 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Розробка електронної моделі підготовки виробництва триступеневого конічно-циліндричного редуктора
Умови для урізування і виходу ріжучого інструменту забезпечені конструкцією деталі. Всі отвори деталі є крізними.
Нетехнологічних елементів конструкція деталі не має, а також не виникає труднощів при витримці заданих допусків на розміри і необхідної шорсткості. Величина радіального биття не повинна перевищувати 0,05мм|. Приймаються допуски на торцеве биття 0,06мм|. Допуск круглої і циліндричності центрального отвору складає 0,01мм|. При витримці цих вимог технологічних труднощів не виникає.
На центральному отворі колеса передбачені західні фаски, які полегшують його монтаж при виготовленні і збірку при застосуванні.
Найбільш точною поверхнею деталі є поверхня Ø71H7. Забезпечення цієї точності вимагає обробки абразивним інструментом. Точність отвору відповідає точності зубчатого вінця. Дана поверхня є базою, що робить деталь технологічною.
В цілому деталь є технологічною.
3.2 Визначення типу виробництваРозрахуємо такт випуску по відомих залежностях:
 , (3.1)
, (3.1)
де ![]() - річний дійсний фонд часу роботи устаткування;
- річний дійсний фонд часу роботи устаткування;
![]() - коефіцієнт, що враховує
втрати по організаційних причинах,
- коефіцієнт, що враховує
втрати по організаційних причинах, ![]() =0,75;
=0,75; ![]() - програма випуску деталей
за рік,
- програма випуску деталей
за рік, ![]() = 150 шт.
= 150 шт.
Fg=Fn (1-P/100),(3.2)
де Fn – номінальний річний фонд часу;
Р – величина простоїв устаткування по організаційно-технічних причинах. Приймаємо Р=10% .
Fn=(Дпр∙φпр+ Дφ)· с, (3.3)
де Дпр – число передсвяткових днів в році;
φпр - тривалість зміни в передсвяткові дні;
Дφ – число повних робочих днів в році;
Дпр – тривалість зміни в робочі дні;
с - кількість робочих змін.
При п’ятиденному робочому тижні (тривалістю 40 годин) загальна кількість робочих днів в 2009 році складає:
Np=366-114=252, (3.4)
114 - кількість неробочих і святкових днів.
Тоді, враховуючи число робочих змін с =2; тривалість зміни φпр =8 годин; тривалість зміни в передсвятковий день φпр=7 годин; кількість передсвяткових днів Дпр=6; кількість повних робочих днів Д=246, отримаємо:
Fn=(7·6 + 246·8 )·2 = 4020 год.;
Fg= 4020 (1-0,1)= 3618 год.;
![]() сер/шт.
сер/шт.
Визначимо коефіцієнт серійності по формулі:
Kl= , (3.5)
, (3.5)
де ![]() - середня величина штучного часу на механічну обробку.
- середня величина штучного часу на механічну обробку.
Kl=![]()
Тоді, тип виробництва – середньо серійний.
3.3 Вибір способу отримання заготівки
Метод отримання заготівки деталі, його доцільність і економічна ефективність визначається такими чинниками, як форма деталі, її матеріал, габаритні розміри деталі, річна програма випуску деталі. Виходячи з конструкції деталі, типу виробництва, заготівка може бути отримана одним з методів: литвом, куванням або штампуванням.
Оскільки матеріал заготівки – сталь 45 не є придатною для литва, то метод отримання заготівки з литва неприйнятний.
Слід зазначити що сталь 45 добре деформується. Тому виходячи з величини річної програми випуску деталей, особливості конструкції деталі одним з методів отримання заготівки вибираємо штампування в підкладних штампах. Штампування на ГКМ неприйнятне оскільки при даному способі виготовлення виникає необхідність покупки дорогого устаткування.
Обчислимо розрахункову масу поковки:
![]() кг,
кг,
де МД – маса деталі;
kp – коефіцієнт для орієнтовної розрахункової маси поковки.
Виходячи з конфігурацій заготівки визначуваний:
- Група стали – М1;
- Клас точності – Т4.
Для визначення ступеня складності поковки розрахуємо відношення маси поковки до маси простої геометричної фігури, в яку можна вписати деталь:
![]() ;
;
![]() .
.
Згідно графіку [1] отримуємо ИИ=13.
На підставі початкового індексу визначаємо допуски і припуски і складаємо таблицю.
Таблиця 3.2. Вибір припусків і допусків на оброблювані розміри
| Розміри деталі, мм | Допуск, мм | Припуск, мм | Розмір заготовки, мм |
| Ø 390 h11 |
+6 -6 |
16∙2 | Ø 422 |
| Ø 340 H14 |
+5 -5 |
21∙2 | Ø 298 |
| Ø 120 h14 |
+3 -3 |
11∙2 | Ø 142 |
| Ø 71 H7 |
+2 -2 |
9∙2 | Ø 53 |
| 100 h12 |
+2 -2 |
9 | 109 |
| 105 h11 |
+3 -3 |
10 | 115 |
| 18 h14 |
+2 -2 |
6 | 12 |
Визначимо масу заготівки по залежності:
G3= ρ· V· K ,(3.6)
де ρ=7810 - густина метала, кг/м3;
К - коефіцієнт, що враховує відходи металу;
V3- об'єм заготівки, який дорівнює сумі об'ємів заготівки.
G3=7810۰0,004۰1,1=34,4 кг.
Визначимо коефіцієнт використання металу по формулі:
![]() ,(3.7)
,(3.7)
де Gg- маса деталі.
Технічні вимоги на заготівку: Штампувальні радіуси 4 мм, штампувальні ухили для зовнішніх поверхонь 7˚, для внутрішніх поверхонь 10˚, допустима величина зсуву частин штампів 1,4 мм, допустима величина залишкового облоя 1,6 мм.
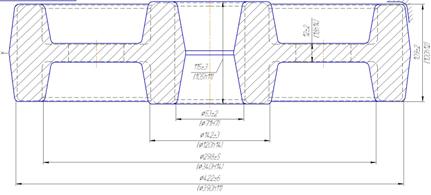
Рисунок 3.1 – Ескіз заготівки поковки колеса
3.4 Вибір маршруту обробки деталіВраховуючи точність і якість поверхонь деталі розробимо маршрут їх обробки.
Таблиця 3.3. Маршрутна карта обробки зубчатого колеса
| № поверхні | Конструктів-ний розмір елементарної поверхні | Якість поверхневого шару | Технологічні переходи | Досягаємий рівень якості | ||
| Квалітет |
Шорсткість Rа,мкм |
Квалітет |
Шорсткість Rа,мкм |
|||
| 1,2 | 105h11 | 11 | 3,2 | Чистове точіння | 11 | 3,2 |
| Чорнове точіння | 12 | 6,3 | ||||
| 3 | Æ71Н7 | 7 | 1,6 | Чистове шліфування | 7 | 1,6 |
| Чорнове шліфування | 8 | 3.2 | ||||
| Чистове точіння | 10 | 6,3 | ||||
| Чорнове точіння | 12 | 12,5 | ||||
| 4 | 20Js9 | 9 | 3,2 | Протягування | 9 | 3,2 |
| 5 | 390h11 | 11 | 3,5 | Чорнове точіння | 12 | 6,3 |
| Чистове точіння | 11 | 3,2 | ||||
| 6 | Æ56H14 | 12 | 6,3 | Розсвердлю-вання ё | 14 | 12,5 |
| Розсвердлю-вання | ||||||
| Свердління | 12 | 6,3 | ||||
| 7,8 | 100h12 | 12 | 6,3 | Чорнове точіння | 12 | 6,3 |
| 9 | 100 | 9 | 3,2 | Однократне фрезерування | 9 | 3,2 |
Використовуючи результати розробки МОН, приведемо перелік операцій технологічного процесу в їх технологічній послідовності. Представимо його виді таблиці.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |