 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Исследования свойств штамповой стали после термической обработки
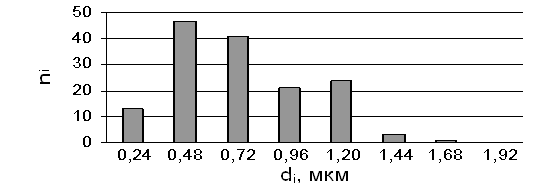
Рис. 20. Гистограмма распределения размеров карбидных включений для образца, закаленного на температуру 1 100оС
Для каждого образца по данным проведенных экспериментов были построены гистограммы, отражающие характер распределения размеров карбидных включений после различных температур закалки (рис. 16–20). При повышении температуры нагрева под закалку с 950 до 1 050оС средний размер включения увеличивается от 0,38 до 0,55 мм. Это явление связано с растворением мелких карбидов в аустените. При дальнейшем повышении температуры начинают растворяться крупные карбиды, таким образом средний размер включения уменьшается до 0,34 мм при закалке на 1 100оС.
Температура закалки также влияет на форму карбидных включений (рис. 14). При нагреве до 950оС в стали присутствует карбид цементитного типа Ме3С, имеющий неправильную вытянутую форму. Данный карбид не обладает теплостойкостью и поэтому растворяется при нагреве до 1 000оС. Включения округлой формы являются специальными карбидами (например, VC). Они обладают большей теплостойкостью и растворяются не полностью и при более высоких температурах нагрева.
3.3.2 Определение объемной доли карбидных включений
С повышением температур закалки доля карбидной фазы, выпадающая в реплику уменьшается (рис.14). Для определения объемной доли карбидных включений использовали метод Розиваля (п. 2.2.9.). Измерения проводили в десяти полях зрения для каждого образца. Полученные результаты представлены в таблице 13.
Таблица 13. Определение объемной доли карбидов методом Розиваля
|
Температура закалки, оС |
a в поле зрения, мм |
aср, мм |
Vк, % |
|||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
| 950 | 12 | 26 | 26 | 16 | 18 | 11 | 15 | 19 | 17 | 13 | 17,3 | 17,3 |
| 1 000 | 3 | 20 | 11 | 9 | 22 | 4 | 3 | 6 | 14 | 13 | 10,5 | 10,5 |
| 1 050 | 25 | 2 | 0 | 4 | 5 | 5 | 9 | 14 | 0 | 21 | 7,9 | 7,9 |
| 1 070 | 6 | 16 | 0 | 0 | 11 | 4 | 2 | 0 | 9 | 4 | 5,3 | 5,3 |
| 1 100 | 10 | 4 | 0 | 2 | 1 | 0 | 0 | 8 | 5 | 3 | 3,3 | 3,3 |
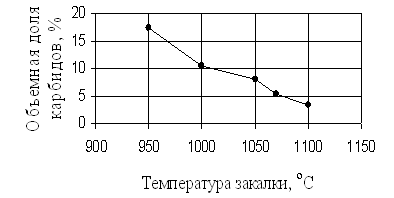
Рис. 21. Зависимость количества карбидной фазы от температуры нагрева под закалку
С повышением температуры закалки от 950 до 1 100оС доля карбидов выпавших в реплику уменьшается от 17,3 до 3,3% (рис. 21), что связано с последовательным растворением включений в аустените. Таким образом, при большем нагреве получаем более легированный мартенсит. Это обеспечивает высокие значения твердости после закалки и возможность дисперсионного твердения при дальнейшем отпуске.
В сталях с относительно невысоким содержанием хрома, вольфрама и молибдена карбидная фаза представлена в основном цементитом. Специальные карбиды образуются при достижении определенного соотношения между карбидообразующими элементами и углеродом. О типе карбидов в «монолегированных» составах можно приближенно судить по соответствующим диаграммам равновесия. Более сложным является вопрос прогнозирования возможного типа карбидов в комплекснолегированных сплавах, для которых, как правило, характерно одновременно присутствие частиц с различной кристаллической решеткой (М6С, МС, М23С6 и др.).
Для определения типа карбидов, присутствующих в штамповой стали 4Х5МФ1С была применена электронная микроскопия.
С использованием электронограмм был расшифрован состав некоторых карбидов, выпавших в реплику.
Включения неправильной формы представляют собой карбид типа Ме3С ((Cr,Fe)3C). Хром замещает железо до 18%. Этот карбид не обладает теплостойкостью и растворяется при нагреве в интервале 950–1000оС.
Карбиды округлой формы имеют составы, соответствующие формулам Ме6С и VС.
В сталях, содержащих >0,5% Мо, образуется сложный карбид молибдена Ме6С. Его состав близок формуле Fe3Mo3C, а при недостатке углерода – Fe2Mo2C. В карбиде Ме6С часть атомов молибдена может замещаться атомами хрома и ванадия. Карбиды этих элементов близки по свойствам и растворяются при температурах 950–1250оС.
Ванадий уже при небольшим содержании (0,1%) образует карбид VC (МеС), присутствующий наряду с цементитом. Этот карбид не растворяется в аустените.[1]
3.4 Влияние температуры закалки на глубину обезуглероженного слоя
Значительное обезуглероживание снижает твердость и износостойкость закаленной и отпущенной стали, что недопустимо для инструментальных сталей, так как сильно уменьшает срок эксплуатации инструмента.
Процесс обезуглероживания получает свое развитие при нагреве без применения эффективных защитных сред.
Развитие обезуглероживания зависит (при нагреве в одинаковой среде) от температуры нагрева и его продолжительности, а также состава стали. При относительно короткой выдержке в воздушной среде обезуглероживание уже заметно развивается при 800–850оС и резко усиливается с повышением температуры.
Существует несколько способов оценки глубины обезуглероженного слоя. Для штамповых сталей горячего и холодного деформирования наибольшее распространение получило выявление глубины обезуглероживания травлением закаленных и отпущенных образцов. Контрольным методом обезуглероживания для всех марок является цветное травление четырехпроцентным раствором азотной кислоты в метиловом спирте отожженных образцов.
В данной работе были использованы два метода оценки обезуглероженного слоя: по изменению твердости и микротвердости по сечению образца.
Метод оценки обезуглероживания по изменению твердости по глубине обезуглероженного слоя
Слои металла с помощью шлифовки последовательно снимались с поверхности образцов, после чего измерялась твердость на приборе Роквелла. Полному удалению обезуглероженного слоя соответствовало прекращение изменения чисел твердости по глубине. Снятие слоев металла производилось с помощью шлифования; сечение образца измерялось микрометром. Толщина каждого сошлифованного слоя составляла порядка 0,02 мм. Результаты экспериментов и их статистическая обработка представлены в таблицах 14–18.
Таблица 14. Распределение твердости по глубине образца №1 из стали 4Х5МФ1С после закалки на температуру 950оС
| Расстояние от поверхности, мм | Твердость HRC |
Среднее квадратичное отклонение результата Sx |
Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||
| 1 | 2 | 3 | 4 | 5 | ||||
| 0 | 42 | 41 | 42 | 42 | 43 | 42 | 0,70 | 2,1 |
| 0,02 | 40 | 43 | 41 | 44 | 42 | 42 | 1,58 | 4,7 |
| 0,04 | 46 | 42 | 44 | 45 | 43 | 44 | 1,58 | 4,6 |
| 0,06 | 46 | 43 | 43 | 45 | 44 | 44 | 1,32 | 3,7 |
| 0,08 | 43 | 44 | 44 | 45 | 44 | 44 | 0,71 | 2,0 |
| 0,10 | 44 | 46 | 45 | 43 | 45 | 45 | 1,22 | 3,4 |
| 0,12 | 45 | 46 | 45 | 45 | 44 | 45 | 0,71 | 1,9 |
Таблица 15. Распределение твердости по глубине образца №12 из стали 4Х5МФ1С после закалки на температуру 1 000оС
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |