 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Исследования свойств штамповой стали после термической обработки
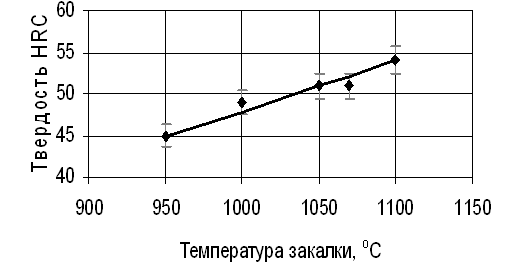
Рис. 13. Зависимость твердости закаленных образцов от температуры закалки
сталь штамповой закалка температура
3.2 Влияние температуры отпуска на твердость стали 4Х5МФ1С
Отпуск является обязательной составляющей термической обработки штамповых сталей и приводит к существенным изменениям в их структуре и свойствах.
В сталях, имеющих после аустенизации определенную легированность твердого раствора, отпуск при 450–550оС приводит к заметному изменению химического состава мартенсита, увеличению содержания карбидов и отчетливо выраженному эффекту упрочнения.
Чтобы определить, как влияет температура отпуска на свойства стали 4Х5МФ1С, была измерена твердость на образцах после закалки на 1070°C и отпуска. Данные измерений приведены в таблице 7.
Изменение твердости стали 4Х5МФ1С в зависимости от температуры отпуска показано на рис. 14.
Таблица 7. Зависимость твердости стали 4Х5МФ1С от температуры отпуска (температура закалки 1 070оС). Время выдержки при отпуске 1час
| Маркировка образца | Твердость после закалки HRC |
Температура отпуска, оС |
Твердость после отпуска HRC |
Среднее квадратичное отклонение результата Sx |
Относительная ошибка ε, % | |||||
| № измерения | Среднее значение | |||||||||
| 1 | 2 | 3 | 4 | 5 | ||||||
| 35 | 51 | 230 | 47 | 50 | 48 | 48 | 48 | 48 | 1,12 | 2,9 |
| 34 | 51 | 310 | 50 | 50 | 51 | 50 | 50 | 50 | 0,50 | 1,2 |
| 31 | 51 | 400 | 51 | 52 | 51 | 51 | 51 | 51 | 0,50 | 1,2 |
| 70 | 51 | 530 | 53 | 50 | 53 | 53 | 51 | 53 | 1,58 | 3,7 |
| 92 | 51 | 570 | 52 | 53 | 53 | 52 | 53 | 53 | 0,71 | 2,4 |
| 2 | 51 | 660 | 42 | 43 | 42 | 43 | 43 | 43 | 0,71 | 2,1 |
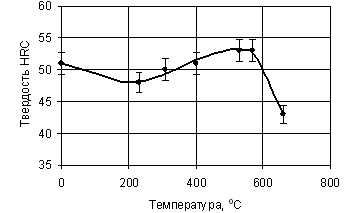
Рис. 14. Зависимость твердости стали 4Х5МФ1С от температуры отпуска
Видно, что отпуск при 200–300оС снижает твердость из-за выделения из мартенсита цементитного карбида. Отпуск при температурах порядка 500–550оС создает вторичную твердость, вследствие дисперсионного твердения. В молибденовых сталях на этой стадии выделяются карбиды Ме23С и Ме6С. При дальнейшем повышении температуры усиливается коагуляция карбидов, что ведет к снижению твердости.
3.3 Влияние режима термической обработки на карбидную фазу
Увеличение количества карбидов, даже при сохранении мелкозернистой структуры, сопровождается снижением прочности, вязкости и других свойств. Это вызвано отличием в свойствах металлической основы и включений, что обуславливает различие в напряжениях и в поведении основы и карбидов при нагружении в процессе эксплуатации. Отрицательное влияние карбидной фазы усиливается, когда она распределяется в структуре неоднородно и присутствует в виде крупных включений или сетки.
Положительная роль карбидов заключается в том, что они препятствуют росту зерна при нагреве до температур закалки и затрудняют пластическое течение металла при повышенных напряжениях, повышая устойчивость рабочей кромки в условиях эксплуатации. Растворение карбидов при нагреве под закалку создает необходимую концентрацию углерода и легирующих элементов в аустените (мартенсите).
В данной работе были оценены размеры включений карбидной фазы и относительный объем, занимаемый карбидами. Анализ проводился с помощью углеродных реплик на электронном микроскопе ЭМ–200. Для отделения реплики использовалось электролитическое травление в десятипроцентном спиртовом растворе азотной кислоты. Время отделения реплики порядка шести минут.
Наблюдается общий характер распределения карбидов. Включения имеют разнообразную форму и размер (см. рис. 15).
Оценка величины карбидных включений проводилась визуально на электронном микроскопе ЭМ–200 (при увеличении 8 400) с использованием эталонной шкалы. Для определения объемного содержания карбидов использовался линейный метод Розиваля, который был реализован на фотографиях реплик. По этому методу площади фаз вычисляются по длинам отрезков линейки, попавших на данную фазу.
3.3.1 Влияние температуры закалки на карбидную фазу
Для оценки величины карбидных включений в реплике просматривали несколько полей зрения на электронном микроскопе ЭМ–200. Размер карбидов определяли по эталонной шкале. Для возможности статистической обработки данных проводилось не менее 150 измерений для каждого образца. Результаты экспериментов приведены в таблицах 8–12.
Таблица 8. Определение величины включений карбидной фазы в стали 4Х5МФ1С после закалки на температуру 950оС
|
Размер включения di, мкм |
Количество включений данного размера ni |
Относительная доля включения данного размера, % |
| До 0,24 | 41 | 21 |
| 0,24–0,48 | 36 | 19 |
| 0,48–0,72 | 31 | 16 |
| 0,72–0,96 | 27 | 14 |
| 0,96–1,20 | 33 | 17 |
| 1,20–1,44 | 23 | 12 |
| 1,44–1,68 | 2 | 0,5 |
| 1,68–1,92 | 1 | 0,5 |
| Всего | 194 | 100 |
| Средний размер включения, мм | ||
| 0,38 | ||
|
Среднее квадратичное отклонение результата Sx |
||
| 0,002 3 | ||
| Относительная ошибка ε, % | ||
| 4,1 | ||
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |