плоскости 4 занижений (элемент 14, сторона 1);
- Фрезеровать по контуру занижения (элементы 9, 10, 12, 13, 15, 18, 19, 20, 21, 22, 23, 24, сторона 1) начисто;
- Сверлить 4 отверстия Ø 30 мм (элемент 36, сторона 5);
- Фрезеровать скругления (элемент 12, сторона 1);
- Сверлить 13 отверстий Ø 8,5 мм (элемент 2, сторона 1);
- Сверлить 8 отверстий Ø 4,2 мм (элемент 4, сторона 1);
- Сверлить 4 отверстия Ø 4 мм (элемент 3, сторона 1);
- Зенковать фаски в отверстиях Ø 8,5 мм, Ø 4,2 мм;
- Снять заусенцы по контуру детали;
- Нарезать резьбу М10 – 7Н в отверстиях Ø 8,5 мм;
- Нарезать резьбу М5 – 7Н в отверстиях Ø 4,2 мм;
- Нарезать резьбу М33´3 – 6Н в отверстиях Ø 30 мм;
- Расточить отверстие Ø 72 мм до Ø 85 мм (элемент 26, сторона 2), расточить отверстие Ø 72 мм до Ø 85 мм (элемент 31, сторона 4), расточить отверстие Ø 63 мм до Ø 81 мм (элемент 29, сторона 2), расточить отверстие Ø 63 мм до Ø 81 мм (элемент 34, сторона 4) начисто;
- Фрезеровать поверхность (элементы 18, 19, сторона 3);
- Фрезеровать по контуру занижения (элементы 9, 10, 12, 13, 15, 18, 19, 20, 21, 22, 23, 24, сторона 3) начисто;
- Фрезеровать скругления (элемент 12, сторона 3);
- Фрезеровать скругления (элемент 13, сторона 3);
- Сверлить 4 отверстия Ø 12,8 мм (элемент 33, сторона 4); сверлить 4 отверстия Ø 12,8 мм (элемент 39, сторона 5);
- Сверлить 13 отверстий Ø 8,5 мм (элемент 2, сторона 3);
- Сверлить 2 отверстия Ø 5 мм (элемент 37, сторона 5);
- Сверлить 8 отверстий Ø 4,2 мм (элемент 4, сторона 3);
- Сверлить 4 отверстия Ø 4 мм (элемент 3, сторона 3);
- Сверлить 9 отверстий Ø 3,3 мм (элемент 28, сторона 2);
- Снять заусенцы в отверстиях Ø 22 мм, Ø 81 мм, Ø 85 мм, снять заусенцы в отверстиях Ø 22 мм, Ø 81 мм, Ø 85 мм, Ø 12,8 мм, снять заусенцы в отверстиях Ø 30 мм, Ø 12,8 мм;
- Зенковать фаски в отверстиях Ø 3,3 мм (сторона 2), зенковать фаски в отверстиях Ø 5 мм (сторона 5), зенковать фаски в отверстиях Ø 12,8 мм, Ø 4,2 мм, Ø 4 мм (сторона 3).
- Нарезать резьбу М24´2 – 7Н в отверстиях Ø 22 мм (сторона 2), нарезать резьбу М24´2 – 7Н в отверстиях Ø 22 мм (сторона 4);
- Нарезать резьбу М14´1,25 – 7Н в отверстиях Ø 12,8 мм (сторона 2), нарезать резьбу М14´1,25 – 7Н в отверстиях Ø 12,8 мм (сторона 4);
- Нарезать резьбу М10 – 7Н в отверстиях Ø 8,5 мм (сторона 3);
- Нарезать резьбу М6 – 7Н в отверстиях Ø 5 мм (сторона 5);
- Нарезать резьбу М5 – 7Н в отверстиях Ø 4,2 мм (сторона 3);
- Нарезать резьбу М4 – 7Н в отверстиях Ø 3,3 мм (сторона 2);
- Фрезеровать корпус по периметру начисто (элемент 8, сторона 3; элемент 25, сторона 2; элемент 30, сторона 4; элементы 35, 38, сторона 5; элемент 42, сторона 6);
- Расточить канавку Ø 88,5 мм в отверстии Ø 85 мм (сторона 2), расточить канавку Ø 88,5 мм в отверстии Ø 85 мм (сторона 4);
- Контрольная.
Для выполнения операций обработки резанием на металлорежущих станках часто применяют схему установки заготовок, когда технологической базой является плоскость и цилиндрическая поверхность. При этом базирование заготовок производится на опорные пластины, установочные пальцы (цилиндрические и срезанные), центрирующие втулки с гарантированным зазором, а также на цилиндрические оправки (с гарантированным зазором или натягом).
4.4 Выбор технологических баз, расчёт припусков на обработку и операционных размеров
Заготовка детали в процессе обработки должна занять и сохранять в течение всего времени обработки определенное положение относительно деталей станка или приспособления. Для этого необходимо исключить возможность трех прямолинейных движений заготовки в направлении выбранных координатных осей и трех вращательных движений вокруг этих, или параллельных им осей (т.е. лишить заготовку шести степеней свободы).
Для определения положения жесткой заготовки необходимо наличие шести опорных точек. Для их размещения требуются три координатных поверхности (или заменяющие их три сочетания координатных поверхностей) в зависимости от формы и размеров заготовки эти точки могут быть расположены на координатной поверхности различными способами.
На операции 010 базирование детали осуществляем в координатный угол, на всех последующих операциях – базирование по плоскости и 2 отверстиям. Наиболее точным методом определения величины припуска, оптимизирующим размеры заготовки и процесс обработки, является расчётно-аналитический, дифференцированный по элементам, составляющим припуск.
В зависимости от вида обрабатываемой поверхности на величину операционного припуска будут влиять определённые факторы. При одностороннем, несимметричном расположении припуска (обработка плоских и торцевых поверхностей) операционный припуск назначается на сторону и определяется выражением:
![]() , (4.3)
, (4.3)
где ![]() – минимальный
операционный припуск;
– минимальный
операционный припуск;
![]() – высота неровностей, полученных
на предыдущей операции;
– высота неровностей, полученных
на предыдущей операции;
![]() – глубина дефектного слоя,
образовавшегося на предыдущей операции.
– глубина дефектного слоя,
образовавшегося на предыдущей операции.
![]()
Схема №1
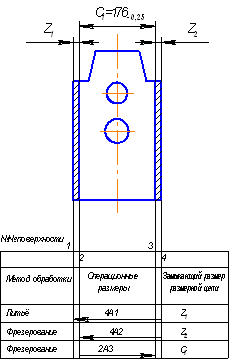
Рисунок 4.5 – Схема обработки детали
Далее строим граф исходных структур (исходное «дерево») соответствующий исходной структуре, образованной связями между поверхностями в виде чертежных размеров и припусков.
На графе исходных структур соединяющих поверхности 1 и 2 волнистыми ребрами, характеризующими величину припуска 1z2, поверхности 3 и 4 дополнительными ребрами, характеризующими величину припуска 3z4. А также проводим толстые ребра чертежного размера 2с1.
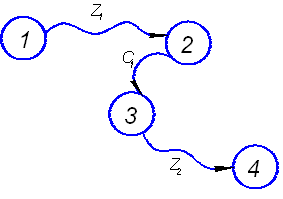
Рисунок 4.6 – Граф исходных структур
-
![]() вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
-
![]()
![]() Ребро графа. Характеризует вид связей
между поверхностями.
Ребро графа. Характеризует вид связей
между поверхностями.
"z" - Соответствует величине операционного припуска, а "c" – чертежному размеру.
На основании разработанной схемы обработки строится граф произвольных структур. Построение производного древа начинается с поверхности заготовки, к которой на схеме обработки не подводится ни одной стрелки. На рисунке 4.7 такая поверхность обозначена цифрой «4». От этой поверхности проводим те ребра графа, которые касаются её. На конце этих ребер указываем стрелки и номера тех поверхностей, до которых указанные размеры проведены. Аналогичным образом достраиваем граф согласно схеме обработки.
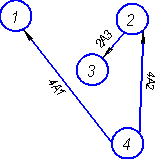
Рисунок 4.7 – Граф производных структур
![]() - вершина
графа. Характеризует поверхность детали. Цифра в круге обозначает номер
поверхности на схеме обработки.
- вершина
графа. Характеризует поверхность детали. Цифра в круге обозначает номер
поверхности на схеме обработки.
![]() - ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки.
- ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки.
В результате наложения исходного «дерева» на производное «дерево» получим композицию «деревьев», называемую графом размерных цепей (рисунок 4.8):
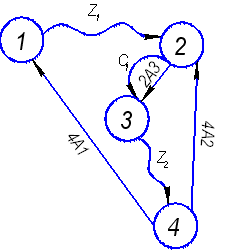
Рисунок 4.8 Граф размерных цепей
![]()
- Вершина графа. Характеризует поверхность детали.
![]() - Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
- Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
![]() - Ребро графа. Замыкающее звено размерной цепи
соответствует чертежному размеру.
- Ребро графа. Замыкающее звено размерной цепи
соответствует чертежному размеру.
![]() - Ребро графа. Замыкающее звено размерной цепи соответствует операционному
припуску.
- Ребро графа. Замыкающее звено размерной цепи соответствует операционному
припуску.
Схема №2
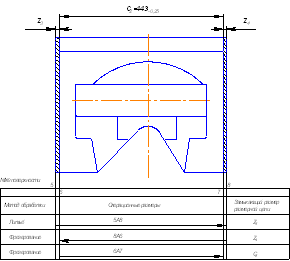
Рисунок 4.9 – Схема обработки детали
Далее строим граф исходных структур (исходное «дерево») соответствующий исходной структуре, образованной связями между поверхностями в виде чертежных размеров и припусков.
На графе исходных структур соединяющих поверхности 5 и 6 волнистыми ребрами, характеризующими величину припуска 5z6, поверхности 7 и 8 дополнительными ребрами, характеризующими величину припуска 7z8. А также проводим толстые ребра чертежных размеров 6с7.
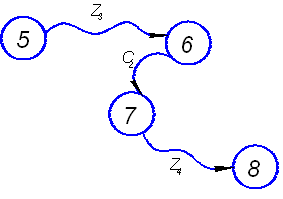
Рисунок 4.10 – Граф исходных структур
-
![]() вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
-
![]()
![]() Ребро графа. Характеризует вид связей
между поверхностями.
Ребро графа. Характеризует вид связей
между поверхностями.
"z" - Соответствует величине операционного припуска, а "c" – чертежному размеру.
На основании разработанной схемы обработки строится граф произвольных структур. Построение производного древа начинается с поверхности заготовки, к которой на схеме обработки не подводится ни одной стрелки. На рисунке 4.11 такая поверхность обозначена цифрой «8». От этой поверхности проводим те ребра графа, которые касаются её. На конце этих ребер указываем стрелки и номера тех поверхностей, до которых указанные размеры проведены. Аналогичным образом достраиваем граф согласно схеме обработки.
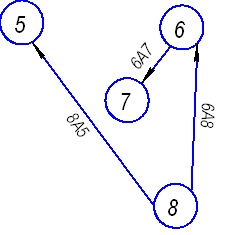
Рисунок 4.11 – Граф производных структур
![]() - вершина графа. Характеризует поверхность
детали. Цифра в круге обозначает номер поверхности на схеме обработки.
- вершина графа. Характеризует поверхность
детали. Цифра в круге обозначает номер поверхности на схеме обработки.
![]() - ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки.
- ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки.
В результате наложения исходного «дерева» на производное «дерево» получим композицию «деревьев», называемую графом размерных цепей (рисунок 4.12):
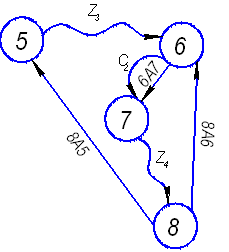
Рисунок 4.12 – Граф размерных цепей
![]()
- Вершина графа. Характеризует поверхность детали.
![]() - Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
- Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
![]() - Ребро графа. Замыкающее звено размерной цепи
соответствует чертежному размеру.
- Ребро графа. Замыкающее звено размерной цепи
соответствует чертежному размеру.
![]() - Ребро графа. Замыкающее звено размерной цепи соответствует операционному
припуску.
- Ребро графа. Замыкающее звено размерной цепи соответствует операционному
припуску.
Схема №3
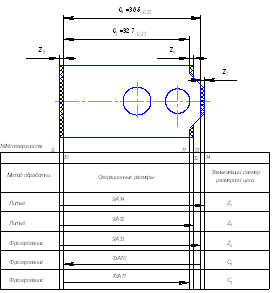
Рисунок 4.13 – Схема обработки детали
Далее строим граф исходных структур (исходное «дерево») соответствующий исходной структуре, образованной связями между поверхностями в виде чертежных размеров и припусков.
На графе исходных структур соединяющих поверхности 9 и 10 волнистыми ребрами, характеризующими величину припуска 9z10, поверхности 11 и 12 дополнительными ребрами, характеризующими величину припуска 11z12 и т. д. А также проводим толстые ребра чертежных размеров 13с10, 10с11.
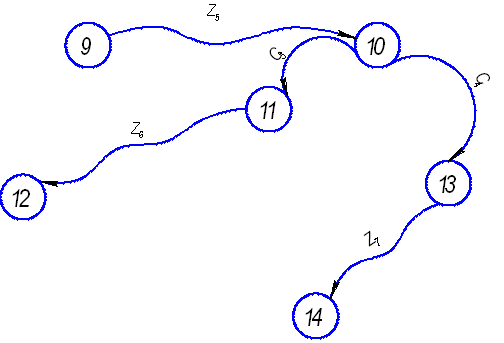
Рисунок 4.14 – Граф исходных структур
-
![]() вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
-
![]()
![]() Ребро графа. Характеризует вид связей
между поверхностями.
Ребро графа. Характеризует вид связей
между поверхностями.
"z" - Соответствует величине операционного припуска, а "c" – чертежному размеру.
На основании разработанной схемы обработки строится граф произвольных структур. Построение производного древа начинается с поверхности заготовки, к которой на схеме обработки не подводится ни одной стрелки. На рисунке 4.15 такая поверхность обозначена цифрой «9». От этой поверхности проводим те ребра графа, которые касаются её. На конце этих ребер указываем стрелки и номера тех поверхностей, до которых указанные размеры проведены. Аналогичным образом достраиваем граф согласно схеме обработки.
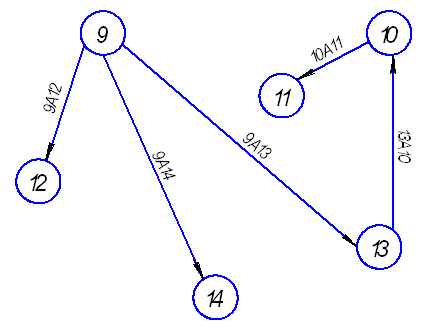
Рисунок 4.15 – Граф производных структур
![]()
- вершина графа. Характеризует поверхность детали. Цифра в круге обозначает номер поверхности на схеме обработки.
![]() - ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки.
- ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки.
В результате наложения исходного «дерева» на производное «дерево» получим композицию «деревьев», называемую графом размерных цепей (рисунок 4.16):
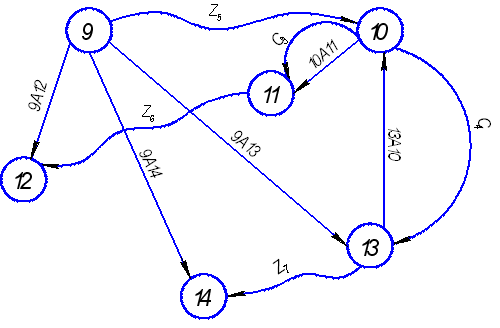
Рисунок 4.16 – Граф размерных цепей
![]()
- Вершина графа. Характеризует поверхность детали.
![]() - Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
- Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
![]() - Ребро графа. Замыкающее звено размерной цепи
соответствует чертежному размеру.
- Ребро графа. Замыкающее звено размерной цепи
соответствует чертежному размеру.
![]() - Ребро графа. Замыкающее звено размерной цепи
соответствует операционному припуску.
- Ребро графа. Замыкающее звено размерной цепи
соответствует операционному припуску.
Припуски на операции.
Фрезерование черновое: ![]()
Фрезерование чистовое: ![]()
Приблизительные значения операционных размеров:
Допуски на операционные размеры в зависимости от метода обработки по таблицам экономической точности:
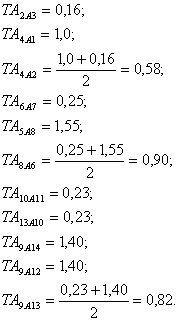
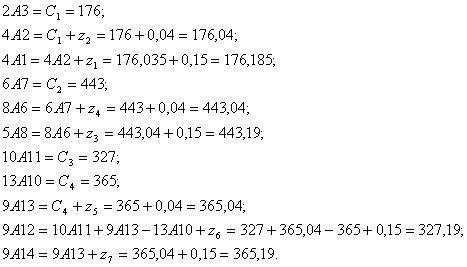
Расчёт операционных размеров
Схема №1.
1.
Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]() .
.
Результаты записываем в графу 7.
Определяем значение
принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
В графе 3 указываем
размеры ![]() и
и ![]() .
.
2. Определение
операционного размера ![]() из уравнения размерной цепи:
из уравнения размерной цепи:
![]() .
.
![]()
Результаты записываем в графу 7.
Величина корректировки
составляет ![]()
Определяем
значение принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
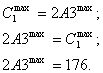
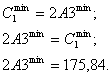
Определяем значение
максимальной и минимальной величины припуска ![]() и проставляем в графе 3.
и проставляем в графе 3.
2. Определение операционного размера ![]() из уравнения
размерной цепи:
из уравнения
размерной цепи:
3. ![]() .
.
![]()
Результаты записываем в графу 7.
Величина корректировки
составляет ![]()
Определяем значение
принятого операционного размера ![]() и записываем в графу 9.
и записываем в графу 9.
Определяем значение
максимальной и минимальной величины припуска ![]() и проставляем в графе 3.
и проставляем в графе 3.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |