 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Учебное пособие: Взаємозамінність, стандартизація та технічні вимірювання
Учебное пособие: Взаємозамінність, стандартизація та технічні вимірювання
ЗМІСТ
Лекція 1. Вступна лекція
Лекція 2. Поняття про розміри, їх відхилення та допуски
Лекція 3. Загальні характеристики з’єднань робочих поверхонь деталей
Лекція 4. Система отвору і система вала
Лекція 5. Взаємозамінність гладких циліндричних з’єднань
Лекція 6. Розрахунок і добір основних відхилень та допусків розмірів рухомих з’єднань
Лекція 7. Розрахунок і добір основних відхилень та допусків розмірів нерухомих з’єднань
Лекція 8. Добір основних відхилень та допуски розмірів для змішаних з’єднань
Лекція 9. Підшипники кочення
Лекція 10. Відхилення та допуски форми поверхонь виробів та їх взаємного розміщення
Лекція 11. Параметри шорсткості поверхонь. Нормування шорсткості поверхонь
Лекція 12. Спеціальні засоби контролю та вимірювання розмірів і якості поверхонь виробів
Лекція 13. Взаємозамінність нарізних з’єднань. Нарізні калібри
Лекція 14. Контроль якості продукції у машинобудуванні
Лекція №1
Тема: Вступна лекція
1.1 Вступ
“Взаємозамінність, стандартизація та технічні вимірювання” (ВС та ТВ) є дисципліною, в якій вивчають здатність будь-якого виробу рівноцінно замінювати інший виріб, так як вони повинні відповідати вимогам креслень, технічним вимогам чи стандартам, в яких наведені марка та стан матеріалу виробу (заготовки, деталі) форма та розміри, якість поверхонь тощо. Важливе місце в ВС та ТВ займає розгляд взаємозамінності гладких циліндричних рухомих, нерухомих і змішаних з’єднань, різьбових з’єднань, відхилень допусків форми поверхонь виробів та їх взаємного розміщення.
“Взаємозамінність, стандартизація та технічні вимірювання” – дає студентам знання про сучасні прогресивні технології, та знайомить їх з перспективами розвитку й вдосконалення технологічних методів обробки матеріалів та спеціальних засобів контролю, вимірювання розмірів і якості поверхонь виробів, що гарантуватиме високу якість продукції.
1.2 Визначення взаємозамінності
Взаємозамінністю виробів (машин, приладів, механізмів, деталей) чи інших видів продукції (сировини, матеріалів), напівфабрикатів називають їхню властивість рівноцінно заміняти при використанні кожної з безлічі екземплярів виробів, їхніх чи частин іншої продукції іншим однотипним екземпляром.
Найбільше широко використовують повну взаємозамінність, що забезпечує можливість зборки (чи заміни при ремонті) будь-яких незалежно виготовлених із заданою точністю однотипних деталей у складальні одиниці, а останніх - у вироби при дотриманні пропонованих до них технічних вимог по всіх параметрах якості.
Взаємозамінними можуть бути деталі, складальні одиниці і вироби в цілому. У першу чергу такими повинні бути деталі і складальні одиниці, від яких залежить надійність і інші експлуатаційні показники виробів (ця вимога, природно, поширюється і на запасні частини).
Повна взаємозамінність можлива тільки коли розміри, форма, механічні, електричні й інші якісні і кількісні характеристики деталей і складальних одиниць після виготовлення знаходяться в заданих межах і зібрані вироби задовольняють технічним вимогам.
При повній взаємозамінності спрощується процес складання, а також ремонт виробів, тому що будь-яка зношена чи поламана деталь чи складальна одиниця може бути замінена новою (запасною).
Повну взаємозамінність економічно доцільно застосовувати для деталей, виготовлених з допусками квалітетів не вище 6.
Іноді для задоволення експлуатаційних вимог необхідно виготовляти деталі і складальні одиниці з економічно не прийнятими чи технологічно важко виконуючими допусками.
У цьому випадку для одержання необхідної точності складання застосовують груповий підбор деталей (селективне складання), регулювання положення деяких частин виробів, прогин і інші технологічні заходи. Таку взаємозамінність називають неповною (обмеженою).
Розрізняють взаємозамінність зовнішню і внутрішню. Зовнішня взаємозамінність - це взаємозамінність покупних виробів за експлуатаційними показниками, а також за розмірами і формою приєднувальних поверхонь.
Наприклад, в електродвигунах зовнішню взаємозамінність забезпечують за частотою обертання вала і потужністю, а також за розмірами приєднувальних поверхонь, у підшипниках кочення - за зовнішнім діаметром, діаметром зовнішнього кільця і внутрішнім, діаметром внутрішнього кільця і їхньою шириною.
Внутрішня взаємозамінність поширюється на деталь, складальні одиниці і механізми, що входять у вироби. Наприклад, кулькові підшипники мають повну зовнішню взаємозамінність, оскільки за своїм призначенням і монтажними розмірами взаємозамінні, але разом з тим окремі їхні частини (внутрішні і зовнішні кільця, кульки) не взаємозамінні між собою, оскільки подаються на складання і конвеєр тільки селективно підібраними комплектами, тобто не мають внутрішньої взаємозамінності (окремі частини кулькового чи роликового підшипників не взаємозамінні).
Рівень взаємозамінності виробництва характеризується коефіцієнтом взаємозамінності (Кз).

Ступінь наближення Кз до 1 - є об'єктивним показником механічного рівня виробництва.
Взаємозамінність в металообробній промисловості вперше у світі була здійснена в 1761 році на Тульському, а потім на Іжевському заводах при масовому виготовленні рушниць.
1.3 Види та категорії стандартів
Стандарт – документ, що містить правила для загального й багаторазового застосування, загальні принципи або характеристики, які стосуються діяльності чи її результатів, з метою досягнення оптимального ступеня впорядкованості у певній галузі, розроблений у встановленому порядку на основі консенсусу.
Міжнародний та регіональний стандарти – стандарти, затверджені відповідним та регіональним органами стандартизації.
Національні стандарти – державні стандарти України, запроваджені центральним органом виконавчої влади у сфері стандартизації та доступні для широкого кола користувачів.
Системою допусків та посадок називаються закономірно побудована сукупність допусків і посадок.
Історичні довідки:
1919-1929 – використовували стандарт (усього 4 класи точності);
1935р. – ІSО (міжнародний стандарт);
1977р. – ЕСДП СЕВ – єдина система допусків та посадок країн економічної взаємодопомоги (загальний діапазон номінальних розмірів, охоплених системою – 40000 мм).
Державна система стандартизації (ДСС) в Україні регламентована в основних стандартах:
ДСТУ 1.0-93 ДСС. Основні положення;
ДСТУ 1.2-93 ДСС. Порядок розроблення державних (національних) стандартів;
ДСТУ 1.3-93 ДСС. Порядок розроблення, побудови, викладу, оформлення, узгодження, затвердження, позначення та реєстрації ТB тощо.
Питання для самоперевірки:
1. Що таке стандарт і стандартизація?
2. Об’єкти стандартизації.
3. Які види та категорії стандартів Ви знаєте?
4. У чому полягає державна стандартизація України?
5. Перелічіть методи стандартизації.
6. Перелічіть органи та організації державної стандартизації.
7. Які Ви знаєте міжнародні організації з стандартизації?
8. Що таке взаємозамінність і як її забезпечують?
9. Види взаємозамінності.
10. Де використовують повну і неповну взаємозамінність?
11. Наведіть приклади використання повної та неповної взаємозамінності у машинобудуванні.
Лекція №2
Тема: Поняття про розміри, їх відхилення та допуски
2.1 Визначення розмірів, їх відхилень
РОЗМІР - числове значення лінійної величини в обраних одиницях виміру.
ДІЙСНИЙ РОЗМІР - це розмір, установлений виміром із припустимою похибкою.
ГРАНИЧНІ РОЗМІРИ - два гранично припустимих розміри, між якими повинен перебувати або яким може дорівнювати дійсний розмір (найбільші і найменші граничні розміри). Вони визначені вимогами забезпечення взаємозамінності виробів.
НОМІНАЛЬНИЙ РОЗМІР, щодо якого визначаються граничні розміри і який служить початком відліку відхилень (D - отвору, d - вала) і який прийнятий під час проектування.
РОЗРАХУНКОВИЙ РОЗМІР – це розмір, який отримують, наприклад, з умови міцності, тобто:
![]()
де

ГРАНИЧНЕ ВІДХИЛЕННЯ - алгебраїчна різниця між граничним і номінальним розмірами (їх два - верхнє і нижнє).
Виміряти розмір - значить порівняти його з величиною, прийнятою за одиницю. Для лінійних розмірів одиницею виміру є МЕТР.
У новій системі одиниць СИ 1 метр виражений у довжинах світлових хвиль атома криптону, тобто пов'язаний із природною величиною. Тепер 1 м = 1 650 763,73 довжин хвиль у вакуумі випромінювання, що відповідає жовтогарячій лінії спектра криптону - 86. У новому еталоні довжина 1 м відтворюється зараз із похибкою 0,002 мкм (а був +, - 0.1 мкм), що менше похибки старого штучного еталона метра в 50 разів. У системі допусків і посадок широко застосовуються частки метра: 1 мм, 1 мкм, (1 мм = 1000 мкм). Далі всі лінійні розміри й граничні відхилення лінійних розмірів на кресленнях, схемах, у розрахунках і завданнях будемо давати в мм, без позначення одиниці виміру.
НУЛЬОВА ЛІНІЯ - лінія, що відповідає номінальному розміру.
2.2 Поняття про допуски
ДОПУСК - різниця між найбільшим і найменшим граничним розмірами або алгебраїчна різниця між верхнім і нижнім відхиленнями.
ПОЛЕ ДОПУСКУ - поле, обмежене верхнім і нижнім відхиленнями, воно є наслідком похибок, отриманих при виготовленні і у результаті контролю деталі. У з'єднанні двох деталей, що входять одна в іншу, розрізняють отвір I і вал II.
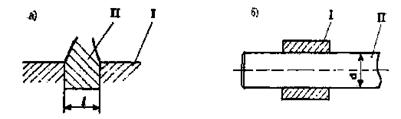
"Отвір" і "вал" - терміни, що застосовуються для позначення відповідно внутрішніх і зовнішніх елементів деталей не тільки циліндричних, але й плоских з паралельними площинами.
ВАЛ - d - термін, який умовно застосовується для позначення зовнішніх елементів деталей.
ОТВІР - D - термін, який умовно застосовується для позначення внутрішніх елементів деталей.
ПРИКЛАД: Вал
Ø 16![]()
![]()
або
![]()
КВАЛІТЕТ - сукупність допусків, що відповідають однаковому ступеню точності для всіх номінальних розмірів (характеризує точність).
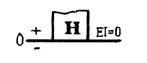
ОСНОВНИЙ ВАЛ - вал, верхнє відхилення якого дорівнює нулю.
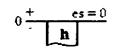
ОСНОВНИЙ ОТВІР - отвір, нижнє відхилення якого дорівнює нулю.
2.3 Поля допусків отворів і валів в ЕСДП і їхнє позначення на кресленні
Для розмірів від 1 до 3150 мм ДСТ 25347-89 рекомендує велику кількість різних полів допусків, які діляться на:
1) додаткові поля допусків (36 для валів)
2) додаткові поля допусків (32 для отворів)
Щоб зменшити кількість типорозмірів виготовлених деталей і спростити виробництво, у полях допусків 1-го і 2-го рядків виділені для кращого застосування 16 полів допусків для валів і 10 для отворів: d6, h6, js6, n6, p6, r6, s6, f7, h7, h8, h9, d11, h11, H7, IS7, K7, N7, P7, F8, H8, F9, H11.
Кращі поля допусків погоджені з рекомендаціями ІSО, на ці поля в основному орієнтуються організації по виробництву спеціалізованого інструмента й калібрів.
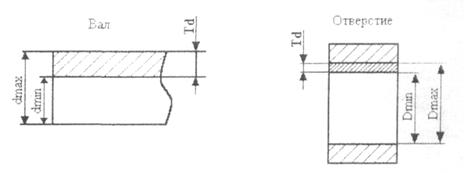
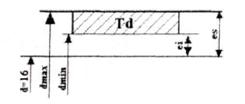
З огляду на похибки обробки, конструктор указує в кресленнях не один, а два гранично припустимих розміри, більший з яких називається найбільшим граничним розміром і позначається dmax, Dmax, а менший - найменшим граничним розміром dmin, Dmin. Отож різниця між: dmax - dmin = Dmax - Dmin = TD, називається допуском Т.
Допуск на обробку в кресленнях показується у вигляді двох відхилень від номінального розміру. Відхилення позначаються буквами латинського алфавіту: прописними - для отвору, рядковими - для вала.
Верхнім відхиленням ЕS (es) - ekart - відхилення
Super - S
Inter - i
називається різниця між найбільшим граничним розміром і номінальним:
ЕS = Dmax - D
es = dmax – d
Нижнім відхиленням EI (es) називається різниця між найменшим граничним розміром і номінальним:
ЕI = Dmin - D
ei = dmin – d
Коли граничний розмір > номінального, на кресленні проставляється "+", навпаки - проставляється "- ", а коли =, то відхилення дорівнює нулю і на кресленні знак не позначається.
ПРИКЛАД побудови полів допусків:
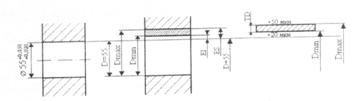
а) ескіз отвору б) схема отвору в) поле допуску отвору
Найбільший граничний розмір дорівнює алгебраїчній сумі номінального розміру й верхнього відхилення:
Dmax = D + ES; dmax = d + es;
Dmax = 55 + 0,005 = 55,005; dmax = 55 + (-0,03) = 54,970
Найменший граничний розмір дорівнює алгебраїчнїй cумі номінального розміру й нижнього відхилення:
Dmin = D + EI dmin = d + ei
Dmin = 55 + 0,020 = 55,020 dmin = 55 + (- 0.06) = 54.940
Величину допуску Т можна визначити як алгебраїчну величину алгебраїчної різниці між верхнім і нижнім відхиленнями:
TD = ES – EI Td = es – ei
TD = 0,05 – 0,02 = 0,03 Td = - 0,03 – (-0,06) = 0,03
Робітник повинен знати, який найбільший і який найменший розміри можуть бути допущені при обробці, щоб виріб не був забракований. Іншими словами, йому потрібно вказати 2 граничних розміри, між якими повинен перебувати дійсний розмір.
Допуск вказує на ту неточність виготовлення, у межах якої будуть перебувати всі придатні дійсні розміри.
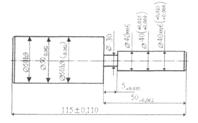
ПРИКЛАД: Припустимо, потрібно виготовити вал. Тому що виконати цей розмір точно не можливо, на кресленні вказується, що dmax = 30,020 мм, dmin = 29,990 мм, всі дійсні pозміри, що не виходять за межі, будуть придатні, тобто з точністю до 0,010 мм:
30,030 Брак
30,020
30,010 dmax=30,020
30,000 dmin=29,990
29,990 Тd = 0,030
29,980 Брак
Отже, умова придатності деталі зведеться до того, що:
![]()
![]()
ДЕРЖСТАНДАРТ 2.307-68 ЄСКД передбачає 3 способи нанесення граничних відхилень лінійних розмірів у робочих кресленнях:
1) умовними позначками полів допусків і посадок 18Н6, 60f6, 16r7 і т.д.
2) числовими величинами граничних відхилень:
3)
умовними позначками полів ![]() і праворуч у дужках числовими
величинами граничних відхилень:
і праворуч у дужках числовими
величинами граничних відхилень: ![]() .
.
Останній спосіб кращий, тому що, якщо отвір у системі вала, і отвір і вал мають номінальний розмір, що не відповідає ДЕРЖСТАНДАРТУ 6636-69, то вони повинні мати позначення допусків тільки з допуском
60
r6![]() ; 60F 7
; 60F 7![]()
Можливі такі варіанти:
ДСТ 25347-89 містить також раціональні з’єднання полів допусків і квалітетів для отвору і вала.
Питання для самоперевірки:
1. Як класифікують розміри?
2. Як класифікують відхилення розмірів?
3. Що таке номінальний розмір?
4. Що таке граничний розмір?
5. Що таке дійсний розмір?
6. Що таке розрахунковий розмір?
7. Які Ви знаєте умовні позначення відхилень?
8. Які Ви знаєте умовні позначення полів допусків розмірів?
Лекція №3
Тема: Загальні характеристики з’єднань робочих поверхонь деталей
3.1 Посадки із зазором
ПОСАДКА - характер з'єднання деталі, обумовлений величиною зазорів, що виходять у них, або натягів.
ДОПУСК ПОСАДКИ - сума допусків отвору й вала.
ЗАЗОР - різниця розмірів отвору й вала, якщо розмір отвору більше розміру вала: S = D - d
НАТЯГ - різниця розмірів вала й отвору до зборки, якщо розмір вала більше розміру отвору:
N = d - D.
ПОСАДКА
ІЗ ЗАЗОРОМ (рухлива) - посадка, при якій забезпечується зазор у з'єднанні (поле
допуску отвору розташовано над полем допуску вала), тобто, Dmin![]() dmax.
dmax.
До посадок із зазором ставляться також посадки, у яких нижня границя поля допуску отвору збігається з верхньою границею поля допуску вала, тобто Smin = 0. У зв'язку з коливаннями дійсних розмірів з’єднувальних деталей у межах заданих допусків зазори будуть коливатися від найменшого до найбільшого значення.
НАЙБІЛЬШИЙ ЗАЗОР (Smax) - є позитивна різниця між найбільшим граничним розміром отвору і найменшим граничним розміром вала або алгебраїчна різниця між верхнім граничним відхиленням отвору і нижнім граничним відхиленням вала:
![]()
НАЙМЕНШИЙ ЗАЗОР - це позитивна різниця між найменшим граничним розміром отвору і найбільшим граничним розміром вала або алгебраїчна різниця між нижнім відхиленням отвору і верхнім граничним відхиленням вала:
![]()
СЕРЕДНІЙ ЗАЗОР (Scеp) - середньоарифметичне найменшого і найбільшого зазорів:
![]()
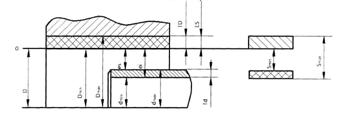
Рис.1 Посадка з зазором
3.2 Посадки з натягом
ПОСАДКА З НАТЯГОМ (нерухома) посадка, при якій забезпечується натяг у з'єднанні (поле допуску отвору розташовано над полем допуску вала), тобто Dmax < dmin. Натяг характеризує ступінь опору взаємному зсуву деталей, тому посадки з натягом задаються в з'єднанні нерухомих деталей машин.
НАЙБІЛЬШИМ НАТЯГОМ (Nmax) - називається позитивна різниця:
![]()
НАЙМЕНШИЙ НАТЯГ (Nmin):
![]()
СЕРЕДНІЙ НАТЯГ (Ncеp):
![]()
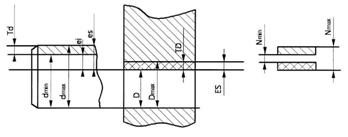
Рис. 2 Посадка з натягом
3.3 Перехідні посадки
ПЕРЕХІДНА ПОСАДКА - посадка, при якій можливе одержання як зазору, так і натягу (поля допуску отвору й вала перекриваються - частково або повністю). У перехідних посадках при найбільшому граничному розмірі вала і найменшому граничному розмірі отвору виходить найбільший натяг, а при найбільшому граничному розмірі отвору й найменшому граничному розмірі вала найбільший зазор, тобто Nmax при dmax і Dmin, a Smax при Dmax і dmin. При оцінці точності з'єднань користуються поняттям ДОПУСКУ ПОСАДКИ, що визначається сумою допусків вала й отвору: Тпос= TD + Td=JT
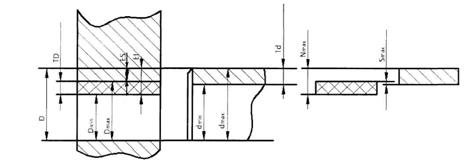 |
Рис. 3 Перехідна посадка
3.4 Застосування різних посадок залежно від умов роботи деталей
При виборі посадки з гарантованим зазором основним завданням є забезпечення найменшого тертя між дотичними поверхнями вала і втулки, а отже, і найменшого зношування їх.
Посадка з натягом забезпечується силою тертя між поверхнями деталей і залежать від величини натягу. Тому при виборі посадки з N визначають припустимі значення Nmax і Nmin.
У ковзних посадках (Н7/h6, Н6/h5, Н8/H7) Smin = 0, тому вони перебувають на грані між нерухомими й перехідними посадками. При гарному змащуванні деталі переміщаються відносно один одного вільно (наприклад: напрямні і пиноли у верстатах, поршневі джерела в циліндрах насосів і поршневих машин, що центрують поверхні фланців і кришок, центрування корпуса підшипника з корпусом редуктора, центрування кріплення при точному складанні - H10/h10, H12/h12).
Посадки типу Н7/g6 (пересувні блоки шестірень, у коробці передач), Н7/g5 мають малий гарантійний зазор, що створює гарне центрування деталей і відсутність ударів при зміни навантаження. При гарному змащенні посадки застосовують для з’єднання шийки колін вала із шатуном у поршневому двигуні внутрішнього згоряння, вала ротора турбіни.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |