 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Учебное пособие: Взаємозамінність, стандартизація та технічні вимірювання
1. Чим відрізняються підшипники кочення від підшипників ковзання?
2. Які тіла кочення Ви знаєте?
3. Перелічить серії підшипників кочення.
4. Як добирають поля допусків поверхонь, що контактують з підшипниками кочення?
5. Які є способи навантаження кілець підшипників кочення?
6. Які Ви знаєте способи добирання полів допусків розмірів поверхонь для з’єднань з підшипниками кочення?
7. Скільки посадочних місць Ви розраховуєте у підшипниковому вузлі?
8. Як добирають поля допусків поверхонь, що контактують з підшипниками кочення?
9. Які Ви знаєте способи добирання полів допусків розмірів поверхонь для з’єднань з підшипниками кочення?
Лекція №10
Тема: Відхилення та допуски форми поверхонь виробів та їх взаємного розміщення
10.1 Основні положення
При аналізі точності геометричних параметрів деталей розрізняють такі поверхні:
1. Номінальні (ідеальні);
2. Реальні (дійсні).
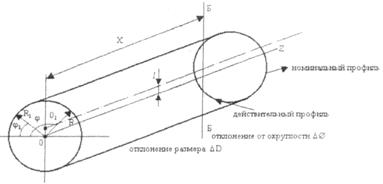
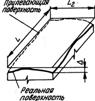
Аналогічно варто розрізняти номінальний і реальний профіль, номінальне і реальне розташування поверхні (профілю). Номінальне визначається номінальними лінійними і умовними розмірами, а реальне – дійсними.
Внаслідок відхилень дійсної форми від номінальної один розмір у різних перетинах деталі може бути різним.
Розміри в поперечному перерізі можна визначити змінним радіусом R, відлічуваним від геометричного центра номінального перетину. Цей радіус називають поточним розміром, тобто розміром, що залежить від положення осьової координати X (Б-Б) і кутової координати φ точки, що лежить на вимірюваній поверхні (φ - кутова координата радіуса R1).
φ - полярний кут. Контур поперечного перерізу задовольняє умові замкнутості, тобто f (φ) = f (φ+ 2π) (виходить, функція має період 2Т).
Для аналізу відхилень профілю контур перетину дійсної поверхні можна характеризувати сукупністю гармонійних складових із різними частотами.
Для аналітичного зображення дійсного профілю (контуру перетину) поверхні використають розкладання функції погрішностей f(φ) у ряд Фур'є.
Відхилення ΔR січного розміру R (при обраному значенні Х) від номінального (постійного) розміру R0, можна виразити залежністю:
ΔR=R-R0=f(φ)
Розглядаючи відхилення ΔR радіуса-вектора в полярній системі координат як функцію полярного кута φ, можна представити відхилення контуру поперечного переріза деталі у вигляді ряду Фур'є:
 ,
,
де![]() - нульовий член розкладання
- нульовий член розкладання
ак, bк - коефіцієнти ряду Фур'є коливань гармоніки.
К - порядковий номер. Ряд Фур'є можна представити також у вигляді:
 ,
,
де Ск - амплітуда коливань гармоніки.
φk - початкова фаза.
Функція f(φ) визначається сукупністю величин Ск, (спектра амплітуд) і φk (спектра фаз).
Далі використаємо ряд з обмеженим числом членів, тобто тригонометричний поліном:
Відповідно до теорії Фур'є, нульовий член розкладання в загальному випадку є середнім значенням f(φ) за період 2π :
 , тобто
, тобто ![]() -є постійна, складова
відхилення поточного розміру.
-є постійна, складова
відхилення поточного розміру.
1-й член розкладання С1cos(φ + φ1), виражає розбіжність центра обертання О с геометричним центром перетину О (ексцентриситет), тобто відхилення розташування поверхні. Тут С1, φ1 - амплітуда й фаза. Члени ряду, починаючи із 2-го і до К = р утворять спектр відхилень форми деталі в поперечному перерізі.
При
цьому 2-й член ряду ![]() - виражає
овальність, 3-й
- виражає
овальність, 3-й ![]() - огранювання із
3-х верховим профілем. Наступні члени ряду, що мають номер К > р, виражають
хвилястість, при досить великій кількості членів ряду одержуємо високочастотні
складові, що виражають шорсткість поверхні.
- огранювання із
3-х верховим профілем. Наступні члени ряду, що мають номер К > р, виражають
хвилястість, при досить великій кількості членів ряду одержуємо високочастотні
складові, що виражають шорсткість поверхні.
Аналогічно можна представити відхилення контуру циліндричної поверхні в поздовжньому перерізі, але умова замкнутості контуру в цьому випадку не виконується, де z- змінна, що відлічується уздовж осі циліндра.
Уявивши циліндричну систему координат R, φ , Z і умовно прийнявши, що період Т=2Т, представимо відхилення контуру в поздовжньому перерізі f(z) у вигляді тригонометричного полінома:
![]() ,
,
де 0≤z≤ℓ
при К= 1
![]() ;
; ,
,
де К- порядковий номер члена.
Перший член розкладання характеризує нахил утворюючого циліндра (конусоподібність).
Другий характеризує опуклість контуру в поздовжньому перерізі. Цей же 2-й - при наявності зсуву фази виражає сідлоподібність тощо.

10.2 Терміни і визначення відхилень і допусків форми
Відхилення форми оцінюється по всій поверхні (по всьому профілі) або на нормованій ділянці. Відлік відхилень форми поверхні виробляється від прилягаючої поверхні, під якою розуміється поверхня, що має форму номінальної поверхні. Параметром для кількісної оцінки відхилень форми є найбільша відстань А від точок реальної поверхні (профілю) до прилягаючої поверхні в межах ділянки.
Відхиленням форми називається відхилення форми реальної поверхні від форми номінальної поверхні. До відхилень форми ставляться відхилення плоских і циліндричних деталей. Плоскі поверхні деталі характеризуються відхиленнями від площинності й прямолінійності (табл. 1).
Таблиця 1
Відхилення від площинності й прямолінійності
|
Зображення відхилення |
Визначення |
Нанесення допусків на кресленні |
|
|||
|
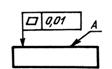
|
Відхилення від площинності (неплощинність). Найбільша відстань від точок реальної поверхні до прилягаючої площини в межах нормованої ділянки |
Допуск площинності поверхні А 0,01 мм |
|
|||
|
Зображення відхилення |
Визначення |
Нанесення допусків на кресленні |
|||
|
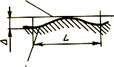
Прилягаюча пряма
|
Відхилення від прямоліній-ності (непрямолінійність). Найбільша відстань від точок реального профілю до прилягаючої прямої в межах нормованої ділянки |
Допуск прямолінійності поверхні А 0,01 мм |
|||
 Реальний профіль
Реальний профіль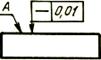
Приватними видами відхилення від прямолінійності й площинності є увігнутість і опуклість (табл. 2).
Таблиця 2
Приватні види відхилення від прямолінійності й площинності - опуклість й увігнутість
Зображеннявідхилення |
Визначення |
Нанесення допусків на кресленні |
|
|
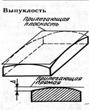
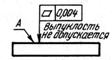
Відхилення від площинності (прямолінійності), при якому видалення точок реальної поверхні (реального профілю) від прилягаючої площини (прямій) зменшується від країв до середини |
Допуск площинності поверхні А 0,004 мм, опуклість не допускається |
|
|
Відхилення від площинності (прямолінійності), при якому видалення точок реальної поверхні (реального профілю) від прилягаючої площини (прямій) збільшується від країв до середини |
Допуск площинності поверхні А 001 мм, увігнутість не допускається |


Відхилення форми деталі, що має вид циліндра, характеризуються відхиленням від циліндричності, під якою розуміються відхилення поверхні деталі від ідеального циліндра. Щоб можна було виконувати виміру безпосередньо на виробництві, нормуються два види відхилень: відхилення профілю в поперечному й поздовжньому перерізах.
Таблиця 3
Приватні види відхилень форми циліндричних поверхонь
Найменування відхилення |
Визначення |
| Відхилення від круглості | |
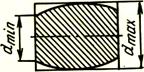
|
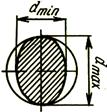
Овальність
|
Реальний профіль являє собою овальну фігуру, найбільший і найменший діаметри якої вказують на овальність |
|
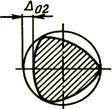
Огранювання
|
Реальний профіль являє собою багатогранну фігуру |
10.3 Методи й засоби контролю форми і розташування поверхонь
Конусоподібність (величина її) визначається як половина різниці між найбільшим і найменшим діаметрами, отриманими вимірами у двох перерізах по краях деталі або на заданій довжині.
Таблиця 4
Приватні види відхилень форми циліндричних поверхонь
| Найменування відхилення | Визначення | |
| Відхилення профілю поздовжнього перерізу |
|
|
|
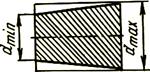
Конусоподібність
|
Утворюючі прямолінійні, але не паралельні |
|
|
Бочкоподібність
|
Утворюючі непрямолінійні, і діаметри збільшуються від країв до середини перерізу |
|
Найменування відхилення |
Визначення |
| Відхилення профілю поздовжнього перерізу | |
|
Сідлоподібність
|
Утворюючі непрямолінійні, і діаметри зменшуються від країв до середини перетину |
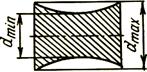
Бочкоподібність і сідлоподібність визначаються як половина різниці між найбільшим і найменшим діаметрами, обмірюваними в трьох перерізах — по краях і у середині або на заданій довжині. Для контролю конусоподібності, бочкоподібності і сідлоподібності можна використати різні вимірювальні засоби залежно від точності, що вимагається, виміру (штангенциркулі, мікрометри, індикаторні скоби).
Питання для самоперевірки:
1. Які причини викликають похибки?
2. Які поверхні називаються реальними та номінальними?
3. Що таке відхилення від прямолінійності та відхилення від площинності та як вони визначаються?
4. Що називається відхиленням від циліндричності?
5. Якими умовними знаками визначають відхилення від форм поверхні?
6. Що називається відхиленням від паралельності і як воно визначається? Наведіть приклад.
7. Що називається відхиленням від співвісності? Які воно має види та як визначається? Наведіть приклади.
8. Назвіть види похибок.
9. Перерахуйте похибки форми у поздовжньому перерізі.
10. Перерахуйте похибки форми у поперечному перерізі.
Лекція №11
Тема: Параметри шорсткості поверхонь. Нормування шорсткості поверхонь
11.1 Основні положення
Реальні поверхні, отримані обробкою на металорізальних верстатах (результат вібрації при обробці) або іншим шляхом, зображені рядом виступів і западин різної висоти й форми й порівняно малих розмірів за висотою і шагом.
Ці виступи й западини утворюють нерівності поверхні (мікронерівності). Під шорсткістю поверхні розуміється сукупність мікронерівностей з відносно малими шагами.
Шорсткість поверхні оцінюється по нерівностях профілю, отриманого шляхом перетину поверхні площиною і розглядають у межах обмеженої ділянки, довжина якого називається базовою довжиною.
Параметри, що визначають мікрогеометрію поверхні за ДСТ 2789-73:
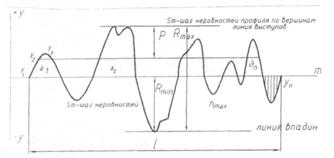
Рис. 1 Схема шорсткості поверхні
1- базова довжина (реальна ділянка поверхні, на якій встановлюються параметри);
m - базова лінія, середня лінія.
Любий різальний інструмент - різець, фреза, абразивне коло або абразивна паста - залишає на обробленій поверхні мікроскопічні нерівності - шорсткості. Незважаючи на них, здавалося б, малу величину, вони дуже впливають на експлуатаційні якості машин. По висоті шорсткості судять про чистоту поверхні: чим вона менше, тим поверхня більш чиста. Шорсткості, що залишилися після обробки, заважають щільному зіткненню деталей у з’єднанні. Зіткнення відбувається по вершинах виступів, і дивлячись по тому, як багато точок дотику мають деталі, можна судити про величину так названої контактної поверхні, що завжди менше номінальної. Навіть після тонкого шліфування вона в два-три рази менше номінальної, а при звичайній чистовій обробці різцем дійсна площа торкання складає менш 20 % номінальної.
Від величини шорсткості залежить знос деталей машин, витрата енергії на подолання сил тертя (до 25 % у токарському верстаті), міцність посадок з натягом, опір корозії і навіть міцність деталей. При запресовуванні шорсткості на поверхнях, що з'єднуються, мнучи, зменшують величину натягу, що приводить до зниження міцності з'єднань з натягом. Деталі, оброблені різцем, під дією змінних навантажень руйнуються в два рази швидше, ніж поліровані.
При визначенні необхідної чистоти обробки необхідно враховувати призначення і умови роботи машини в цілому, навантаження, що діють на кожну деталь машини, необхідну посадку, точність обробки тощо. Задача призначення необхідної чистоти поверхні покладена на конструктора.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |