 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Исследования свойств штамповой стали после термической обработки
Ванадий, также как и хром, обладает сильно выраженной склонностью к дендритной ликвации, но в отличие от него ванадий благоприятно влияет на дисперсность и характер распределения первичных карбидов в высокоуглеродистых сталях.
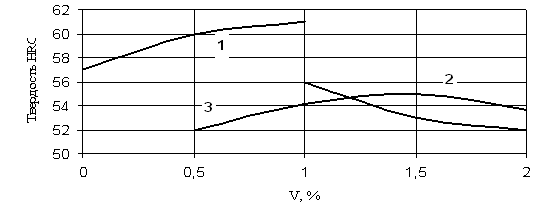
Рис. 4. Влияние ванадия на максимальный уровень вторичной твердости, достигаемый в сталях типа Х4В2М1Ф (1), 4Х4ВМФС (2) и 5Х3В3МФС (3) после отпуска при 500–550оС (закалка на зерно № 10)
При введении в состав сталей 3–4% V наблюдается значительное ухудшение шлифуемости (из-за присутствия очень твердого карбида МеС), что ограничивает их широкое применение. Другим недостатком является пониженная окалиностойкость при отжиге и горячей пластической деформации [4].
Кремний является ферритообразующим элементом и «выклинивает» область существования γ-железа в сплавах системы Fe – Si уже при содержании около 2%. Аналогично влияет он на диаграмму состояния углеродистых сталей (0,5–1% С), однако в этом случае полное завершения α → γ-превращения достигается при содержаниях 3–5% кремния.
Не образуя в сплавах на основе железа соединений с углеродом, кремний практически не оказывает влияния на тип и состав карбидов в штамповых сталях, но вызывает их укрупнение в отожженном состоянии.
Кремний и кобальт интенсифицируют процессы карбидообразования при отпуске и значительно повышают уровень вторичной твердости. В комплекснолегированных штамповых сталях введение этих элементов вызывает прирост упрочнения, не сопровождающийся существенным обеднением твердого раствора легирующими элементами, и обусловленный в основном повышением дисперсности выделяющихся при старении карбидов. Однако кремний, смещающий в сторону более низких температур отпуска «пик» вторичной твердости (при содержаниях ≥1,5%), и кобальт, не изменяющий практически его положения, увеличивают скорость разупрочнения при высоком (620–650°C) нагреве. В связи с этим содержание кремния в штамповых сталях для горячего деформирования ограничивают 0,5–0,8% [4].
Кремний влияет аналогично хрому на механические свойства стали и стойкость к окислению. Кобальт повышает вторичную твердость и теплостойкость, но не улучшает окалиностойкости, необходимой для работы при высоких температурах. Также к недостаткам легирования кобальтом относится склонность штамповых сталей к обезуглероживанию [1]. Использование кобальта целесообразно и оправдано при введении его в низкоуглеродистые сплавы (0,1–0,2% С) для горячего деформирования с интерметаллидным и комплексным упрочнением.
Необходимо отметить, что ограничения, связанные с отрицательным влиянием рассматриваемых элементов на теплостойкость практически снимаются для штамповых сталей холодного деформирования, которые нагреваются при эксплуатации не выше 350–450оС. Исследования показали, что легирование кремнием и кобальтом сталей типа Х4В2Ф2М в количествах до 3–4 и 5% соответственно позволяет значительно повысить вторичную твердость (до 64–67 HRC), а также сопротивление малым пластическим деформациям. Однако повышая указанные свойства данные элементы снижают ударную вязкость и прочность при изгибе, кобальт в этом направлении влияет сильнее [4].
Легирование сталей никелем и марганцем повышает прокаливаемость. Этим определяется целесообразность легирования ими штамповых сталей, предназначенных для изготовления крупногабаритных инструментов. Мало изменяя чувствительность к перегреву и, как следствие, оптимальные температуры закалки, никель и марганец сильно понижают критическую скорость охлаждения.
Никель эффективно повышает пластичность, что очень важно для материалов, испытывающих воздействие динамических нагрузок. Это его положительное свойство проявляется, однако, когда подавляются другие (вредные) последствия легирования стали никелем. К их числу относится ускорение процесса выделения карбидов по границам. Вызывая снижение пластичности, этот процесс сопровождается также обеднением твердого раствора карбидообразующими элементами и снижением теплостойкости стали. Легирование никелем стали 4Х4ВМФС способствует ускорению теплового разупрочнения, а также охрупчиванию при температурах испытаний 20–400оС. Кроме того заметно снижается сопротивление термической усталости. Аналогичным образом влияет добавление в эту сталь марганца, который дополнительно увеличивает коэффициент термического расширения и ухудшает теплопроводность. Таким образом, легирование никелем и марганцем теплостойких сталей для горячего деформирования является нецелесообразным.
Применяется легирование штамповых сталей повышенной прокаливаемости и вязкости для горячего деформирования никелем и марганцем в количествах 1,5–2% и 0,5–1% соответственно.
Введение этих элементов в пределах 1,5–2% Mn и 0,5–1,0% Ni весьма целесообразно и для малодеформирующихся сталей повышенной вязкости (типа 7ХГ2ВМ, 7ХГНМ) для холодного деформирования.
Марганец и никель увеличивают количество остаточного аустенита, но не предотвращают его распад под воздействием циклически изменяющихся напряжений при эксплуатации штампов. Это делает недопустимым легирование данными элементами вторичнотвердеющих штамповых сталей с высоким сопротивлением смятию.
В общем случае для инструментальных сталей содержание никеля и марганца не должно превышать 0,4%. Допустимо повышение содержания никеля до 06–0,8%, тогда немного возрастают прочность и вязкость ряда сталей. [4]
1.1.4 Термическая обработка штамповых сталей для горячего деформирования
Цель окончательной термической обработки – получение в готовом инструменте оптимального сочетания основных свойств: твердости, прочности, износостойкости, вязкости и теплостойкости.
Наиболее распространенный технологический процесс окончательной термической обработки инструмента для горячего деформирования состоит из закалки и отпуска. Большое разнообразие условий работы такого инструмента предопределяет не только применение различных сталей, но и необходимость получать в каждом конкретном случае оптимальное для данных условий сочетание свойств за счет правильного выбора режимов термической обработки. При этом в зависимости от назначения инструмента возможен выбор разных температур нагрева под закалку, закалочных сред и способов охлаждения, температур отпуска. Режимы закалки и отпуска не универсальны, а их следует назначать дифференцированно в соответствии с условиями работы инструмента.
В частности, следует учитывать, что при повышении температуры нагрева под закалку возрастает теплостойкость и прокаливаемость штамповых сталей, но из-за укрупнения зерна снижается их вязкость. Поэтому, например, для прессового инструмента, работающего с большим разогревом, но без значительных динамических нагрузок, целесообразно повышать температуру нагрева под закалку для получения большей теплостойкости.
Вместе с тем при выборе режимов закалки и отпуска следует учитывать их влияние на деформацию инструмента в процессе термической обработки и возможность последующей механической обработки.
Повышение температуры отпуска, как правило, повышает вязкость стали, но снижает ее твердость, прочность и износостойкость. В связи с этим для сохранения износостойкости и твердости стали температуру отпуска выбирают пониженной, однако не ниже температуры разогрева инструмента при эксплуатации.
Широкое распространение в технике получила сталь 5ХНМ, имеющая высокую технологичность, оптимальные механические свойства, прокаливаемость. Также для инструмента небольших габаритов применяются стали марок 5ХНВ, 5ХГСВФ, 5ХНСВ, 5ХГМ и др. Для очень крупного инструмента пригодны стали типа 27Х2НМВФ и типа 30Х2НМФ, 30Х2М1ФН3. В основном данные марки сталей применяются для изготовления молотовых штампов [1].
Таблица 1. Химический состав сталей для горячего деформирования (ГОСТ 5950–73) [1]
| Сталь | C | Mn | Si | Cr | Ni | W | Mо | V |
| 5ХНМ | 0,5–0,6 | 0,5–0,8 | ≤ 0,35 | 0,5–0,8 | 1,4–1,8 | – | 0,15–0,3 | – |
| 5ХНВ | 0,5–0,6 | 0,5–0,8 | ≤ 0,35 | 0,5–0,8 | 1,4–1,8 | 0,4–0,6 | – | |
| 3Х2В8Ф | 0,30–0,40 | 0,15–0,40 | 0,15–0,40 | 2,20–2,70 | – | 7,50–8,50 | – | 0,20–0,50 |
| 4Х5В2ФС | 0,35–0,45 | 0,15–0,40 | 0,80–1,20 | 4,50–5,50 | – | 1,60–2,20 | – | 0,60–0,90 |
| 4Х5МФ1С | 0,37–0,44 | 0,15–0,40 | 0,80–1,20 | 4,50–5,50 | – | – | 1,20–1,50 | 0,80–1,10 |
Обобщенная технологическая схема обработки инструмента для горячего деформирования из полутеплостойкой стали повышенной вязкости:
1) горячая пластическая деформация (ковка);
2) отжиг;
3) механическая обработка;
4) закалка и отпуск;
5) механическая обработка.
Для деформирования алюминиевых сплавов применяются стали с5% Cr: 4Х5В2ФС и типа 4Х5МС (или 4Х5МФС). При изготовлении матриц крупных размеров применяют стали с 3% Cr (типа 4Х3МС), так как они лучше сохраняют пластичность в больших сечениях.
Для деформирования медных сплавов, выполняемого при более высоком нагреве, нужны стали повышенной теплостойкости. Для пуансонов применяют стали 3Х2В8Ф и 4Х5В4ФСМ. Рекомендуется использовать также сталь 6Х3В9Ф, отличающуюся высоким сопротивлением продольному изгибу и износу.
Для деформирования стали при ударных нагрузках и необходимости резкого охлаждения, обеспечивающего интенсивный цикл работы, т.е. в условиях, когда нужна высокая разгаростойкость, а нагрев рабочего слоя не достигает высоких значений, более пригодны стали 4Х5В2ФС и типа 4Х5ВМС и 4Х3МС. Эти стали применимы, в частности, для скоростной штамповки.
Для более тяжелых температурных условий, а также деформирования труднообрабатываемых сплавов необходимы стали повышенной теплостойкости (3Х3В8Ф, 4Х3В5М3Ф). [1]
Твердость инструмента и последовательность операций механической и термической обработки определяются его размерами, формой и условиями эксплуатации.
Штамповые стали для изготовления ножей и пил горячей резки должны сохранять свои свойства в условиях повышенного износа при нагреве и значительных динамических нагрузках. Для рубки мягких материалов или в случае высокого нагрева пригодны стали повышенной разгаростойкости 4Х5В2ФС или типа 4Х3ВМС, так как они обладают хорошей вязкостью при достаточной теплостойкости.
Для работы при очень высоком нагреве рекомендуется сталь повышенной теплостойкости 4Х5В4ФСМ.
Для облегченных условий и при меньшем нагреве можно применять более дешевую сталь 6ХС или сталь 5ХВ2С. [5]
ГОРЯЧАЯ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
Пониженная деформируемость штамповых сталей по сравнению с конструкционными обусловлена их меньшей пластичностью вследствие более высокой легированности твердого раствора, больших количеств карбидных фаз и степени ликвации при кристаллизации.
Температуры нагрева под ковку (прокатку) выбирают из условий достижения наиболее высокой пластичности в достаточно широком интервале температур, что определяется химическим составом стали и массой слитка. Температуры окончания пластической деформации устанавливают с учетом того, чтобы избежать образования трещин и рванин и подготовки необходимой структуры (размера зерна аустенита, распределения и дисперсности избыточных фаз и др.), обеспечивающей высокие механические свойства после окончательной термической обработки. Для полутеплостойких сталей повышенной вязкости температуры начала ковки 1150–1180оС, окончания 850–880оС. Для теплостойких штамповых сталей начало ковки при 1160–1180оС; конец ковки при 850–925оС [1].
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |