 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Исследования свойств штамповой стали после термической обработки
| Расстояние от поверхности, мм | Характеристики твердости | Номер замера | Среднее значение | Среднее квадратичное отклонение результата Sx | Относительная ошибка ε, % | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||||||
| 0,02 | Длина диагонали отпечатка, ед шкалы | 134 | 135 | 125 | 129 | 133 | 118 | 123 | − | − | − | |||
| Длина диагонали отпечатка, мкм | 40,2 | 40,5 | 37,5 | 38,7 | 39,9 | 35,4 | 36,9 | − | − | − | ||||
| Микротвердость, МПа | 2294 | 2260 | 2636 | 2475 | 2329 | 2958 | 2723 | 2525 | 259 | 7,3 | ||||
Результаты измерений микротвердости (табл. 20–24) для определения глубины обезуглероженного слоя представили в графическом виде.
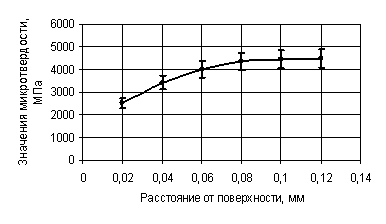
Рис. 24. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 950оС
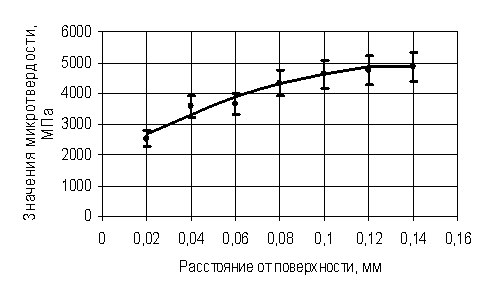
Рис. 25. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 000оС
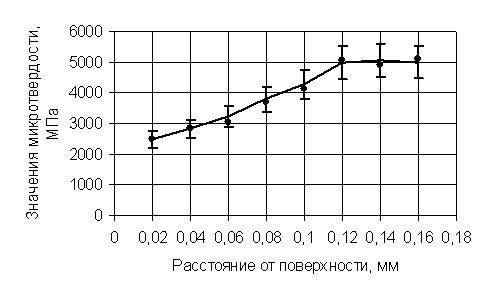
Рис. 26. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 050оС
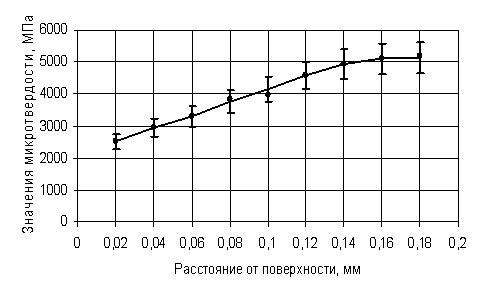
Рис. 27. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 070оС
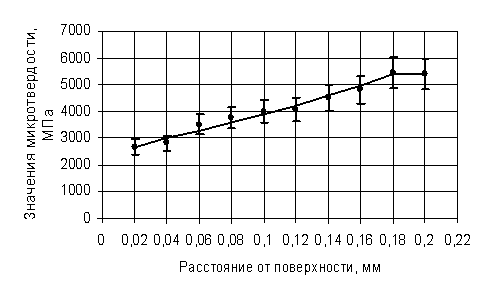
Рис. 28. Распределение значений микротвердости по глубине обезуглероженного слоя для образца из стали 4Х5МФ1С, закаленного с температуры 1 100оС
На приведенных графиках (рис. 24–28) видно, что глубина обезуглероженного слоя при температуре нагрева под закалку 950°C достигает 0,10 мм, при 1 000°C – 0,12 мм, при 1 050оС – 0,12 мм, при 1 070оС – 0,16 мм и при 1 100оС – 0,18 мм. Зависимость глубины обезуглероживания от температуры закалки представлена на рис. 29.
Приведенная кривая зависимости обезуглероживания от температуры закалки, полученная по результатам измерения микротвердости, качественно совпадает с аналогичной кривой на рис. 23, то есть обезуглероживание возрастает с увеличением закалочной температуры.
Для удобства сравнения результаты определения обезуглероживания с помощью измерения твердости и микротвердости сведены в таблицу 25.
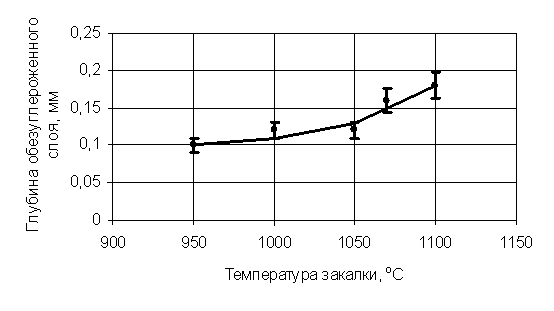
Рис. 29. Зависимость глубины обезуглероженного слоя от температуры закалки
Таблица 25. Зависимость глубины обезуглероживания от температуры закалки по результатам измерения твердости HRC и микротвердости
| Маркировка образца | 1 | 12 | 24 | 42 | 59 |
|
Температура закалки, оС |
950 | 1 000 | 1 050 | 1 070 | 1 100 |
| Твердость HRC | 45 | 49 | 51 | 50 | 54 |
| Глубина обезуглероженного слоя, мм | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 |
| Значение микротвердости, МПа | 4248 | 4746 | 4914 | 4929 | 5384 |
| Глубина обезуглероженного слоя, мм | 0,10 | 0,12 | 0,12 | 0,14 | 0,18 |
3.5 Влияние температуры закалки на аустенитное зерно
Качество стали и ее термической обработки удобно контролировать по величине действительного аустенитного зерна. Допустимая величина зерна неодинакова для сталей разных структурных классов. Как правило, рекомендуется зерно баллов 11–9,5 для штамповых сталей нормальной теплостойкости и 11–10 для сталей повышенной теплостойкости [1].
В данной работе аустенитное зерно было выявлено методом окисления (см. п. 2.2.5.). В качестве травителя применялся пятипроцентный раствор пикриновой кислоты с добавками алкил-сульфата натрия.
Для определения величины аустенитного зерна методом секущих при каждой температуре было просмотрено пять полей зрения. В таблице 26 дано количество зерен по длине линейки, имеющей сто делений.
Цена делений шкалы окуляр – микрометра, если число совмещенных делений объект – микрометра с = 100, а число совмещенных делений окуляр – микрометра а = 85
Z = (100/85) × 0.01 = 0,012 мм.
Величину аустенитного зерна при каждой температуре рассчитывали по формуле (2) учитывая, что длина линейки окуляр – микрометра L = 100.
Таблица 26. Результаты оценки размера зерна методом секущих
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |