 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Разработка группового техпроцесса изготовления кулачков
Фрезерование чистовое Rz = 30 мкм, h = 50 мкм;
Шлифование черновое Rz = 10 мкм, h = 40 мкм;
Шлифование чистовое Rz = 5 мкм, h = 20 мкм
Суммарное пространственное отклонение будем определять по формуле
![]() , мм (3.8)
, мм (3.8)
где ![]() - коэффициент
уточнения (по табл.3.17 [6]);
- коэффициент
уточнения (по табл.3.17 [6]);
Di-1 - суммарное пространственное отклонение на заготовительной операции (коробление);
после штамповки Di-1= 0,5 мм;
после фрезерования чернового D = 0,06 × 0,5= 0,03мм;
после фрезерования чистового D = 0,04 × 0,5= 0,02 мм;
после шлифования чернового D = 0,06 × 0,5= 0,03 мм;
после шлифования чистового D = 0,04 × 0,5= 0,02 мм
Определим значение минимального припуска 2Zmin после каждой операции по формуле:
![]() , мм (3.9)
, мм (3.9)
где Rzi-1, hi-1 - высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке;
Di-1 - суммарное значение пространственных отклонений с предыдущей операции;
ei - погрешность установки (определяем по табл.1.16 [6] для закрепления в тисках);
При расчете припуска на операции 35-1 внутришлифовальной значение hi-1 = 0.
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определяем предельные размеры для каждого перехода по формулам:
2Аi-1 min = 2Аi min + 2Zi min, мм (3.8)
2Аi max = 2Аi min + T2Аi, мм (3.9)
2U130 min = 129,9 мм;
2U130 max = 130 мм;
2U120 min = 2U130
min + ![]() = 129,9 + 0,11 = 130,01 мм;
= 129,9 + 0,11 = 130,01 мм;
2U120 max = 2U120 min + T2U120 = 130,01 + 0,1 = 130,11 мм;
2U60 min = 2U120
min + ![]() = 130,01 + 0,17 = 130,18
мм;
= 130,01 + 0,17 = 130,18
мм;
2U60 max = 2U60 min + T2U60 = 130,18 + 0,25 = 130,43 мм;
2U50 min = 2U60
min + ![]() = 130,18 + 0,43 = 130,61
мм;
= 130,18 + 0,43 = 130,61
мм;
2U50 max = 2U50 min + T2U50 = 130,61 + 0,4 = 131,01 мм;
2U00 min = 2U50
min + ![]() = 130,61 + 1,46 = 132,07
мм;
= 130,61 + 1,46 = 132,07
мм;
2U00 max = 2U00 min + T2U00 = 132,07 + 3,6 = 135,67 мм;
Определим предельные значения припусков по формуле:
![]() , мм (3.9)
, мм (3.9)
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Определение припусков на обработку сведем в таблицу 3.4
Таблица 3.4. Расчет припусков на обработку поверхности 10 Æ130-0,1
|
Техноло гические переходы |
Элементы припуска, мкм |
Расчет- ный припуск 2Zmin, мм |
Допуск TD, мм |
Предельные размеры заготовки |
Предельные припуски, мм |
||||||
|
Rz |
h |
DS |
εу |
Dmax |
Dmin |
2Zmax |
2Zmin |
||||
| Штамповка | 160 | 300 | 0,5 | - | - | 3,6 | 135,67 | 132,07 | - | - | |
| Фрезерование черновое | 100 | 90 | 0,03 | 0,15 | 1,46 | 0,4 | 131,01 | 130,61 | 4,66 | 1,46 | |
| Фрезерование чистовое | 30 | 50 | 0,02 | 0,15 | 0,43 | 0,25 | 130,43 | 130,18 | 0,58 | 0,43 | |
| Шлифование черновое | 10 | 40 | 0,03 | 0,05 | 0,17 | 0,1 | 130,11 | 130,01 | 0,32 | 0,17 | |
| Шлифование чистовое | 5 | 20 | 0,02 | 0,05 | 0,11 | 0,1 | 130,0 | 129,9 | 0,11 | 0,11 | |
Изобразим на рис.3.1 схему расположения операционных размеров, допусков и припусков.
Графическое изображение припусков и допусков на обработку поверхности 10 Æ130-0,1
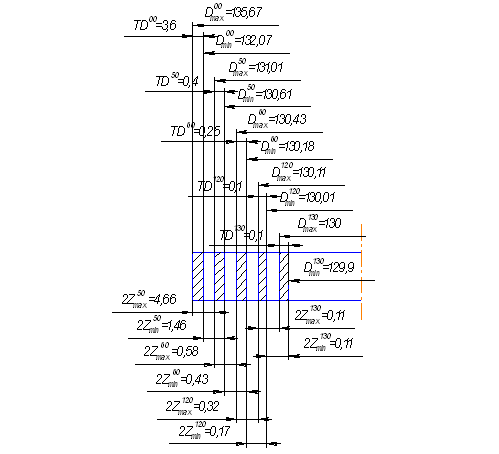
Рис.3.1
4. Выбор технологичесих баз. план обработки
4.1 Разработка технологического маршрута обработки кулачка
Технологический маршрут обработки кулачка будем разрабатывать на базе технологического маршрута обработки комплексной детали, представленного в табл.2.2 Для этого выберем операции задействованные в данном ТП. Результаты заносим в таблицу 4.1
Таблица 4.1. Технологический маршрут обработки кулачка
|
№ опер. |
Наименование операции | Обработанные поверхности |
| 10 | Фрезерная | 1, 15, 16, 20,21, 23, 25 |
| 20 | Фрезерная | 1, 15, 16, 20,21 |
| 30 | Фрезерная | 3, 4,5, 6, 7, 17, 18, 34, 35, 36, 37, 38, 39 |
| 40 | Фрезерная | 2, 3, 4, 5, 6, 7, 17, 18, 19, 22, 24, 32, 34, 35, 36, 37, 38, 39, 55, 56, 57, 58 |
| 50 | Фрезерная | 10, 28, 29, 30, 31, 46, 48, 59, 60, 61, 62 |
| 60 | Фрезерная | 10, 11, 26, 27, 28, 29, 30, 31, 46, 48, 59, 60, 61, 62 |
| 70 | Сверлильная | 40, 41, 42, 43, 44, 47, 49, 50, 51, 52, 53, 54, 63, 64, 65, 66, 68, 69, 70, 72, 73, 74, 45, 67, 71, 75 |
| 80 | Термическая | Все поверхности |
| 90 | Шлифовальная | 23, 25 |
| 100 | Шлифовальная | 34, 35, 36, 38, 39 |
| 110 | Шлифовальная | 34, 35, 36, 38, 39 |
| 120 | Шлифовальная | 10, 59, 60 |
| 130 | Шлифовальная | 10, 59, 60 |
| 140 | Моечная | Все поверхности |
| 150 | Контрольная | Согласно карте контроля |
4.2 Выбор технологических баз
В качестве черновых технологических баз на первой операции выбираем поверхности 1, 21, 23, 15, 16, 25. Шесть поверхностей в качестве баз использованы, поскольку обработка происходит в два установа. На данной операции обрабатываются габаритные размеры детали.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |