 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Автомобильный кран
Получим
W![]() = 1,4
= 1,4![]() 1,3
1,3![]() 65,3
65,3![]() 10
10![]() /314
/314![]() 10
10![]() =37,8
=37,8![]() 10
10![]() м
м![]() .
.
Реакции радиальных подшипников
F![]() =M
=M![]() /0,7, (3.23)
/0,7, (3.23)
Получим
F![]() =65,3
=65,3![]() 10
10![]() /0,7=93,3
/0,7=93,3![]() 10
10![]()
![]() .
.
В качестве подшипников выберем два подшипника серии 2556 – роликоподшипник с короткими цилиндрическими роликами (ГОСТ 8328 – 57)
С![]() = 187
= 187![]() 10
10![]()
![]() ;
;
d![]() = 280 мм. – диаметр внутреннего
кольца.
= 280 мм. – диаметр внутреннего
кольца.
D![]() = 500 мм. – диаметр наружного кольца.
= 500 мм. – диаметр наружного кольца.
Подставим полученные соотношения в формулу для момента сил трения, получим
Т![]() =0,5
=0,5![]() 0,015(21,2
0,015(21,2![]() 10
10![]()
![]() 70
70![]() 10
10![]() +93,3
+93,3![]() 10
10![]()
![]() 2
2![]() 280
280![]() 10
10![]() )=4029
)=4029 ![]() .
.
Динамический момент равен
Т![]() =I
=I![]() Е , (3.24)
Е , (3.24)
где I – момент инерции поворотной части крана вместе с грузом;
Е – угловое ускорение.
Е = а / ![]() , (3.25)
, (3.25)
а = 0,15 м/c![]() - минимальное угловое ускорение
груза.
- минимальное угловое ускорение
груза.
Получим Е = 0,15/3,75 =
0,04 ![]() .
.
Момент инерции
I = ![]() (
(![]()
![]() 1,75
1,75![]() +
+![]()
![]() 3,75
3,75![]() +
+![]() 3,75
3,75![]() +
+![]() 0,75
0,75![]() ) , (3.26)
) , (3.26)
где ![]() = 1,3 – коэффициент,
учитывающий инерционность поворотной части;
= 1,3 – коэффициент,
учитывающий инерционность поворотной части;
![]() = 1,05 – коэффициент, учитывающий
инерционность механизма
= 1,05 – коэффициент, учитывающий
инерционность механизма
поворота;
![]() = 4000 кг – масса стрелы;
= 4000 кг – масса стрелы;
![]() = 150 кг – масса крюковой подвески;
= 150 кг – масса крюковой подвески;
![]() = 16000 кг – масса поднимаемого
груза;
= 16000 кг – масса поднимаемого
груза;
![]() = 1300 кг – масса поворотной части;
= 1300 кг – масса поворотной части;
Подставив, получим
I = 1,3![]() 1,05(4000
1,05(4000![]() 3,0625+150
3,0625+150![]() 14,0625+16000
14,0625+16000![]() 14,0625+1300
14,0625+1300![]() 0,5625) =
0,5625) =
=32,8![]() 10
10![]() кг
кг![]() м
м![]() .
.
Полученные соотношения подставляются в (3.24):
Т![]() =32,8
=32,8![]() 10
10![]()
![]() 0,04 = 1,312
0,04 = 1,312![]() 10
10![]() (13120 Н
(13120 Н![]() м).
м).
Суммарный момент сопротивления повороту:
Т![]() = 4029+13120 = 17149 Н
= 4029+13120 = 17149 Н![]() м.
м.
4.3 Мощность гидромотора в период пуска.
Мощность гидромотора определится по формуле:
P = T![]()
![]()
![]() /
/![]()
![]() , (3.27)
, (3.27)
где ![]() =0,18
=0,18 ![]() . – угловая скорость
поворотной части;
. – угловая скорость
поворотной части;
![]() - КПД механизма поворота с
цилиндрическим редуктором.
- КПД механизма поворота с
цилиндрическим редуктором.
![]() , (3.28)
, (3.28)
![]() = 0,96 – КПД двухступенчатого
цилиндрического редуктора;
= 0,96 – КПД двухступенчатого
цилиндрического редуктора;
![]() = 0,95 – КПД открытой зубчатой
передачи;
= 0,95 – КПД открытой зубчатой
передачи;
Подставив, получим:
![]() = 0,96
= 0,96![]() 0,95=
0,912 ,
0,95=
0,912 ,
отсюда мощность гидромотора в период пуска:
Р = 17149![]() 0,18/0,912 = 3385 Вт.
(3,39 кВт.).
0,18/0,912 = 3385 Вт.
(3,39 кВт.).
Передаточное число
редуктора U![]() =48,67 (взято из стандартного ряда
передаточных чисел для вертикальных двухступенчатых редукторов).
=48,67 (взято из стандартного ряда
передаточных чисел для вертикальных двухступенчатых редукторов).
Выбираем гидромотор 210.20В, нерегулируемый однопоточный, диаметр поршня 20 мм; В – модификация корпуса из алюминиевого сплава; n =1500 об/мин. – частота вращения вала;
Следовательно, угловая скорость вала гидромотора
![]() =
=![]() =
= ![]() 157
157 ![]() .
.
Номинальный крутящий момент гидромотора
Т![]() =P
=P![]() /
/![]() =
=![]()
![]() 157 Hм.
157 Hм.
4.4 Общее передаточное число.
U=![]() , (3.29)
, (3.29)
Получим
U=157/0,18 = 872
(Механизм поворота содержит: гидромотор, редуктор и открытую зубчатую передачу).
Следовательно:
U=U![]() U
U![]() , (3.30)
, (3.30)
где U![]() - передаточное число открытой
зубчатой передачи.
- передаточное число открытой
зубчатой передачи.
Откуда
U![]() =U/U
=U/U![]() , (3.31)
, (3.31)
Получим
U![]() = 872/48,67 = 17,9
= 872/48,67 = 17,9
4.5 Расчётный крутящий момент на тихоходном валу редуктора в момент пуска
Т![]() = Т
= Т![]() U
U![]()
![]()
![]() , (3.32)
, (3.32)
Получим:
Т![]() =157
=157![]() 48,67
48,67![]() 0,96 = 7336 Нм.
0,96 = 7336 Нм.
4.6 Расчет процесса пуска
Максимальное время пуска при условии минимального ускорения груза:
t![]() =
= ![]() , (3.33)
, (3.33)
Получим:
t![]() = 0,18/0,04 = 4,5 c. (т.е. t
= 0,18/0,04 = 4,5 c. (т.е. t![]() = 1 … 4,5 c.)
= 1 … 4,5 c.)
Условие пуска:
Т![]()
![]()
![]() ,
(3.34)
,
(3.34)
Имеем:
157![]()
![]() ,
,
т.е. условие пуска выполняется.
4.7 Расчёт процесса торможения
Целесообразно принять время торможения меньшим или равным времени пуска, т.к. трение в подшипниках и потери в механизме поворота способствуют торможению.
Примем время торможения равным 4с.
Т![]()
![]() , (3.35)
, (3.35)
где ![]() - момент инерции масс на
первичном валу. Очень мал и им пренебрегаем.
- момент инерции масс на
первичном валу. Очень мал и им пренебрегаем.
Получим равенство:
Т![]() 10,98 Нм.
10,98 Нм.
Укажем на чертеже механизма поворота техническое требование –
«тормоз отрегулировать на момент 11,5 Нм».
4.8 Расчёт открытой зубчатой передачи
Примем диаметр делительной окружности подвенцовой шестерни
d![]() = 120 мм. (минимальное число зубьев
шестерни: Z
= 120 мм. (минимальное число зубьев
шестерни: Z![]() =17 … 25).
=17 … 25).
Модуль зубчатого зацепления:
m = d![]() /Z
/Z![]() , (3.36)
, (3.36)
Получим:
m = 120/25 – 120/17 = 4.8 … 7.1 мм.
Примем m = 6; тогда Z![]() = 120/6 = 20
= 120/6 = 20
Диаметр делительный подвенцовой шестерни:
d![]() = 6
= 6![]() 20
= 120 мм.
20
= 120 мм.
Число зубьев зубчатого венца:
Z![]() = Z
= Z![]() U
U![]() = 20
= 20![]() 17,9 = 358
17,9 = 358
Диаметр делительной окружности зубчатого венца:
d![]() = m
= m![]() Z
Z![]() = 6
= 6![]() 358
= 2148 мм.
358
= 2148 мм.
Межосевое расстояние:
а![]() = (d
= (d![]() +d
+d![]() )/2 = (120+2148)/2 = 1134 мм.
)/2 = (120+2148)/2 = 1134 мм.
Ширина зубчатого венца:
b = ![]() a
a![]() ,
,
где ![]() = 0,1 … 0.4 - коэффициент
ширины зубчатых колёс (примем
= 0,1 … 0.4 - коэффициент
ширины зубчатых колёс (примем ![]() =0,12)
=0,12)
Получим
b=0,12![]() 1134 = 136,1 мм. (примем b = 140 мм.)
1134 = 136,1 мм. (примем b = 140 мм.)
5. Расчёт стрелы телескопической
Задача расчёта состоит в определении прогиба стрелы при максимальной её нагрузке.
Условия расчёта:
Расчёт телескопической стрелы и отдельных её элементов производится по максимальным нагрузкам, возникающим при различных случаях нагружения её и различных положениях выдвижных секций.
Расчётная схема.
Телескопическая стрела состоит из основания, средней и верхней секций. Средняя и верхняя секции перемещаются по плитам относительно основания. Максимальная длина каждого гидроцилиндра составляет шесть метров. Длина стрелы в собранном состоянии составляет 9,7 м, при выдвижении средней секции - 15,7 м, при выдвижении верхней секции – 21,7 м.
На стрелу действуют:
- вес поднимаемого груза.
- собственный вес.
- усилие в грузовом канате.
- усилия в гидроцилиндрах подъёма стрелы и выдвижения стрелы.
- боковая нагрузка на оголовке стрелы.
Исходные данные.
![]() 21,7м. – максимальная длина стрелы
(выдвинуты обе секции);
21,7м. – максимальная длина стрелы
(выдвинуты обе секции);
![]() = 9,7м. – длина собранной стрелы;
= 9,7м. – длина собранной стрелы;
![]() 15,7м. – длина стрелы (выдвинута
средняя секция);
15,7м. – длина стрелы (выдвинута
средняя секция);
Составные части сечения стрелы подбирается таким образом, чтобы прогиб стрелы, при максимальном её нагружении, не превышал 2% от длины стрелы. Для проектируемого крана расчёт прогиба не ведётся из-за сложности проверки правильности расчёта. Следовательно, применяем стрелу с уже существующего крана аналогичной конструкции.
6. Назначение детали в узле
Неповоротная часть (платформа) крана представляет собой жесткую сварную раму с выносными опорами и механизмом блокировки задней подвески шасси. Неповоротная рама устанавливается на раме автомобильного шасси, с которой она соединена при помощи болтов или заклепок. В верхней части неповоротной рамы имеется опорно-поворотное устройство, на подвижной части которого закреплена поворотная часть грузоподъемной установки крана.
Неповоротная платформа является одним из основных элементов металлоконструкции крана.
В процессе эксплуатации крана, особенно в период интенсивной эксплуатации (в зимнее время, при тяжелых условиях работы), существует вероятность появления дефектов на кране, в частности на неповоротной платформе. Характерными дефектами металлоконструкции неповоротной части крана являются:
· дефекты сварных соединений;
· деформации и трещины в листовых элементах неповоротной рамы.
Существует несколько методов обнаружения дефектов металлоконструкции. Начиная от визуального осмотра, позволяющего выявить дефекты, представляющие явную опасность возможного хрупкого разрушения, и заканчивая применением неразрушающих методов контроля с высокой разрешающей способностью при обнаружении дефектов (ультразвуковой, рентгеновский, электромагнитный и другие методы).
6.1 Ремонт неповоротной платформы в случае обнаружения трещины в сварном шве
Предлагаемый технологический процесс проведения ремонта.
Маршрут проведения ремонта металлоконструкции:
Подготовка под сварку:
Операция 005 – зачистка.
Операция 010 – дефектация.
Операция 015 – термическая кислородная резка.
Операция 020 – зачистка.
Операция 025 – слесарная.
Операция 030 – зачистка.
Операция 035 – контроль внешнего вида.
Заготовка деталей:
Операция 040 – разметка.
Операция 045 – термическая кислородная резка.
Операция 050 – зачистка.
Операция 055 – правка.
Операция 060 – контроль внешнего вида.
Операция 065 – контроль линейных размеров.
Ремонт:
Операция 070 – сварка.
Операция 075 – зачистка.
Операция 080 – контроль внешнего вида.
Операция 085 – сварка.
Операция 090 – зачистка.
Операция 095 – контроль внешнего вида.
Операция 100 – контроль линейных размеров.
Операция 105 – сварка.
Операция 110 – зачистка.
Операция 115 – контроль внешнего вида.
При обнаружении трещины в сварном шве металлоконструкции неповоротной рамы (см. рис.4.1) выполняются следующие основные действия:
Подготовка под сварку:
Операция 010 – дефектация.
Эта операция необходима для обнаружения действительных размеров трещины. Для этого необходимы: керосин, мел и кисть маховая. Место предполагаемой трещины зачищают до блеска, смачивают его керосином и вытирают
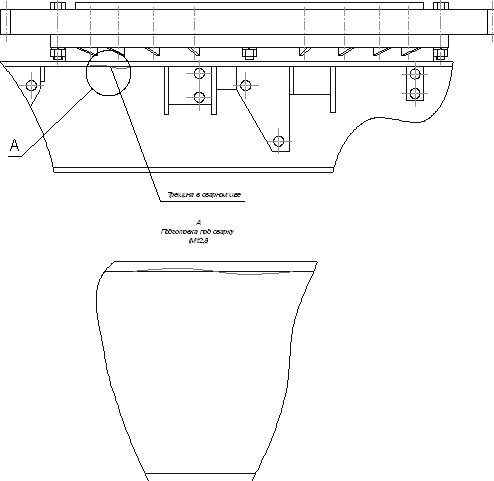
Рис.4.1 Трещина в сварном шве неповоротной платформы.
насухо. Затем поверхность покрывают слоем мела. Трещина проявляется при обработке поверхности кистью.
Операция 015 – термическая кислородная резка.
После обнаружения трещины необходимо удалить сварной шов на длину дефектного места плюс 10 мм в оба конца. Повторная заварка без вырубки дефектного места недопустима. Для данной операции необходимы: резак, кислород газообразный и пропанобутановая смесь.
Заготовка деталей:
Необходимо разметить на листе 6-10 мм деталь, чертеж которой показан на рис. 4.2, в количестве 2-х штук.
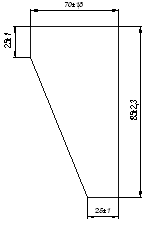
Рис. 4.2 Косынка.
Затем с помощью резака вырезать их по размерам.
Ремонт:
Необходимо с помощью ручной дуговой сварки заварить вырубленные сварные швы; усилить полученный сварной шов 2-мя косынками рис.4.3.
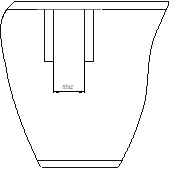
Рис. 4.3 Произведен ремонт неповоротной платформы.
Перед проведением всех сварочных работ необходимо производить зачистку обрабатываемых поверхностей. После сварочных работ необходимо зачистить сварные швы от шлака, а околошовные места от брызг металла.
6.2 Ремонт неповоротной платформы в случае обнаружения трещины в листовых элементах
Предлагаемый технологический процесс проведения ремонта.
Маршрут проведения ремонта металлоконструкции:
Подготовка под сварку:
Операция 005 – зачистка.
Операция 010 – дефектация.
Операция 015 – сверлильная.
Операция 020 – слесарная.
Операция 025 – зачистка.
Операция 030 – контроль внешнего вида.
Заготовка деталей:
Операция 035 – разметка.
Операция 040 – термическая кислородная резка.
Операция 045 – зачистка.
Операция 050 – правка.
Операция 055 – контроль внешнего вида.
Операция 060 – контроль линейных размеров.
Ремонт:
Операция 065 – сварка.
Операция 070 – зачистка.
Операция 075 – контроль внешнего вида.
Операция 080 – сборка.
Операция 085 – сварка.
Операция 090 – зачистка.
Операция 095 – контроль внешнего вида.
При обнаружении трещины в листовых элементах металлоконструкции неповоротной рамы (см. рис.4.4) выполняются следующие основные действия:
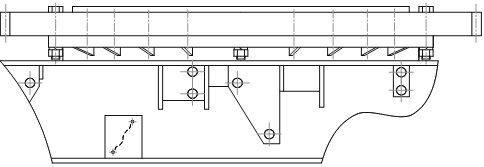
Рис. 4.4 Трещина в листовом элементе металлоконструкции неповоротной платформы.
Подготовка под сварку:
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |