 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Учебное пособие: Взаємозамінність, стандартизація та технічні вимірювання
Контроль і вимірювання шорсткості поверхні
Усі стандартні параметри шорсткості визначаються за профілем поверхні.
Отже, основним є профільний метод оцінки шорсткості, що прийнятий в усім світі (профілометр).
Однак деталі машин контактують один з одним по поверхні і, отже, було б більш правильно оцінювати шорсткість за поверхнею, а не за профілем. Теорія такого методу дуже складна, і в даний час її тільки починають розробляти.
До методу оцінки шорсткості за поверхнею відноситься суб'єктивний метод оцінки шорсткості поверхонь деталей порівнянням зі зразками.
На робочому місці не завжди зручно користуватися існуючими приладами для виміру, тому широко розповсюджений метод контролю шорсткості порівнянням виробу з атестованою деталлю зі стандартним зразком шорсткості. Сутність методу полягає в тому, що візуально або дотиком за допомогою лупи або спеціального мікроскопа порівняння поверхня деталі порівнюється з поверхнею стандартного зразка. При контролі за допомогою мікроскопа порівняння в поле зору мікроскопа одночасно спостерігаються контрольована поверхня і поверхня стандартного зразка при однаковому збільшенні і освітленості.
11.2 Терміни і визначення параметрів шорсткості
Стандарт передбачає шість параметрів:
3 висотних ( Rа, Rz, Rmax), 2 шагових S і Sm, 1- по опорній довжині профілю tp.
1 - Ra- середньоарифметичне відхилення профілю - являє собою середнє арифметичне абсолютних значень відхилень профілю - від середньої лінії в межах базової довжини.
 (мкм). Цей параметр дає більш точну
оцінку шорсткості.
(мкм). Цей параметр дає більш точну
оцінку шорсткості.
2 - Rz- висота нерівностей профілю по десяти точках - є сума середніх абсолютних відхилень точок п'яти найменших min - Нmin і п'яти найбільших max - Нmax профілю в межах базової довжини.
3- Rmax- найбільша висота нерівностей профілю - це відстань між лініями виступів і западин профілю в межах базової довжини.
4- Sm - середній шаг нерівностей профілю - дорівнює середньому арифметичному значенню шагу нерівностей профілю в межах базової довжини:
 (мкм)
(мкм)
5- S- середній шаг нерівностей профілю по вершинах - дорівнює середньому арифметичному значенню шагу нерівностей профілю по вершинах у межі базової довжини:
 (мкм)
(мкм)
6- tp- відносна опорна довжина профілю
характеризує в поздовжньому напрямку фактичну площу контакту на заданому рівні
перерізу профілю:  ; тепер
; тепер ![]() ;
;  - сума перерізу ділянок.
- сума перерізу ділянок.
А можна через Р - рівень перерізу профілів:
 - значення рівнів в % характеризує
шорсткість по висоті.
- значення рівнів в % характеризує
шорсткість по висоті.
Параметри шорсткості вибирають із урахуванням умов роботи деталей:
1- для поверхонь, що працюють в умовах тертя, ковзання, кочення і піддаються зношенню - Ra, Rz або tp;
2- для поверхонь, що випробовують контактні σ -Ra, Rz, tp;
3- при необхідності забезпечити відносну нерухомість з'єднаних деталей - Ra або Rz;
4- для деталей, що випробовують змінні навантаження - Rmax, Sm, S.
Напрямок нерівностей представляє умовний рисунок, утворений на поверхні різальними елементами інструмента в процесі обробки.
Позначення шорсткості на кресленнях за ДСТ 2.309-73.
Залежно від методу обробки шорсткість позначається одним з трьох знаків (рис. 2):
-
![]() вид обробки не
встановлюється;
вид обробки не
встановлюється;
-
![]() поверхня повинна бути
утворена видаленням шару матеріалу;
поверхня повинна бути
утворена видаленням шару матеріалу;
-
![]()
- поверхня повинна бути утворена без видалення шару матеріалу;
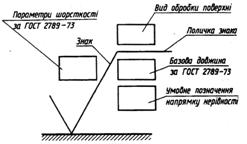
Рис. 2 Схема позначення шорсткості
![]() Позначення шорсткості
однакової для частини поверхонь виробу, може бути розташоване в правому
верхньому куті креслення разом з умовною позначкою
Позначення шорсткості
однакової для частини поверхонь виробу, може бути розташоване в правому
верхньому куті креслення разом з умовною позначкою
![]() Це означає, що всі поверхні, на
зображенні яких не нанесені позначення шорсткості або знак повинні мати
шорсткість, зазначену перед умовним позначенням.
Це означає, що всі поверхні, на
зображенні яких не нанесені позначення шорсткості або знак повинні мати
шорсткість, зазначену перед умовним позначенням.
Шорсткість поверхні відіграє велику роль у рухливих з'єднаннях деталей, впливає на тертя і знос тертьових поверхонь підшипників, напрямних, повзунів тощо При недостатньо гладких тертьових поверхнях зіткнення між ними відбувається в окремих точках при підвищеному тиску, змащування видавлюється, що особливо важливо для підшипників швидкохідних і точних машинах і приладів, у яких не можна допускати великих зазорів.
Шорсткість поверхні залежить від квалітету обробленої поверхні і впливає на міцність і руйнування деталі, особливо при змінних навантаженнях. Чим «чистіше поверхня, тим менше можливість виникнення поверхневих тріщин від утоми металу.
Зменшення шорсткості поверхні поліпшує антикорозійну стійкість, особливо важливо, якщо не можуть бути використані захисні покриття.
Питання для самоперевірки:
1. Чому поверхні деталей після обробки виходять шорсткуватими?
2. Які показники характеризують шорсткість поверхні?
3. Назвіть висотні параметри шорсткості?
4. Назвіть крокові параметри шорсткості?
5. Приведіть приклади позначень напрямків нерівностей на поверхнях.
6. Приведіть приклади позначення шорсткості на кресленнях.
7. Назвіть види контролю шорсткості.
8. На що впливає чистова відділка?
9. Яку роль грає шорсткість у рухомих з’єднаннях деталей?
10.Що називається шорсткістю поверхні?
11.Класифікація калібрів за призначенням.
12.Які вимоги пред'являються до виготовлення калібрів за конструкцією, за точністю, за шорсткістю робочої поверхні, за матеріалом, щодо експлуатації?
13.Що таке номінальний розмір калібру?
14.Як розрахувати виконавчий розмір калібру?
15. Як визначають робочі калібри?
16. Як визначають контрольні калібри?
Лекція №12
Тема: Спеціальні засоби контролю та вимірювання розмірів і якості поверхонь виробів
12.1 Класифікація засобів контролю
Калібрами називають безшкальні міри, призначені для контролю розмірів, форми й розташування поверхонь деталей.
Калібри бувають нормальні й граничні.
Нормальними називають калібри, розміри яких відповідають номінальним розмірам контрольованих деталей.
Граничні калібри мають два робочі розміри: один відповідає найбільшому граничному розміру, другий - найменшому граничному розміру. Один із зазначених розмірів називається прохідним (ПР), інший - непрохідним (НЕ).
Граничними калібрами контролюють гладкі циліндричні, конусні поверхні, нарізні і шліцьові з'єднання, висоти виступів і глибини западин.
За призначенням калібри ділять на дві основні групи:
1) робочі Р-ПР (частково зношені), Р-НЕ (нові);
2) контрольні К-РП, К-НЕ, К-И (контрольні калібри для зношування робочого прохідного калібру).
Контрольні калібри є непрохідними і служать для вилучення з експлуатації внаслідок зношування прохідних робочих скоб. Придатність деталі перевіряють послідовним сполученням прохідного і непрохідного калібрів з деталлю. Граничні калібри застосовують для контролю отворів і валів.
Калібри-пробки для отворів, бувають наступних конструкцій:
а) пробки із вставками із дроту для контролю отворів діаметром від 1 до 3мм.
б) двосторонні пробки, що мають вставки короткими хвостовиками для контролю отворів діаметром від 1 до 50 мм.
в) для контролю отворів діаметром від 30 до 100 мм використають однобічні пробки.
г) для контролю отворів діаметром більше 50 мм використовують пробки із неповним профілем.
д) контроль розмірів від 250 до 1000 мм здійснюють штихмасами.
Калібри-скоби для контролю валів мають різні конструкції. Скоба листова однобічна від 1 до 180 мм, листова двостороння від 1 до 50 мм.
Скоба штампована двостороння від 3 до 100 мм. Скоба регульована (більше 8 квалітету) від 0 до 340 мм.
Скоби виготовляють одно- і двосторонніми з листових заготовок або штампованими. Крім твердих калібрів-скоб, промисловість випускає і регульовані скоби (важільні).
Граничні калібри широко використовують для контролю не тільки діаметральних, але і інших лінійних розмірів. Або перевіряють ширину, висоту, глибину, довжину різних уступів. Вони мають різну конструкцію, що залежить від методу контролю. Контроль лінійних розмірів цими калібрами здійснюють методами "входження", "надвигання", "світлової щілини", "по ризиках".
Шаблони-калібри виготовляють із листового матеріалу. За допомогою цих калібрів контролюють внутрішні і зовнішні розміри, відстані між паралельними поверхнями з допусками за 11 квалітетом.
Комплект робочих граничних калібрів для контролю розмірів гладких циліндричних деталей складається з:
1)ПР - номінальний розмір якого дорівнює dmах або Dmin; їм контролюють граничний розмір, що відповідає максимуму матеріалу об'єкта, що перевіряється.
2)НЕ - номінальний розмір якого дорівнює dmin або Dmax; їм контролюють граничний розмір, що відповідає мінімуму матеріалу об'єкта, що перевіряється.
Деталь уважають придатною, якщо прохідний калібр під дією власної ваги або зусилля проходить, а НЕ не проходить по контрольованій поверхні деталі. У цьому випадку дійсний розмір деталі перебуває між заданими граничними розмірами. Якщо прохідний калібр не проходить, деталь можна поправити, а якщо проходить, деталь є непоправним браком, тому що розмір такого вала менше найменшого граничного розміру, що допускає, деталі, а розмір такого отвору більше найбільшого допустимого граничного розміру.
12.2 Вимоги до виготовлення калібрів
Вимоги, пропоновані до виготовлення калібрів:
- за конструкцією:
1)калібр-пробка для контролю отворів.
2)калібр-скоба для контролю вала.
- за матеріалом:
1) калібри із інструментальної легованої сталі ХВГ, ШХ6, ШХ15;
2) калібри з вуглецевої сталі У8.
- за робочою поверхнею:
хромування в 5 разів підвищує зносостійкість: виготовляються з 01 по 4 квалітет, мають точність до 4-го знака. Робочі поверхні калібрів мають шорсткість 9-12 класів точності.
Скоби листові і пробки оснащені твердим сплавом, зносостійкість яких в 50-150 разів вище сталевого і в 25-40 разів вище хромованих калібрів, при підвищенні вартості в 3-5 разів.
- щодо експлуатації:
основне правило - калібр повинен вільно проходити в те, що перевіряють.
12.3 Схеми розташування полів допусків
В умовах виробництва контроль діаметрів валів проводять за допомогою калібрів-скоб, які за конструкцією бувають односторонні або двосторонні. Прохідна сторона скоби виготовляється номінально рівною найбільшому граничному розміру контрольованого валу, а непрохідна сторона - номінально рівною якнайменшому граничному розміру валу. Калібри-пробки для контролю отворів також бувають прохідними Р-ПР та непрохідними Р-НЕ. Прохідна сторона пробки виготовляється номінально рівною найменшому граничному розміру контрольованого отвору, а непрохідна сторона – номінально рівною найбільшому розміру отвору.
Розміри прохідних і непрохідних калібрів, як і розмір будь-якого виробу, не можуть бути виготовлені абсолютно точно. Допуски на неточність виготовлення калібрів і допуск на їх знос передбачені спеціальними стандартами. Допуск на знос встановлюється тільки для робочих прохідних калібрів. Встановлені стандартом відхилення для калібрів відлічуються від граничних розмірів деталей.
В діючому стандарті СТ СЄВ 157 – 75 прийняті наступні позначення розмірів і допусків:
D – номінальний розмір виробу;
Dmin – найменший граничний розмір виробу;
Dmax – найбільший граничний розмір виробу;
Т – допуск виробу;
Н – допуск на виготовлення калібрів для отвору;
Нs – допуск на виготовлення калібрів із специфічними вимірювальними поверхнями для отвору;
Н1 – допуск на виготовлення калібрів для валу;
НР – допуск на виготовлення контрольного калібру для скоб;
Z – відхилення середини поля допуску на виготовлення прохідного калібру для отвору відносно найменшого граничного розміру виробу;
Z1 – відхилення середини поля допуску на виготовлення прохідного калібру для валу відносно найбільшого граничного розміру виробу;
Y – допустимий вихід розміру зношеного прохідного калібру для отвору за межу поля допуску виробу;
Y1 - допустимий вихід розміру зношеного прохідного калібру для валу за межу поля допуску виробу;
α – величина для компенсації погрішності контролю калібрами отворів з розмірами понад 180 мм;
α1 - – величина для компенсації погрішності контролю калібрами валів з розмірами понад 180 мм
Схеми розташування полів допусків калібрів для отворів квалітетів 6, 7 та 9 та номінальних розмірів до 180 мм:
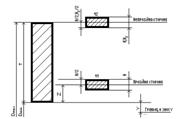
Рис.1
Для валів квалітетів 6, 7 та 8 та номінальних розмірів до 180 мм:
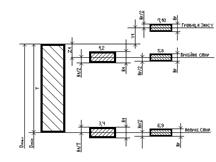
Рис.2
Питання для самоперевірки:
1. Класифікація калібрів за призначенням.
2. Які вимоги пред'являються до виготовлення калібрів: за конструкцією, за точністю, за шорсткістю робочих поверхонь, за матеріалом, щодо експлуатації?
3. Що таке номінальний розмір калібру?
4. Як розрахувати виконавчий розмір калібру?
5. Як визначають робочі калібри?
6. Як визначають контрольні калібри?
Лекція №13
Тема: Взаємозамінність нарізних з’єднань. Нарізні калібри
13.1 Основні положення
Залежно від призначення і виконання функцій різі поділяють на кінематичні, кріпильні, трубні тощо. Вони широко застосовуються у машинобудуванні. А за формою поверхонь, на яких нанесена різь, вона поділяється на метричну, упорну, дюймову, трапецеїдальну тощо. Нарізні з’єднання мають чимало параметрів, до точності яких ставлять вимоги. Для кріпильних нарізних з’єднань вимоги до точності параметрів значно нижче, однак високі вимоги до їх міцності. Для кінематичних нарізних з’єднань, призначених для переміщення робочих органів і механізмів обробних верстатів, високі вимоги висувають як до точності параметрів, так і до їх міцності.
Розглянемо лише метричні нарізні з’єднання, до параметрів яких належать великий, середній та малий діаметри, шаг, кут профілю різі та ін.
13.2 Терміни й визначення
На профілю метричної різі (рис. 1) зазначені всі основні параметри.
Будь-який вид різі характеризується профілем, діаметрами, кроком, ходом та іншими параметрами.
Вісь різі - це лінія, відносно якої утворено гвинтову поверхню різі.
Профілем різі є профіль виступу та канавки у площині, яка проходить через вісь.
Основний профіль різі - це спільний для зовнішньої та внутрішньої різей профіль, який обумовлюється номінальними розмірами його лінійних та кутових елементів і є основою для визначення номінального профілю різі.
Вершина різі являє собою частину гвинтової поверхні, яка з'єднує суміжні сторони різі по верху її виступу.
Зовнішній діаметр різі (D, d) - це діаметр умовного прямого колового циліндра, описаного навколо вершин зовнішньої або западин внутрішньої різі: D - зовнішній діаметр внутрішньої різі (гайка); d - зовнішній діаметр зовнішньої різі (болт).
Внутрішнім діаметром різі (d1, D1) є діаметр умовного прямого колового циліндра, вписаного в западини зовнішньої або вершини внутрішньої різі: d1 - внутрішній діаметр болта; D1 - внутрішній діаметр гайки.
Середній діаметр різі (d2, D2) - це діаметр умовного циліндра, вісь якого збігається з віссю різі і кожна твірна якого перетинає профіль різі так, що її відрізки, утворені при перетині з канавкою, дорівнюють половині номінального кроку різі.
Номінальний діаметр умовно характеризує розміри різі і використовується при її позначенні.
Крок різі Р являє собою відстань по лінії, яка паралельна осі різі, між двома відповідними точками двох сусідніх витків.
Кут профілю різі α – кут між суміжними бічними сторонами профілю різі у площині осьового перерізу.
Вихідним трикутником різі є трикутник, вершини якого утворюються точками перетину подовження бічних сторін основного профілю різі.
Висота вихідного трикутника Н - це відстань між його вершиною й основою в напрямку, перпендикулярному до осі різі.
Метрична різь (рис. 1) характеризується кутом профілю α = 60°. Найбільш поширені метричні різі з діаметрами від 1 до 600 мм. Основною особливістю профілю метричної різі є те, що його вершини зрізані по внутрішньому діаметру гайки на відстані Н/4, а по зовнішньому діаметру болта - на відстані Н/8 від вершини теоретичного профілю.
Рис. 1 Метрична різь
Рис. 2 Положення полів допусків внутрішньої різі
Рис. 3 Положення полів допусків зовнішньої різі
Кріпильна метрична різь застосовується при роз’ємному з’єднанні запчастин машин. Головне її призначення – забезпечення міцності з’єднань та збереження щільності стику у процесі тривалої експлуатації.
Приклад
Дано: М16х1-6Н/6g - метрична різь з зазором (для з’єднання H/h – риc. 4, 7).
1. Беремо з ДСТ 24705-81 параметри:
Р=1 мм
D=d=16,000 мм
D1=d1=14,917 мм
D2=d2=15,917 мм
D3=d3=14,773 мм
2. Знаходимо висоту теоретичного трикутника та вказуємо основні параметри (рис. 4):
![]()
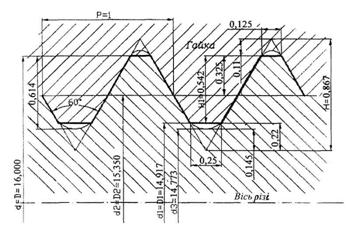
Рис. 4 Метрична різь М16х1-6Н/6g
3. З ДСТ 16093-81 знаходимо граничні відхилення:
(6g)d: es=-26 мкм(7g)D: EI=0
ei=-206 мкмD2: EI=0
d2: es=-26 мкм ES=160 мкм
ei=-138 мкмD1: EI=0
d1=es=-26 мкм ES=236 мкм
4. Допуски розмірів отвору і вала відповідають формулам:
TD=ES-EI
Td=es-ei
Тобто:
TD2=160 мкм =0,16 мм
TD1=236 мкм =0,236 мм
Td2= -26+138=112 мкм = 0,112 мм
Td=-26+206=180 мкм =0,18 мм.
Знайдені допуски розмірів вказуємо на рис. 2, 3.
13.3 Нарізні калібри
Нарізні пробки ПР для контролю гайок і нарізні кільця для контролю болтів є прототипами деталей, що з’єднують. Прийняті по них нарізні деталі забезпечують повну взаємозамінність.
Вгвинчування пробки ПР у гайку показує, що середній діаметр не виходить за встановлений найменший граничний розмір, наявні помилки шагу і кута профілю різі гайки компенсовані відповідним підвищенням середнього діаметра, D1>d (зовнішній діаметр гайки не менше зовнішнього діаметра болта). Отже, прохідна пробка контролює наведений середній діаметр D2 - це значення середнього діаметра різьблення, збільшене для болта і зменшено для гайки на сумарну діаметральну компенсацію відхилень шагу і кута нахилу бічної сторони профілю, тобто:
![]()
а
для гайки:![]()
Якщо прохідна пробка НЕ не вгвинчується, то це означає, що середній діаметр гайки не перебільшує встановленого найбільшого граничного розміру. Для зниження впливу помилок шагу і кута профілю на результати контролю непрохідні калібри мають невелике число витків (2,5-3) і малу вимірювальну довжину сторін профілю із притупленням по зовнішньому діаметру, та канавку по внутрішньому діаметру.
Такий профіль різі НЕ пробки пристосований до перевірки тільки середнього діаметра і називається вкороченим. Пробка НЕ, як правило, не повинна вгвинчуватися в гайку, але при нормальній довжині різі допускається вгвинчування до 2-х обертів з одного торця деталі або в сумі з 2-х сторін. Робочими калібрами для перевірки болтів є нарізні ПР і НЕ кільця, а також нарізні скоби.
Для контролю самих робочих калібрів передбачені контрольні калібри у вигляді нарізних пробок, які позначаються:
1)КПР-ПР і КПР-НЕ
2)У-ПР і У-НЕ
3)К-И і КИ-НЕ
4)КНЕ-ПР і КНЕ-НЕ
1)Тверді робочі ПР кільця перевіряють контркалібрами - прохідною пробкою, що повинна згвинчуватися - КПР-ПР і непрохідною пробкою, що не повинна згвинчується - КПР-НЕ.
2)Регульовані робочі нарізні кільця встановлюють по контркалібрам у вигляді настановних пробок: У-ПР - для прохідного нарізного кільця, У-НЕ - для непрохідного кільця.
3)Зношування робочих кілець і скоб перевіряють контркалібрами:
К-И – прохідних;
КИ-НЕ - непрохідних
4)Тверді робочі непрохідні кільця перевіряють контркалібрами - прохідною пробкою КНЕ-ПР і непрохідною КНЕ-НЕ.
5) Регульовані робочі скоби перевіряють тільки прохідними пробками КПР-ПР і КНЕ-ПР.
ГОСТ 160ФЗ—SI
Дані положення відповідають ДСТ 24705-81 (рис. 5, 6)
Рис. 5 Положення полів допусків зовнішньої різі з основними відхиленнями d, e, f, g з основним відхиленням h
Рис. 6 Положення полів допусків внутрішньої різі з основними відхиленнями E, F, G з основним відхиленням H
Питання для самоперевірки:
1. Назвіть основні параметри різі
2. У чому складається призначення нарізних з’єднань?
3. Які величини входять у зведений середній діаметр?
4. Які ступені точності встановлені для середнього та поверхневого діаметрів поверхневої різі?
5. Яке визначення внутрішньої та поверхневої різі?
Лекція №14
Тема: Контроль якості продукції у машинобудуванні
14.1 Визначення якості продукції машинобудування
Якістю продукції називають сукупність характеристик продукції (процесу, послуг), які стосуються її здатності задовольняти визначені потреби. Характеристика продукції - це об'єктивна її особливість, за якою її відрізняють від інших видів продукції.
Якість виготовлення - це сукупність характеристик процесу виготовлення продукції, від яких залежить відповідність цього процесу та його результатів певним вимогам. Показник якості продукції - це кількісна характеристика однієї чи кількох її властивостей, що визначають її якість за певних умов створення, використання чи споживання.
Галузь науки, яка пов'язана з кількісною оцінкою якості продукції і називається кваліметрія.
Основним завданням цієї науки є обгрунтування номенклатури показників якості продукції, розроблення методів і засобів їх розрахунку, вимірювання, контролю, оптимізації, виділення узагальнених показників якості продукції, використання їх для прогнозування змін якості продукції у часі та просторі, керування рівнем якості продукції різного призначення, створення системи стандартів (ДСТ 180 9001-95; ДСТ І8О 9002-95 тощо).
Серед практичних завдань контролю якості - розроблення методів визначення оптимальних значень показників якості продукції, аналіз вимог до неї, точності вимірювання, порівняння та репрезентативності показників якості, уніфікації методів і засобів визначення окремих властивостей продукції, що зумовлюють її якість.
14.2 Поняття фізичних величин
Фізичні величини та показники якості - не тотожні між собою. За допомогою перших описують властивості, які в сукупності зумовлюють якість продукції. Фізичні величини відображають об'єктивні властивості природи, а показники якості - суспільну потребу за певних умов. Наприклад, маса - фізична величина, а маса виробу - показник його транспортабельності; швидкість - фізична величина, а експлуатаційна швидкість автомобіля чи літака - показники їх призначення; освітленість - фізична величина, а освітленість робочого місця - ергономічний показник якості продукції.
14.3 Приклади відносних показників якості
Абсолютні значення показників якості бувають розмірними й безрозмірними, а відносні - тільки безрозмірними. Наприклад: відносна трудомісткість виготовлення продукції за трудомісткістю виготовлення заготовок (%):
![]() ,
,
де Ттз - відносна трудомісткість (%) виготовлення продукції за обсягом трудомісткості виготовлення заготовок Т , нормо-год;
Т - загальна трудомісткість виготовлення продукції, нормо-год.
Відносна вартість продукції за вартістю заготовок (%):
![]()
де Ввз - відносна вартість (%) виготовлення продукції за вартістю виготовлення заготовок Вз, грн;
В - загальна вартість виготовлення продукції, грн.
Якість продукції є функцією багатьох факторів. Наприклад, якість продукції машинобудування залежить від технічного рівня галузі (досконалості та технологічності конструкції, рівня матеріально-технічного забезпечення виробництва, якості використовуваних матеріалів, заготовок і комплектувальних виробів, енерго- та матеріаломісткості продукції, рівня механізації та автоматизації виробництва, стандартизації, сертифікації тощо), експлуатаційних показників якості продукції (кількості та надійності виконуваних функцій, ремонтопридатності, економічності, ергономічності, безпеки праці, патентної чистоти та захищеності, дизайну тощо).
Контроль якості продукції, стандартизація та метрологія - тісно пов'язані між собою галузі, які доповнюють одна одну та забезпечують об'єктивність оцінки якості праці виробників продукції різних галузей народного господарства, у тому числі хімічного машинобудування.
Кожна властивість може мати кілька характеристик, але тільки найприйнятнішу з них називають мірою.
За міру властивостей фізичних величин беруть лінійні й кутові розміри, масу, час, тиск, швидкість тощо, а мірами властивостей, які означають якість продукції, є показники її якості. Для оцінки властивостей фізичних величин використовують вимірювання геометричних і механічних величин, тиску й вакууму, температури та інших теплофізичних параметрів, частоти та часу, магнітних, електричних, акустичних величин тощо.
Об'єктами вимірювань є не тільки фізичні величини. Наприклад, в економіці поширеним є поняття вартості, яке спільне для всіх видів товарної продукції, хоча кількісно воно є різним для кожної з них. Іншим прикладом може бути ціна, яка колись оцінювалась кількістю різних товарів, а в епоху товарно-грошових відносин - грішми. Вартість і ціна є різними показниками товарної продукції, які відносять не до фізичних величин, а до економічних показників продукції.
Розробляються та запроваджуються у виробництво стандарти й рекомендації, які встановлюють єдину термінологію, методи та засоби вимірювання, контролю та забезпечення заданого рівня якості продукції.
Питання для самоперевірки:
1. Дайте визначення якості продукції машинобудування.
2. Чим відрізняються поняття фізична величина, властивість, параметр та показник якості продукції?
3. Що спільного між фізичною величиною та показниками якості продукції?
4. Наведіть приклади комплексних показників якості продукції.
5. Яку властивість продукції називають мірою?
6. Як визначають показники якості продукції?