 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Розробка електронної моделі підготовки виробництва триступеневого конічно-циліндричного редуктора
Визначуваний номінальний розмір компенсатора:
![]() (2.1)
(2.1)
![]()
Розподілимо номінальний розмір до: А2=2, А4=2,07мм. На виготовлення всіх розмірів (деталей) розмірного ланцюга призначаю допуски по 9 квалітету. Визначаємо величини допусків на виготовлення всіх деталей і проставимо граничні відхилення в тіло деталей, тобто по ходу обробки сполученних поверхонь. Ланки А6 і А8 є шириною кільця підшипника і допускного відхилення, його по [15] рівні: es = 0 мм; ei = -0,2 мм = - 200 мкм.
Сума допусків складових ланок:
![]()
Допуск замикаючої ланки: ![]()
Граничні відхилення компенсатора:
![]()
![]() ;
;
![]()
![]()
![]() ;
;
![]() .
.
Визначимо величину компенсації :
![]() (2.2)
(2.2)
![]()
Перевіряю розрахунок:
![]() .
.
Розраховую граничні розміри компенсатора:

Приймаю ![]()
![]() за постійні
прокладки.
за постійні
прокладки.
Кількість змінних прокладок:
Товщина змінних прокладок:
![]()
Через велику кількість отриманних прокладок, приймаємо стандартні прокладки 1 прокладки 0,9 мм, і 1 прокладка 0,03 мм.
Таким чином, в комплект входять постійні прокладки товщиною 2,0 мм 1,3 мм, 0,9 мм і 1 змінна прокладка товщиною 0,03 мм.
2.5 Розрахунок розмірів калібрів для гладкого циліндричного з'єднанняУ даній курсовій
роботі необхідно розрахувати калібр-пробку і калібр-скобу для отвору ![]() і для валу
і для валу ![]() .
.
Для розрахунку розмірів калібрів виберемо по [5] наступні дані:
– зсув поля допуску калібру всередину поля допуску деталі Z (Z1) і a (a1);
– допустимий вихід розміру зношеного калібру за межу поля допуску калібра-пробки Y і калібра-скоби Y1;
– допуск на виготовлення калібра-пробки H і калібру скоби H1;
– допуск на виготовлення контркалібру для пробки Hp|.
Граничні
розміри для отвору ![]() :
:
Dmax = D + ES = 25 + 0,021 = 25,021 мм;
Dmin = D + EI = 25 + 0 = 25 мм.
По [5] для IT7 і інтервалу розмірів 18…30 мм знаходимо дані для розрахунку калібрів Z = 0,003 мм; Y = 0,003 мм; (a= 0 мм; H = 0,004 мм. Формули для розрахунку розмірів калібрів по [5].
Граничні розміри прохідного нового калібра-пробки:
ПРmax = Dmin + Z + H / 2 = 25 + 0,003 + 0,004 / 2 = 25,005 мм;
ПРmin = Dmin + Z – H / 2 = 25 + 0,003 – 0,004 / 2 = 25,001 мм.
Виконавчий розмір калібра-пробки ПР 25,005–0,004.
Найменший розмір зношеного прохідного калібра-пробки:
ПРізн = Dmin – Y = 25 – 0,003 = 24,997 мм.
Коли калібр ПР матиме цей розмір, його потрібно вилучити з експлуатації.
Граничні розміри непрохідного нового калібра-пробки:
НЕmax = Dmax + H / 2 = 25,021 + 0,004 / 2 = 25,023 мм;
НЕmin = Dmax – H / 2 = 25,021 – 0,004 / 2 = 25,019 мм.
Виконавчий
розмір калібра-пробки НЕ 25,023–0,004. Граничні розміри для валу ![]() :
:
dmax = d + es = 25 + 0,041 = 25,041 мм;
dmin = d + ei = 25 + 0,028 = 25,028 мм.
По [5] для IT6 і інтервалу розмірів 18…30 мм знаходимо дані для розрахунку калібрів (a1 = 0 мм; Z1 = 0,003 мм; Y1=0,003 мм; Н1=0,004 мм; Нр=0,0015 мм. Формули для розрахунку розмірів калібрів по [5].
Граничні розміри прохідного нового калібра-скоби:
ПРmax = dmax – Z1 + H1 / 2 = 25,041 – 0,003 + 0,004 / 2 = 25,040 мм;
ПРmin = dmax – Z1 – H1 / 2 = 25,041 – 0,003 – 0,004 / 2 = 25,036 мм.
Виконавчий розмір калібра-скоби ПР 25,036+0,004.
Найбільший розмір зношеного прохідного калібра-скоби:
ПРізн = dmax + Y1 = 25,041 + 0,003 = 25,044 мм.
Коли калібр ПР матиме цей розмір, його потрібно вилучити з експлуатації. Граничні розміри непрохідного нового калібра-скоби:
НЕmax = dmin + H1 / 2 = 25,028 + 0,004 / 2 = 25,030 мм;
НЕmin = dmin – H1 / 2 = 25,028 – 0,004 / 2 = 25,026 мм.
Виконавчий розмір калібра-скобы НЕ 25,026+0,004. Граничні розміри прохідного контркалібру:
К–ПРmax = dmax – Z1 + Hp / 2 = 25,041 – 0,003 + 0,0015 / 2 = 25,03875 мм;
К–ПРmin = dmax – Z1 – Hp / 2 = 25,041 – 0,003 – 0,0015 / 2 = 25,03725 мм.
Виконавчий розмір контркалібру К–ПР 25,03725–0,0015. Граничні розміри контркалібру для контролю зносу:
К–Іmax = dmax + Y1 + Hp / 2 = 25,041 + 0,003 + 0,0015 / 2 = 25,04475 мм;
К–І min = dmax + Y1 – Hp / 2 = 25,041 + 0,003 – 0,0015 / 2 = 25,04325 мм.
Виконавчий розмір контркалібру К– ПР 25,03725–0,0015. Граничні розміри непрохідного контркалібру:
К–НЕmax = dmin + Hp / 2 = 25,028 + 0,0015 / 2 = 25,02875 мм;
К–НЕ min = dmin – Hp / 2 = 25,028 – 0,0015 / 2 = 25,02725 мм.
Виконавчий розмір контркалібру К– НЕ 25,02725–0,0015.
Таблиця 2.2. Розрахунок розмірів калібрів
| Найменування калібру | Граничні розміри, мм | Виконавчий розмір, мм | ||
| найбільший | найменший | зношений | ||
| Пробка | ||||
| ПР | 25,005 | 25,001 | 24,997 |
25,005–0,004 |
| НЕ | 25,023 | 25,019 | — |
25,023–0,004 |
| Скоба | ||||
| ПР | 25,040 | 25,036 | 50,044 |
25,036+0,004 |
| НЕ | 25,030 | 25,026 | — |
25,026+0,004 |
| Контркалібр | ||||
| К–ПР | 25,03875 | 25,03725 | — |
25,03725–0,0015 |
| К–НЕ | 25,02875 | 25,02725 | — |
25,02725–0,0015 |
| К–И | 25,04475 | 25,04325 | — |
25,04325–0,0015 |
Побудуємо схеми полів допусків на виготовлення калібра-пробки (рис. 2.3) і калібра-скоби (рис. 2.4)
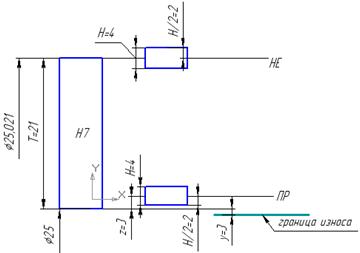
Рисунок 2.3. Схема полів допусків на виготовлення калібра-пробки
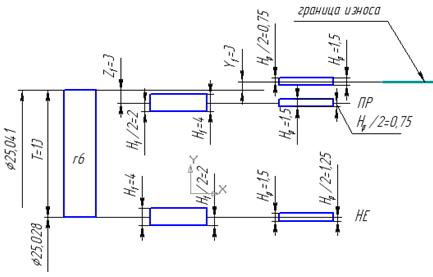
Рисунок 2.4. Схема полів допусків на виготовлення калібра-скоби
3. ТЕХНОЛОГІЧНА ПІДГОТОВКА ВИРОБНИЦТВА
3.1 Аналіз технологічності конструкції деталі
Досліджувана деталь - циліндрове прямозубе зубчате колесо. Матеріалом деталі є конструкційна вуглецева сталь 45 ГОСТ 1050-88. Дана сталь застосовна для вал-шестерен, колінчастих і розподільних валів, шестерень, шпінделів, бандажів, циліндрів, кулачків і інших нормалізованих, покращуваних і таких, що піддаються поверхневій термообробці деталей, від яких вимагається підвищена міцність. Хімічний склад стали, механічні, фізичні і технологічні властивості приведені таблицях нижче.
Таблиця 3.1. Хімічний склад сталі 45
| C,% | Si,% | Mn,% | Ni,% | S,% | P,% | Cr,% | Cu,% | As,% |
| 0.42 - 0.5 | 0.17 - 0.37 | 0.5 - 0.8 | до 0.25 | до 0.04 | до 0.035 | до 0.25 | до 0.25 | до 0.08 |
При проектуванні деталі витримані всі вимоги стандартів по ГОСТ 2.403-75.
Необхідна твердість (300…340 НВ) досягається поліпшенням.
При серійному виробництві доцільніше застосовувати штампування в прикладних штампах, що дозволяє конфігурація деталі.
Як конструкторська і технологічна бази при обробці зубів колеса прийнята циліндрова поверхня; як вимірна – вісь колеса. Це є нетехнологічним, оскільки порушується принцип єдності баз.
При виготовленні деталі використовується в основному стандартне технологічне оснащення.
На кресленні деталі є всі види, перетини і розрізи необхідні для того, щоб представити конструкцію деталі.
Замінити деталь збірним вузлом або армованою конструкцією представляється недоцільним.
Всі поверхні деталі доступні для обробки і вимірювань. Можливе використання високопродуктивного устаткування і стандартного технологічного оснащення.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |