 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Разработка группового техпроцесса изготовления кулачков
6. Разработка технологических операций
Задача раздела - рассчитать такие режимы резания, которые обеспечили бы заданный выпуск деталей заданного качества с минимальными затратами.
6.1 Определение режимов резания
Проведем расчет режимов резания на операцию 30 фрезерную.
На данной операции производится обработка наружных плоскостей, а так же пазов.
Режимы резания на обработку пов.3, 4, 5, 6,7. При обработке данных поверхностей используется торцовая фреза Æ40 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6. Расчет режимов резания произведем согласно [5].
Скорость резания.
![]() , м/мин (6.1)
, м/мин (6.1)
где Cv, q, x, y, m, p,u - коэффициент и показатели степени, зависящие от параметров фрезерования; Кv - общий поправочный коэффициент; Т - период стойкости фрезы, мин.; D - диаметр фрезы, мм; t - глубина резания, мм; В - ширина фрезерования, мм; z - число зубьев фрезы; Syz - подача на зуб, мм.
CV = 332; q = 0,2; x = 0,1; y = 0,4; m = 0,2; u = 0,2; p = 0;
КV = КMVКПVКИV,
где КMV - коэффициент, учитывающий качество обрабатываемого материала;
КПV - коэффициент, учитывающий состояние поверхности заготовки;
КИV - коэффициент, учитывающий материал инструмента.
КV = 1,2.1,0.1,15 = 1,38;
Т = 120 мин.; D = 40мм; t = 1,5мм, В = 33мм; z = 10;
Sz = 0,09 мм,
 м/мин.
м/мин.
Окружная сила резания.
![]() , Н (6.2)
, Н (6.2)
где Cр, q, x, y, w, u - коэффициент и показатели степеней, зависящие от параметров фрезерования;
n - частота вращения фрезы.
Cр = 825; q = 1,3; x = 1,0; y = 0,75; w = 0,2; u = 1,1;
![]() Н.
Н.
Мощность резания.
![]() , кВт (6.3),
, кВт (6.3), ![]() кВт.
кВт.
Режимы резания на обработку пов.17, 18. При обработке данных поверхностей используется двухуглавая фреза Æ80 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6.
Скорость резания.
CV = 390; q = 0,45; x = 0,3; y = 0,2; m = 0,33; u = 0,1; p = 0,1;
КV = 0,98;
Т = 120 мин.; D = 80 мм; t = 3,5 мм, В = 60 мм; z = 10;
Sz = 0,08 мм,
 м/мин.
м/мин.
Окружная сила резания.
Cр = 47; q = 1,1; x = 0,9; y = 0,8; w = 0,1; u = 1,1;
![]() Н.
Н.
Мощность резания.
![]() кВт.
кВт.
Режимы резания на проточку паза с пов.34, 35, 36. При получении данного паза используется шпоночная фреза Æ37,7 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6.
Скорость резания.
CV = 43; q = 0,3; x = 0,3; y = 0,25; m = 0,26; u = 0; p = 0; КV = 0,98;
Т = 120 мин.; D = 37,7 мм; t = 4 мм, В = 37,7 мм; z = 2; Sz = 0,038 мм,
 м/мин.
м/мин.
Окружная сила резания.
Cр = 101; q = 1,1; x = 0,88; y = 0,75; w = 0; u = 1,0;
![]() Н.
Н.
Мощность резания.
![]() кВт.
кВт.
Режимы резания на проточку паза с пов.37, 38, 39. При получении данного паза используется шпоночная фреза Æ13,7 мм. Для чернового фрезерования стали 19ХГН материалом фрезы выбираем твердый сплав Т15К6.
Скорость резания.
CV = 43; q = 0,3; x = 0,3; y = 0,25; m = 0,26; u = 0; p = 0;
КV = 0,98;
Т = 120 мин.; D = 13,7 мм; t = 8 мм, В = 13,7 мм; z = 2;
Sz = 0,038 мм,
 м/мин.
м/мин.
Окружная сила резания.
Cр = 101; q = 1,1; x = 0,88; y = 0,75; w = 0; u = 1,0;
![]() Н.
Н.
Мощность резания.
![]() кВт
кВт
Назначим режимы резания на операцию 100 шлифовальную, где производится шлифовка пазов.
Режимы резания на обработку пов.34, 35, 36. При обработке данных поверхностей используется шлифовальная головка Æ45 мм. Назначение режимов резания произведем согласно [5].
Скорость круга.
Vк = 25 м/с.
Скорость заготовки.
Vз = 4 м/с.
Глубина шлифования.
t = 0,02 мм.
Мощность шлифования.
![]() , кВт (6.4)
, кВт (6.4)
где b - ширина шлифования, мм;
СN, r, x, z - коэффициент и показатели степеней, зависящие от показателей шлифования.
СN = 0,59; r = 0,7; x = 0,5; z = 0,6; b = 45.
![]() кВт.
кВт.
Режимы резания на обработку пов.37, 38, 39. При обработке данных поверхностей используется шлифовальная головка Æ16 мм.
Vк = 25 м/с; Vз = 4 м/с; t = 0,02 мм; b = 16; СN = 0,59; r = 0,7; x = 0,5; z = 0,6;
![]() кВт.
кВт.
6.2 Расчет норм времени
Нормирование ТП - это установление технически обоснованных норм времени на обработку детали. Норма времени - регламентированное время выполнения заданного объема работ в определенных условиях исполнителем заданной квалификации. Время выполнения технологической операции в серийном производстве оценивается штучно-калькуляционным временем, рассчитываем по формуле [3]:
Тш-к = Тп-з/n + Тшт, (6.5)
где Тп-з - подготовительно-заключительное время, мин; Тшт - штучное время обработки, мин; n - размер партии для запуска, дет.
![]() , (6.6)
, (6.6)
где a - периодичность запуска деталей, при запуске два раза в месяц а = 24; F - число рабочих дней в году, F=276.
n = 2000∙24/276 = 173 дет.
Тшт = То + Твс + Тт. о + Тот, (6.7)
где То - основное время обработки, мин;
Твс - вспомогательное время, мин;
Тт. о - время технического обслуживания, мин;
Тот - время на отдых и личные надобности.
Основное время обработки определяется:
То = lр. х/Sм, (6.8)
где lр. х - длина рабочего хода, мм;
Sм - минутная подача, мм/мин.
Длина lр. х складывается из длины обрабатываемой поверхности, lн. д - длины недохода, расстояние до начала обработки которое инструмент проходит на рабочей подаче (режет воздух), lc. х - длина схода инструмента (перебег). Данные величины взяты с чертежа наладки, рассчитываемые по схеме обработки и нормативам.
Вспомогательное время складывается из времени на установку, закрепление и снятие заготовки, времени на приемы управления и из времени на измерение детали. Времена Тт. о и Тот. принимаются по нормативам [3].
Определим нормы времени на операции 30 фрезерной. При обработке поверхностей 3, 4, 5, 6, 7:
ТО = 247,5/900 = 0,28 мин.
При обработке поверхностей 18, 17:
ТО = 55/640= 0,1 мин.
При обработке поверхностей 34, 35, 36:
ТО = 151/34,2 = 4,41мин.
При обработке поверхностей 37, 38, 39:
ТО = 55/34,2 = 1,61мин.
Найдем основное технологическое время на операции:
ТО = 0,28 + 0,1 + 4,41 + 1,61 = 6,4 мин.
Времена Тт. о и Тот принимаем равными 8% от TО.
Тт. о + Тот = 0,08. ТО = 6,4.0,08 = 0,51 мин.
Вспомогательное время на детали с подводом инструмента к детали, снятие детали, на приемы управления [3]: Твс. = 0,09. Штучное время на операции: Тшт. = 6,4 + 0,09 + 0,51 = 7 мин. Подготовительно-заключительное время [3]: ТП-З = 20 мин. Найдем штучно-калькуляционное время на операции:
Тш-к = 20/173 + 7 = 7,12 мин.
Нормы времени на остальные операции определим по методике, представленной в [3], где основное технологическое время ТО и штучное время Тшт. определяется в зависимости от вида обработки, диаметра и длины обработки, а штучное время Тшт. зависит от коэффициента j (в зависимости от вида станка: для фрезерных - j = 1,51; для шлифовальных - j = 1,55; для сверлильных - j = 1,3):
Тшт = j · То (6.9)
1. Нормы времени на операции 10 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 6. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхности 15:
ТО = 6.55.10-3 = 0,33 мин.
При обработке поверхности 16:
ТО = 6.102.10-3 = 0,61 мин.
При обработке поверхности 25:
ТО = 6.151.10-3 = 0,91 мин.
При обработке поверхности 23:
ТО = 6.151.10-3 = 0,91 мин.
При обработке поверхности 21:
ТО = 6.151.10-3 = 0,91 мин.
При обработке поверхности 1:
ТО = 6.37.10-3 = 0,22 мин.
Найдем основное технологическое время на операции:
ТО = 0,33 + 0,61 + 0,91 + 0,91 + 0,91 +0,22 = 3,89 мин.
Штучное время на операции:
Тшт. = 3,89.1,51 = 5,87 мин.
2. Нормы времени на операции 20 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 4. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхности 15:
ТО = 4.55.10-3 = 0,22 мин.
При обработке поверхности 16:
ТО = 4.102.10-3 = 0,41 мин.
При обработке поверхности 21:
ТО = 4.151.10-3 = 0,6 мин.
При обработке поверхности 1:
ТО = 4.37.10-3 = 0,15 мин.
Найдем основное технологическое время на операции:
ТО = 0,22 + 0,41 +0,6 + 0,15 = 1,38 мин.
Штучное время на операции:
Тшт. = 1,38.1,51 = 2,08 мин.
3. Нормы времени на операции 40 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 4. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхностей 3, 4, 5, 6, 7:
ТО = 4. (4.55 + 0,5.55).10-3 = 0,99 мин.
При обработке поверхностей 18, 17:
ТО = 4.55.10-3 = 0,22 мин.
При обработке поверхностей 34, 35, 36:
ТО = 4.151.10-3 = 0,6 мин.
При обработке поверхностей 37, 38, 39:
ТО = 4.55.10-3 = 0,22 мин.
Найдем основное технологическое время на операции:
ТО = 0,99 + 0,22 +0,6 + 0,22 = 2,03 мин.
Штучное время на операции:
Тшт. = 2,03.1,51 = 3,06 мин.
4. Нормы времени на операции 50 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 6. l.10-3.
При обработке поверхности 10:
ТО = 6.65.10-3 = 0,39 мин.
При обработке поверхностей 28, 29, 30, 31:
ТО = 6.52.10-3 = 0,31 мин.
При обработке поверхностей 46, 48:
ТО = 6.27.10-3 = 0,16 мин.
При обработке поверхностей 61, 62:
ТО = 6.82.10-3 = 0,49 мин.
При обработке поверхностей 59, 60:
ТО = 6.20.10-3 = 0,12 мин.
Найдем основное технологическое время на операции:
ТО = 0,39 + 0,31 + 0,16 + 0,49 + 0,12 = 1,47 мин.
Штучное время на операции:
Тшт. = 1,47.1,51 = 2,22 мин.
5. Нормы времени на операции 60 фрезерной.
Основное технологическое время найдем по формуле:
ТО = 4. l.10-3.
При обработке поверхностей 10:
ТО = 4.65.10-3 = 0,26 мин.
При обработке поверхностей 28, 29, 30, 31:
ТО = 4.52.10-3 = 0,21 мин.
При обработке поверхностей 46, 48:
ТО = 4.27.10-3 = 0,11 мин.
При обработке поверхностей 61, 62:
ТО = 4.82.10-3 = 0,33 мин.
При обработке поверхностей 59, 60:
ТО = 4.20.10-3 = 0,1 мин.
Найдем основное технологическое время на операции:
ТО = 0,26 + 0,21 + 0,11 + 0,33 + 0,1 = 1,01 мин.
Штучное время на операции:
Тшт. = 1,01.1,51 = 1,53 мин.
6. Нормы времени на операции 70 сверлильной.
При сверлении отверстий основное технологическое время найдем по формуле:
ТО = 0,52. d. l.10-3,где d - диаметр отверстия;
l - длина обрабатываемой поверхности.
При обработке поверхности 40:
ТО = 0,52.15.32.10-3 = 0,25 мин.
При обработке поверхности 43:
ТО = 0,52.15.43.10-3 = 0,34 мин.
При обработке поверхности 63:
ТО = 0,52.5 55.10-3 = 0,14 мин.
При обработке поверхностей 65, 69, 73:
ТО = 3 (0,52.3.15.10-3) = 0,1 мин.
При обработке поверхностей 49, 52:
ТО = 2 (0,52.6 16.10-3) = 0,1 мин.
При зенкеровании отверстий основное технологическое время найдем по формуле:
ТО = 0,21. d. l.10-3,где d - диаметр отверстия;
l - длина обрабатываемой поверхности.
При обработке поверхности 42:
ТО = 0,21.28.17.10-3 = 0,1 мин.
При обработке поверхности 44:
ТО = 0,21.30.27.10-3 = 0,17 мин.
При обработке поверхности 40:
ТО = 0,21.17.15.10-3 = 0,05 мин.
При обработке поверхности 43:
ТО = 0,21.17.18,5.10-3 = 0,07 мин.
При обработке поверхности 63:
ТО = 0,21.6 55.10-3 = 0,07 мин.
При обработке поверхностей 65, 69, 73:
ТО = 3 (0,21.4 15.10-3) = 0,01 мин.
При обработке поверхностей 50, 53:
ТО = 2 (0,21.11.8,5.10-3) = 0,04 мин.
При обработке поверхностей 49, 52:
ТО = 2 (0,21.7 7,5.10-3) = 0,02 мин.
При нарезании резьбы в отверстии основное технологическое время найдем по формуле:
ТО = 0,4. d. l.10-3,где d - диаметр резьбы;
l - длина резьбы.
При обработке поверхности 45:
ТО = 0,4.30.12.10-3 = 0,14 мин.
При обработке поверхностей 67, 71, 75:
ТО = 3 (0,4.4.12.10-3) = 0,06 мин.
Найдем основное технологическое время на операции:
ТО = 0,25 + 0,34 + 0,14 + 0,1 +0,1 +0,1 + 0,17 + 0,05 + 0,07 + 0,07 + 0,01 + 0,04 + 0,02 + 0,14 +0,06 = 1,66 мин.
Штучное время на операции:
Тшт. = 1,66.1,51 = 2,51 мин.
7. Нормы времени на операции 90 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3,где l - длина обрабатываемой поверхности.
При обработке поверхности 25:
ТО = 2,5.151.10-3 = 0,38
При обработке поверхности 23:
ТО = 2,5.151.10-3 = 0,38
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,38 = 0,76 мин.
Штучное время на операции:
Тшт. = 0,76.1,51 = 1,15 мин.
8. Нормы времени на операции 100 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3.
При обработке поверхностей 34, 35, 36:
ТО = 2,5.151.10-3 = 0,38 мин.
При обработке поверхностей 38, 39:
ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,14 = 0,52 мин.
Штучное время на операции:
Тшт. = 0,52.1,51 = 0,78 мин.
9. Определим нормы времени для операции 110 шлифовальной.
Основное технологическое время найдем по формуле:
ТО = 2,5. l.10-3.
При обработке поверхностей 34, 35, 36:
ТО = 2,5.151.10-3 = 0,38 мин.
При обработке поверхностей 38, 39:
ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,38 + 0,14 = 0,52 мин.
Штучное время на операции: Тшт. = 0,52.1,51 = 0,78 мин.
10. Нормы времени на операции 120 шлифовальной. Основное технологическое время найдем по формуле: ТО = 2,5. l.10-3.
При обработке поверхности 10: ТО = 2,5.65.10-3 = 0,16 мин.
При обработке поверхностей 59, 60: ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,16 + 0,14 = 0,3 мин.
Штучное время на операции:
Тшт. = 0,3.1,51 = 0,45 мин.
11. Нормы времени на операции 130 шлифовальной. Основное технологическое время найдем по формуле: ТО = 2,5. l.10-3.
При обработке поверхности 10: ТО = 2,5.65.10-3 = 0,16 мин.
При обработке поверхностей 59, 60: ТО = 2,5.55.10-3 = 0,14 мин.
Найдем основное технологическое время на операции:
ТО = 0,16 + 0,14 = 0,3 мин.
Штучное время на операции:
Тшт. = 0,3.1,51 = 0,45 мин.
7. Патентные исследования
Цель радела - исследование достигнутого уровня развития вида техники и выбор прогрессивных образцов для разработки усовершенствованного объекта.
7.1 Обоснование необходимости проведения патентных исследований
На операциях 10,20 фрезерных используется торцовая фреза со вставными ножами ГОСТ 24359-80. Ее недостатком является низкая стойкость, что уменьшает производительность фрезерования.
Одним из путей повышения износостойкости и производительности при фрезеровании является усовершенствование фрез. Добиться усовершенствования можно путем использования прогрессивных технических решений (ТР), созданных в последнее время. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованной фрезы можно в результате патентного исследования уровня вида техники "Фрезы".
7.2 Описание объекта исследований
Торцовая насадная фреза со вставными ножами предназначена для фрезерования плоских деталей, изготовленных из различных материалов с припуском до 4 мм.
Торцовая насадная фреза со вставными ножами состоит из корпуса 1 в котором крепятся вставные ножи 2 с режущими элементами 3, упорного винта 4, пружины 5 и крепежного винта 6. Режущие элементы ножей могут изготовляться из твердого сплава, быстрорежущей стали и композита.
Фрезерование деталей ведется следующим образом: фреза крепится, например, на суппорте фрезерного станка, после чего ей сообщается вращательное движение, далее инструмент доставляется в зону резания и ему сообщается продольная или поперечная подача.
Недостатком данной фрезы является низкая стойкость, что влечет за собой снижение производительности обработки.
На рисунке 7.1 представлен эскиз данной фрезы.
Фреза торцовая насадная со вставными ножами
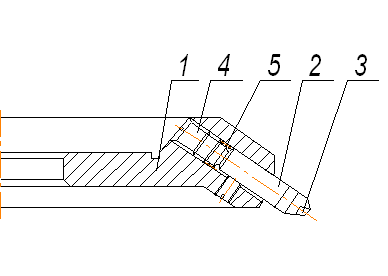
Рис.7.1.
7.3 Цель исследования
Цель исследования - повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы.
7.4 Регламент поиска
Задача этапа - определить перечень исследуемых ТР (ИТР), их классификационных индексов, минимальную ретроспективность и широту патентного поиска, а также перечень источников информации, обеспечивающих достаточную полноту и достоверность исследований.
7.4.1 Определение ИТР
Фреза насадная торцовая со вставными ножами имеет следующие технические решения:
а) корпус;
б) конструкция вставных ножей;
в) материал режущей части вставных ножей;
г) форма режущей части вставных ножей;
д) фреза торцовая, общая компоновка.
Для достижения цели исследования - повышение износостойкости фрезы и производительности обработки путем оптимизации конструкции фрезы будем исследовать техническое решение "Фреза торцовая, общая компоновка".
7.4.2 Определение рубрики МКИ и индекса УДК
Для определения рубрики международной классификации изобретений (МКИ) ИТР определяем ключевую фразу: "Фрезы". По [10] определяем предполагаемую рубрику МКИ: В24С. Индекс универсальной десятичной классификации (УДК) определяем по [12]: 621.9 Обработка резанием. 621.9 02 Режущие инструменты.
7.4.3 Установление ретроспективности глубины поиска
Предполагая, что наиболее перспективные технические решения были созданы в последние десять лет, устанавливаем глубину поиска 5 лет.
7.4.3 Выбор стран проверки
Исследования проводим в отношении ведущих стран машиностроения - Российской Федерации (РФ), Германии и Японии.
7.4.4 Определение источников информации
В качестве источников информации принимаем следующую патентную документацию:
описания изобретений к авторским свидетельствам и патентам;
бюллетень изобретений РФ;
реферативный сборник ВНИИПИ "Изобретения стран мира";
реферативный журнал ВИНИТИ 14А - "Резание металлов. Станки и инструменты" (14 "Технология машиностроения);
книги и работы в области токарной обработки, обработки резанием, режущего инструмента.
Данные подпунктов 7.4.1, 7.4.2, 7.4.3, 7.4.4 заносим в таблицу 7.1.
Таблица 7.1. Регламент поиска
|
Предмет поиска ИТР |
Индексы МКИ и УДК | Страны поиска |
Глубина поиска, лет |
Источники информации |
| Фреза торцовая, общая компоновка |
МКИ: В24С; УДК: 621.9; 621.9 02 |
РФ Германия Япония |
5 |
Патентные описания Патентные бюллетени РФ и СССР Реферативный сборник ВНИИПИ "Изобретения стран мира" Реферативный журнал ВИНИТИ 14 А "Резание металлов. Станки и инструмент" ЭИ ВИНИТИ "Режущие инструменты" Журналы: "Вестник машиностроения", "Станки и инструменты", "Машиностроитель" |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |