 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Разработка группового техпроцесса изготовления кулачков
Таблица 8.2.
Показатели шлифования в зависимости от глубины лунки H
| Н, мм | Тверд |
Py, Н |
Pz, Н |
T, град | Ra, мкм | ∆, мкм |
q, мм3/мм3 |
| 3 | СТ1 | 120 | 50 | 650 | 0,5 | 5 | 0,05 |
| Продолжение табл.8.2. | |||||||
| Н, мм | Тверд |
Py, Н |
Pz, Н |
T, град | Ra, мкм | ∆, мкм |
q, мм3/мм3 |
| 4 | СТ2 | 95 | 40 | 500 | 0,63 | 5 | 0,09 |
| 5 | СМ2 | 80 | 35 | 400 | 0,7 | 4,5 | 0,13 |
| 6 | СМ1 | 70 | 29 | 350 | 0,8 | 4 | 0,17 |
| 7 | М3 | 62 | 25 | 300 | 0,9 | 4 | 0,21 |
| 8 | М2 | 57 | 23 | 270 | 0,95 | 3,5 | 0,26 |
В таблицах приведены:
Z - зернистость круга; Н - глубина лунки; ∆ - некруглость.
Для достижения поставленной цели - нахождения оптимальных значений параметров шлифовального круга Z, Н, необходимо вывести зависимости типа:
![]() , (8.1)
, (8.1)
где А - показатели шлифования.
Для нахождения показателей степеней при Z и Н воспользуемся графическим методом, при котором они будут равны тангенсу угла наклона средней линии к оси абсцисс.
1) ![]()
![]()
Откладываем в логарифмической системе координат соответствующие друг другу значения сил Py и зернистостей круга Z. Таким образом, получим несколько точек. Далее проводим среднюю линию. Тангенс угла ее наклона к оси абсцисс и есть искомый показатель степени XPy. Этот процесс представлен на рис.8.1.
Нахождение показателей степеней при Z и H
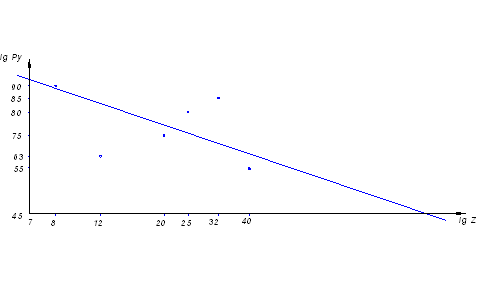
Рис.8.1.
XPy = tg (-17,74°) = - 0,32.
Аналогично находятся и другие показатели степени. Они равны:XPz = - 0,32; XT = - 0,34; XRa = 0,75; XD = - 0,2; Xq = 0,25; YPy = - 0,75; YPz = - 0,78; YT = - 0,89; YRa = 0,65; YD = - 0,35; Yq = 1,67.
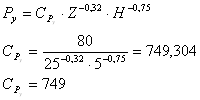
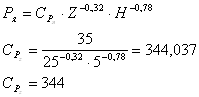
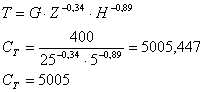
Для нахождения коэффициентов в искомых зависимостях воспользуемся опытными данными и полученными показателями степеней. Результаты экспериментов подставляем в формулу 8.1, и находим коэффициенты для каждого отдельного случая.
1)
2)
3)
4)
5)
6)
Получили следующие зависимости:
1) Py = 749Z-0,32H-0,75
2) Pz = 344Z-0,32H-0,78
3) T = 5005Z-0,34H-0,89
4) Ra = 0,022Z0,75H0,65
5) Δ = 15Z-0,2H-0,35
6) q = 0,004Z0,25H1,67
8.2 Оптимизация параметров шлифовального круга
Оптимизацию абразивного инструмента проводим на операцию 110. На данной операции проводится абразивная обработка паза 45х151 мм. Для этого используется плоскошлифовальный станок 3Г71М с мощностью электродвигателя N = 2,2 кВт. Материал детали сталь 19 ХГН.
Эскиз обработанной детали представлен на рис.8.2.
Эскиз обработанной детали
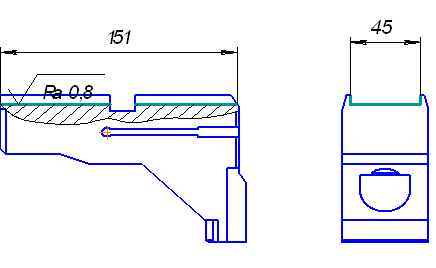
Рис.8.2.
Приведём процесс шлифования к системе линейных уравнений, описывающей ограничения, налагаемые на данный процесс. Результат решения данной системы представим графически.
Ограничения, налагаемые на процесс:
Ra≤Ra0 - ограничение по шероховатости;
T≤T0 - ограничение по температуре;
Nэ≤η∙N - ограничение по мощности привода главного движения станка;
8≤Z≤40 - ограничение по зернистости шлифовального круга;
3≤H≤8 - ограничение по глубине лунки.
Целевая функция:
q→min - износ шлифовального круга должен быть как можно меньше.
8.2.1 Ограничение по шероховатости
Реальная шероховатость должна удовлетворять данному неравенству:
Ra ≤ Ra0, (8.2)
где Ra0 = 0,8 - требуемая шероховатость.
Искомая шероховатость определится из ранее найденной зависимости:
![]() (8.3)
(8.3)
Проведем некоторые преобразования:
![]() ;
;
![]() .
.
Прологарифмировав, получим:
![]() ;
;
![]() .
.
Ограничение по шероховатости:
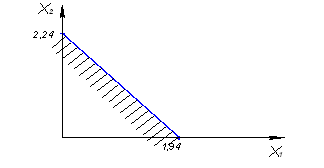
Рис.8.3.
Рис.8.3. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по первому ограничению.
8.2.2 Ограничение по температуре
Получаемая в процессе шлифования температура в зоне резания должна быть меньшей или равной допустимой: T ≤ T0, (8.4) где Т0 = 400 - допустимая температура в зоне резания.
Искомая температура определится из ранее найденной зависимости:
![]() (8.5)
(8.5)
Проводим некоторые преобразования:
![]() ;
; ![]() .
.
Прологарифмировав, получим:
![]() ;
; ![]()
Ограничение по температуре в зоне шлифования:
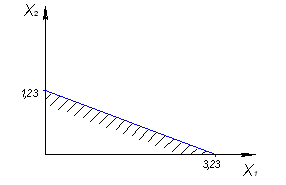
Рис.8.4.
Рис.8.4. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по второму ограничению.
8.2.3 Ограничение по мощности привода главного движения станка
Эффективная мощность станка определяется из неравенства:
Nэ ≤ η∙N, (8.6)
Также эффективную мощность можно найти по формуле:
Nэ = ![]() , (8.7)
, (8.7)
где ![]() - КПД
станка;
- КПД
станка;
![]() - паспортная
мощность станка;
- паспортная
мощность станка;
![]() - скорость круга.
- скорость круга.
Сила резания Pz определится из ранее найденной зависимости:
![]() (8.8)
(8.8)
Проводим некоторые преобразования:
![]() ;
;
![]() ;
;
![]() .
.
Прологарифмировав, получим:
![]() ;
; ![]() .
.
Ограничение по мощности привода главного движения станка:
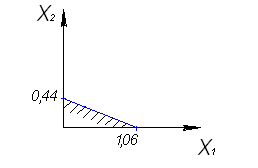
Рис.8.5.
Рис.8.5. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по третьему ограничению.
8.2.4 Ограничение по зернистости
Зернистость абразивного инструмента должна находится в пределах, установленных неравенством: 8 ≤ Z ≤ 40 (8.9). Прологарифмировав, получим: lgZ≥lg8; X1≥0,9; lgZ≤lg40; X1≤1,6.
Ограничение по зернистости абразивного инструмента:
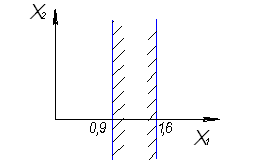
Рис.8.6.
Рис.8.6. позволяет определить допустимую зернистость в логарифмических координатах.
8.2.5 Ограничение по глубине лунки
Глубина лунки абразивного инструмента должна находится в пределах, установленных неравенством:
3 ≤ H ≤ 8 (8.10)
Прологарифмировав, получим:
lgН≥lg3;
X2≥0,5;
lgН≤lg8;
X2≤0,9.
Ограничение по глубине лунки абразивного инструмента:
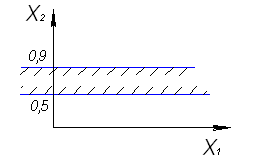
Рис.8.7.
Рис.8.7. позволяет определить допустимую глубину лунки в логарифмических координатах.
8.2.6 Определение целевой функции
Ранее было определено, что целевой функцией является износ шлифовального круга:
q → min (8.11)
Износ шлифовального круга определим по ранее найденной зависимости:
![]() (8.12)
(8.12)
Прологарифмировав, получим:
![]() ;
; ![]() .
.
8.3 Оптимизация режимов резания графическим методом
На рис.8.8. построим ограничение и увидим область оптимальных значений зернистости и глубины лунки шлифовального круга в логарифмических координатах. Область оптимальных значений:
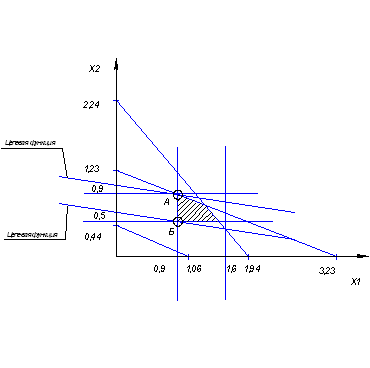
Рис.8.8.
Из графика (рис.8.8) видно, что оптимальными точками из всей области значений являются точки А и Б. Теперь надо узнать, какая из них будет наиболее оптимальной, т.е. износ шлифовального круга будет наименьшим. Очевидно, что это точка А. Найдём её координаты и, тем самым, узнаем оптимальные значения зернистости и глубины лунки шлифовального круга.
Координаты точки А:
X1 = 0,9; Х2 = 0,9.
Значит lg Z = 0,9 b lg H = 0,9
Z = 10 0,9 = 8
H = 10 0,9 = 8
Исходя из полученных результатов, делаем вывод, что при данных условиях шлифования оптимальным является круг со следующими характеристиками: зернистость Z=8, глубина лунки Н=8. Этим характеристикам соответствует круг средней твердости со степенью твердости СТ3.
Вывод
Использование специальной литературы и результатов экспериментальных данных, а также применение методов математического моделирования позволили внести в шлифовальную операцию обработки кулачка патрона усовершенствование. Данное усовершенствование позволит подобрать на операцию максимально стойкий к износу шлифовальный круг, что в свою очередь повысит время его работы без правки и, тем самым, снизит затраты времени на обслуживание станка.
9. Выбор и проектирование приспособления
Задача раздела - спроектировать приспособление для базирования и закрепления кулачка на I установе операции 30 при его обработке на горизонтально-фрезерном станке 6Р80Г.
9.1 Сбор исходных данных
Фрезеровать поверхности 3, 4, 5, 6, 7, выдерживая размеры 38-0,26, 45-0,26, 85-0,3, 34-0,23, 53-0,23, 85-0,28, а также поверхности 17, 18, выдерживая размеры 59-0,26, 148-0,28.
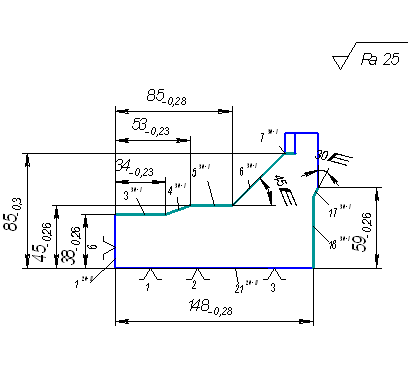
Рис.9.1
Вид и материал заготовки - 19ХГН, sв = 785 МПа, после фрезерования габаритов. Режущий инструмент - фреза торцовая Æ40 мм, Т15К6, фреза двухугловая Æ80 мм, Т15К6.
Металлорежущий станок - горизонтально-фрезерный станок 6Р80Г.
Режимы резания - подача Sz = 0,09/0,08 мм, V = 460/340 м/мин, n = 1000/800 об/мин.
Тип оснастки - одноместное специализированное безналадочное приспособление (СБП).
9.2 Расчет сил резания
Главная составляющая силы резания - окружная сила Pz для фрез, работающих на 30 операции, была посчитана в предыдущих главах. Рассчитаем остальные составляющие силы резания. Для этого воспользуемся соотношениями сил, представленных в [5]. Для торцовой фрезы: Pz = 1087 Н; Ph = 0,6. Pz = 652,2 Н, Pv = 0,6. Pz = 652,2 Н. Для двухугловой фрезы: Pz = 718,6 Н; Ph = 0,6. Pz = 431,2 Н, Pv = 0,7. Pz = 503 Н.
9.3 Расчет усилия зажима
Схема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования представлена на рисунке 9.2. Исходя из схемы закрепления и руководствуясь [5], усилие зажима в первом случае (Рис.9.2, а) найдем по формулам:
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |