 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Розробка електронної моделі підготовки виробництва триступеневого конічно-циліндричного редуктора
![]()
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Розміри припуска розраховуються по наступних формулах:
![]() ; (3.12)
; (3.12)
![]() ; (3.13)
; (3.13)
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Побудуємо схему розташування допусків і припусків для розмір внутрішнього отвору Ø71H7.
Для останніх поверхонь заготівки результати розрахунків заносимо в таблицю 3.5.3.
Таблиця 3.7. Результаті визначення операційних розмірів
|
Поверхня деталі |
Технологічні переходи по обробці поверхні |
Допуск Т, мкм |
Мінімальний припуск|2Zmin,мм |
Номінальний операційний розмір, мм |
|
| розрахунк. | округлений | ||||
| Ø 390 h11 | Чорнове точіння | 570 | 23,43 | 390 | 390 |
| Чистове точіння | 360 | 2,07 | 392,57 | 392,5 | |
| 100 h12 | Чорнове точіння | 350 | 7 | 100 | 100 |
| 105 h11 | Чорнове точіння | 350 | 5,6 | 106.45 | 106.41 |
| Чистове точіння | 220 | 1,15 | 105 | 105 | |
| 18 h14 | Чорнове точіння | 430 | 4 | 18 | 18 |
| 340 H14 | Чорнове точіння | 1400 | 37 | 340 | 340 |
| 120 h14 | Чорнове точіння | 870 | 19 | 120 | 120 |
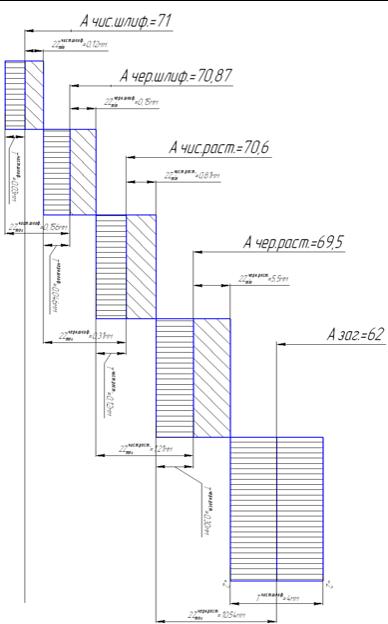
Рисунок 3.2. Схема розташування припусків і допусків для діаметрального розміру Ø71Н7
3.6 Вибір ріжучого інструменту
Видалення припуску із заготівки здійснюється за допомогою ріжучого інструменту. Згідно з [9] виберемо ріжучій інструмент. Результаті вибору ріжучого інструменту представлені в таблиці 3.6.1.
Таблиця 3.8. Результати вибору ріжучого інструменту
| Найменування | Ріжучий інструмент | Вимірювальний інструмент | |
| Операції | Перехід | ||
|
Токарно-гвинторізна з ЧПК |
Установ А | ||
| Точіння поверхні 14, 11, 7 за програмою | Різець контурний T5K10 2103-0714 ГОСТ 20872-80 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон спеціальний | |
| Точіння поверхні 1,10,14 за програмою | Різець контурний T5K10 2103-0714 ГОСТ 20872-80, Різець контурний T15K6 2103-0714 ГОСТ 20872-80, | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон спеціальний | |
| Розточ. отв.3 за програмою | Різець розточ. 2140-0007 Т5К10 ГОСТ 2140-0027, Різець розточ. 2140-0007 Т15К6 ГОСТ 2140-0027 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89, шаблон спеціальний | |
| Токарно-револьверна | Установ А | ||
| Підрізка торця 1 | Різець підріз.2112-0005 T5K10 ГОСТ 18880-73 | Штангенциркуль ШЦЦ-II-125-0,01 ГОСТ 166-89 | |
|
Підрізка торця 2 (начорно) |
Різець підріз.2112-0005 T5K10 ГОСТ 18880-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |
|
Підрізка торця 3 (начисто) |
Різець підріз.2112-0005 T15K6 ГОСТ 18880-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |
| Точіння поверхні. 4 | Різець прох.2103-0023 T5K10 ГОСТ 18879-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |
|
Точіння поверхні. 5 (начорно) |
Різець прох.01392 T5K10 ГОСТ 25395-82 | Штангенциркуль ШЦЦ-III-400-0,01 ГОСТ 166-89 | |
|
Точіння поверхні 6 (начисто) |
Різець прох.01392 T15K6 ГОСТ 25395-82 | Штангенциркуль ШЦЦ-III-400-0,01 ГОСТ 166-89 | |
| Точіння поверхні 7 | Різець прох.2103-0023 T5K10 ГОСТ 18879-73 | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |
| Точіння поверхні 8 | Різець спеціальний | Штангенциркуль ШЦЦ- II-125-0,01 ГОСТ 166-89 | |
| Точіння фасок 3,5х45˚,3х45 | Різець фасоч.2136-0710 ГОСТ 18875-73 | Шаблон спеціальний | |
| Установ А | |||
| Свердління 6 отворів | Спіральне свердло Ø20, 2301-3032 Р6М5 ГОСТ 10903-77 | Штангенциркуль ШЦК-II-125-0,1 ГО | |
| Радіально - свердлильна | Установ А | ||
| Розсвердлювання 6 отворів | Спіральне свердло Ø56, 2301-0174 Р6М5 ГОСТ 10903-77 | Штангенциркуль ШЦК-II-125-0,1 ГО | |
| Горизонт. - протяжна | Установ А | ||
| Протягуван-ня плішкового гара | Протяжка 2405-1131 ГОСТ 18217-80 | Спеціальний | |
| Зубофрезерна | Установ А | ||
| Фрезерувати 76 зубів | Фреза 2510-4324 Р6М5 ГОСТ 9324-80 | Зубомір зсуву-2350-АВ Ту2-034-231-88; крокомір кроку зачеплення М1ГОСТ 3883-81; нормалемір М01-ав ГОСТ 7760-81) | |
| Внутришліф. | Установ А | ||
| Шліфув. отв.3 (начорно) | Круг 2720 – 0024 ГОСТ 16167 - 90 | Калибр – пробка 8133-0291 ГОСТ16780-71 | |
| Шліфув. отв.3 (начисто) | Круг 2720 – 0024 ГОСТ 16167 - 90 | Калибр – пробка 8133-0291 ГОСТ16780-71 | |
3.7 Вибір металорізальних верстат
Враховуючи кількість деталей в партії, тип виробництва і матеріал заготівки, для обробки зовнішніх циліндрових поверхонь можна використовувати верстати токарної групи.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |