 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Плазменное поверхностное упрочнение металлов
При упрочнении твердых сплавов с оплавлением поверхности (стеллит, релит) в оплавленной зоне микротвердость повышается. Высокая скорость кристаллизации в оплавленной зоне приводит к образованию высокодисперсионной структуры, обладающей высокой твердостью, рис. 2.26.
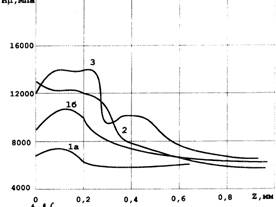
Рис. 2.26. Микротвердость оплавленной зоны
на сплавах релит (1а,б), стеллит (2), стеллит (3)
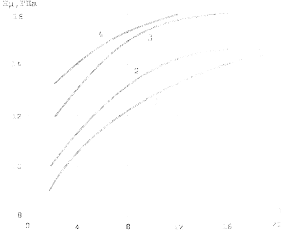
Рис. 2.27. Зависимость микротвердости твердых сплавов
от мощности плазменной струи
1 – ВК3, 2 – ВК6, 3 – ВК8, 4 – ВК15
Микровердость релита с увеличением мощности плазменной струи снижается, т.к. увеличивается объем жидкой ванны и уменьшается скорость кристаллизации, рис. 2.26.
Установлено, что с увеличением мощности плазменной струи микротвердость твердых сплавов возрастает, рис. 2.27.
Степень упрочнения возрастает с увеличением содержанием кобальта в сплаве и размера зерен карбидной фазы. При нагреве происходит диффузионное растворение углерода и вольфрама в расплавленной кобальтовой связке, а при охлаждении образуются мелкодисперсные карбиды в пересыщенном твердом растворе углерода в кобальте (количество вольфрама в связке также возрастает). В связи с этим, увеличение микротвердости твердых сплавов после плазменного упрочнения зависит от степени упрочнения кобальтовой прослойки.
Упрочнение твердых сплавов сопровождается трещинообразованием, которое начинается при мощности плазменной струи, превышающей некоторую критическую величину, Р крит. Дальнейшее увеличение мощности приводит к сильному трещинообразованию. Для каждого твердого сплава существует оптимальная мощность плазменной струи, обеспечивающая бездефектное упрочнение, и критическая мощность, соответствующая появлению дефектов после упрочнения.
|
Рис. 2.28. Распределение остаточных напряжений по глубине упрочненной зоны твердого сплава Т30К(1), ВК8(2), ВК15(3) |
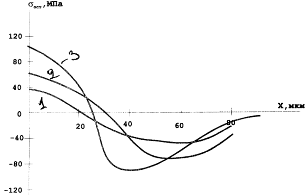
Остаточные напряжения после плазменного упрочнения твердых сплавов распределяются следующим образом, рис. 2.28: у поверхности – растягивающие напряжение, переходящие на глубине 20-30 мкм в сжимающие. Распределение остаточных напряжений по глубине и ширине упрочненной зоны зависит от скорости упрочнения, мощности плазменной струи, коэффициента перекрытия.
В проведенных исследованиях при различных режимах упрочнения твердых сплавов у поверхности возникало только растягивающие напряжение. Это связано с тем, что нагрев твердого сплава до высоких температур сопровождается увеличением объема и деформацией нагретого участка. Причем объемная деформация
осуществляется в сторону поверхности, т.к. в других направлениях она невозможна вследствие большой массы нагретого сплава. Последующее охлаждение не возвращает вытесненный над поверхностью материал в исходное состояние. Поэтому в зоне упрочнения возникают напряжения растяжения.
Чугуны
Наряду со сталями, чугуны с самого начала работ по поверхностному упрочнению металлов концентрированными источниками нагрева, оказались в центре внимания
[1, 9, 15, 16, 23, 38-41].
Применительно к плазменному поверхностному упрочнению, работ, посвященных обработке чугуна, также очень немного. В работе [23] плазменному упрочнению подвергался высокопрочный чугун ВЧ-60-2. Структура упрочненного слоя состояла из игольчатого мартенсита, цементита и остаточного аустенит. Рентено-структурный анализ показал, что доля остаточного аустенита составила 45 % с содержанием углерода ( ≈1,4 мас %). Структура оплавленного участка имела диндридное строение с размером диндридов ≈ 5 баллов. Максимальная микротвердость зоны оплавления 8000-9300 Мпа.
В работе [39] плазменное упрочнение с оплавлением проводили на высокопрочном чугуне ВЧ-42-12. Фазовый анализ зоны оплавления выявил структуру феррита, аустенита и цементита. Графит полностью или частично растворяется в зависимости от параметров упрочнения. При снижении скорости упрочнения и увеличения мощности плазменной дуги, количество растворенного в расплаве графита резко увеличивается. Глубина упрочненного слоя достигает 3 мм. А максимальная микротвердость достигает 10000 Мпа [39].
Исследование серых чугунов после плазменного упрочнения с оплавлением поверхности показало, что получение отбеленных слоев без трещин возможно только при предварительном подогреве свыше 350 ° С [38]. Оплавленная зона серых чугунов с пластинчатым и шаровидным графитом имеет твердость HV 580-600 и структуру, характеризующуюся сильной негамогенностью: квазиледебурит + цементит + карбиды + мартенсит + остаточный аустенит + бейнит + сорбит + графит. Количественные соотношения структур зависят от марки серого чугуна и режимов плазменного упрочнения [38].
При плазменном упрочнении с оплавлением поверхности валкового чугуна СП-62 упрочненный слой характеризуется высокой твердостью и износостойкостью [41]. Микротвердость в зоне оплавления составляет 6000 Мпа, в зоне закалки из твердой фазы достигает максимума 6500-7000 Мпа.
Важной особенностью упрочнения серых чугунов является небольшая глубина упрочненного слоя при обработке без оплавления поверхности, т.к. температурный интервал образования аустенита ограничен сверху температурой солидуса Тс сплава, а снизу - критической точкой Ас1, оказывается очень узким (в пределах 100-150° С). В связи с этим для получения максимальной глубины упрочнения необходимо проводить закалку с оплавлением поверхностности.
Автором были проведены исследования влияния скорости нагрева и мощности
Плазменной струи на степень упрочнения различных чугунов, рис. 2.29.
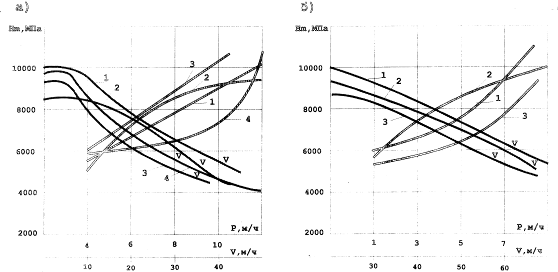
Рис. 2.29. Зависимость степени упрочнения чугунов от скорости упрочнения, мощности плазменной струи (а) и дуги (б) (упрочнение с оплавлением)
Различные марки серого чугуна по разному склонны к плазменному упрочнению без оплавления поверхности, рис. 2.30.
Легированные серые чугуны ХНМЧ и СЧХНМД из-за низкой теплопроводности требуют значительно меньших скоростей упрочнения и большей мощности с (целью получения гарантированного упрочненного слоя.
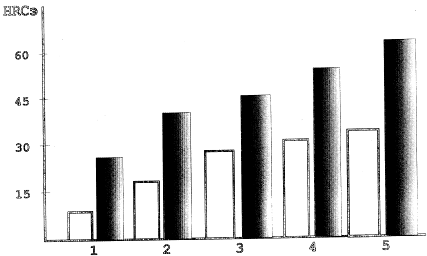
Рис. 2.30. Зависимость степени упрочнения серых чугунов после плазменного упрочнения без оплавления поверхности
|
1. СЧ-12-48 2. СЧ-15-32 3.СЧ-18-36 4.СЧ-21-40 5.СЧ-24-44 |
|
|
|
Из полученных данных следует, что плазменное упрочнение в режиме дуги наиболее эффективнее, по сравнению с режимом струи, в связи с высоким КПД нагрева. Скорость обработки оказывает существенное влияние на микротвердость чугунов, как при упрочнении в режиме струи, так и при упрочнении в режиме дуги. С увеличением скорости обработки (при постоянной мощности) снижается растворимость графита в оплавленной зоне, что вызывает уменьшение микротвердости. При увеличении мощности плазменной струи (дуги)растворимость графита увеличивается и микротвердость оплавленной зоны возрастает.Однако, дальнейшее повышение мощности вызываетувеличениеобъема жидкойванны иснижение скорости охлаждения. Упрочненный поверхностный слой на чугунах по глубине не однороден. Особенностью фазового упрочненного слоя является ис.содержание остаточного аустенита 30-
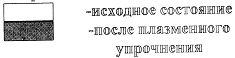
Рис. 2.31. Распределение микротвердости по глубине упрочненного слоя на чугуне СЧ-24-44 в зависимости от исходного состояния1-отжиг, 2-обычная закалка+отпуск, 3-закалка ТВЧ.
60% и повышенное содержание в нем. углерода 1,4 – 1,58 %, а также 20-30 % мартенсита и 20-40 % цементита.
Предварительная обработка чугунов (закалка, отжиг и т.д.) оказывает сильное влияние на распределение твердости по глубин^упрочненного слоя, рис. 2.31.
При упрочнении без оплавления поверхности в упрочненном слое образуются, в основном, аустенитно-мартенситные структуры с преобладанием мартенсита.
Анализ результатов плазменного упрочнения чугунов показывает, что степень их упрочнения в зоне оплавления зависит от химического состава, параметров упрочнения, температуры предварительного подогрева, исходного состояния.
Величина микротвердости в оплавленной зоне определяется, в основном, количественным соотношением цементита и аустенита, которое зависит от химического состава чугуна, степени растворения графита и скорости охлаждения жидкой ванны.
Глубина упрочненного слоя зависит от параметров режима упрочнения, исходной структуры чугуна, типа матрицы, ее дисперсности. Тип матрицы и ее дисперсность определяют скорость и полноту α→γ -превращения в чугунах.
Чем выше дисперсность ферритно-карбидной смеси, тем меньше пути диффузии углерода при превращении.
2.3.1. Плазменное легирование поверхностных слоев металла.
Одной из разновидностей плазменного поверхностного упрочнения является легирование поверхностного слоя металла из твердой, жидкой и газовой фазы [24-26].
Плазменное поверхностное легирование из газовой фазы
В работе, [24] исследован процесс плазменного поверхностного упрочнения с применением активных плазмообразующих газов на низкоуглеродистых конструкционных сталях. В общем виде механизм упрочнения можно представить следующим образом: при нагреве поверхностного слоя азотосодержащей плазменной струей (дугой) происходит насыщение металла азотом из плазмы. При последующем скоростном охлаждении образуются заключенные структуры, легированные азотом. Плазменное азотирование из газовой фазы проводится как с оплавлением поверхности так и без оплавления [24]. Кроме азотирования возможно проводить цементацию, нитроцементацию [21, 24, 42, 43].
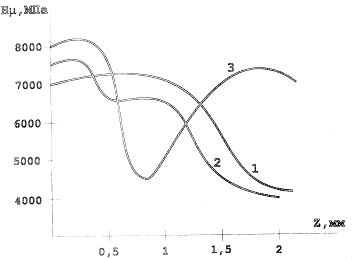
Установлено [24], что при 60 % добавке азота к аргону начинает протекать процесс азотирования. На поверхности стали 20 образуется диффузионный слой со структурой γ1- фазы (Fe4N) и азотистой α- фазы, рис. 2.32. Однако наиболее интенсивно поверхностный слой насыщается азотом при 80-100 % содержании азота в плазмообразующем газе. В результате чего формируется слой внутреннего азотирования протяженностью 0,02-0,04 мм. Кроме стали 20, 45 в работе [24] исследовалась сталь 9ХФ. Обработка стали 9ХФ плазменной струей (100 % азота) приводит к перераспределению легирующих элементов V,Сr, Мn. Наиболее интенсивное перераспределение происходит в центре упрочненной зоны, так содержание марганца
повышается до 1,5% (0,45 в исходном), хрома до 0,83 % (0,6 % в исходном), ванадия до 0,31 (0,25 в исходном). Рентгенофазовый анализ показал наличие цементита, высокоазотистых нитридов Fe2N нитридов хрома при 18 % содержании остаточного аустенита.
При упрочнении плазмой сложного состава (80 % N2 +10 %Аr+ 10 % СО2) содержание углерода в поверхностной зоне карбонитридного слоя полученного на стали 20, достигает 0,3 % [24]. Толщина карбидной зоны 0,03-0,04 мм, а микротвердость 7800-8000 МПа при общей глубине упрочненного слоя 0,8 мм. По мнению [24] в упрочненном слое также возможно образование оксикарбонитридной фазы.
При обработке стали 20 азотосодержащей плазменной струей с оплавлением поверхности упрочненный слой имеет структуру ε и γ ́- фаз, соответствующих твердому раствору на базе нитридов Fе2N и Fе4N, рис.2.33. При травлении этот слой выявляется в виде светлой полоски, толщиной ≈ 0,1 мм с микротвердостью 6200-6500 Мпа. Ниже поверхностного слоя располагается диффузионная зона со структурой γ ́- фазы ( Fе4N) и α- фазы, где наблюдается провал микротвердости до 4200-3800 Мпа. Непосредственно к диффузионному слою премыкает нетравящийся слой с аномально высокой микротвердостью 12500-13000 Мпа. Это связано с увеличением содержания углерода в этом слое, по сравнению с основным металлом, рис. 2.34. Увеличение содержания углерода способствует повышению устойчивости аустенита при охлаждении и, как следствие, образование карбидного мартенсита инебольшого количества остаточного аустенита (≈7 %), рис.2.35. Общая глубина упрочнения составила 0,8 мм., а азотированного слоя – 0,35 мм.
Рис. 2.32. Распределение микротвердости по глубине азотированного слоя (а) и рентгенограмма поверхностной нитридной зоны на стали 20 (без оплавления)
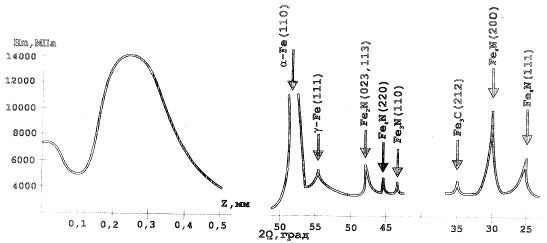
Рис. 2.33. Распределение микротвердости по глубине азотированного слоя (а) и рентгенограмма поверхностной нитридной зоны (б) на стали 20 (с оплавлением поверхности)
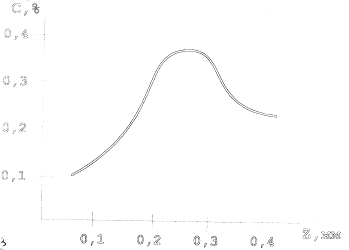
Рис. 2.34. Распределение углеродов в упрочненном слое стали 20 при обработке азотной плазменной струей (с оплавлением поверхности)
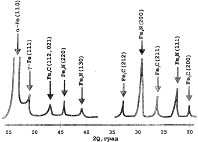
Рис. 2.35. Рентгенограмма зоны внутреннего азотирования на стали 20 при обработке азотной плазменной струей с оплавлением поверхности
Дальнейшее увеличение мощности плазменной азотосодержащей струи при упрочнении с оплавлением поверхности вызывает интенсивное порообразование. Происходит «азотное кипение» ванны расплавленного металла, что связано с увеличением скорости поглощения азота поверхностью из плазмы (предел растворимости азота в стали наступает почти мгновенно [24].
Распределение содержания азота по глубине диффузионных слоев снижается от поверхности к сердцевине основного металла, рис.2.36.
В работе [24] определены величины и знак остаточных напряжений после плазменного азотирования стали 20,9ХФ. Максимальные сжимающие напряжение зафиксированы в зоне нитридных фаз (на глубине 30 мкм).
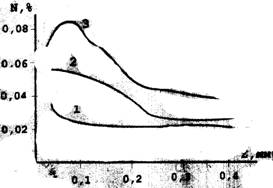
Рис. 2.36. Распределение содержания азота по глубине азотированного слоя на стали 20
1. обработка без оплавления
2. обработка с оплавлением
3. обработка с парообразованием
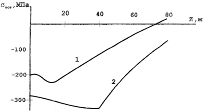
Рис. 2.37. Распределение остаточных напряженийпо глубине азотированного слоя на стали 20
1. обработка без оплавления;
2. обработка с оплавлением.
Таким образом, использование активных плазмообразующих газов позволяет за доли секунды проводить химико-термическую обработку поверхностного слоя, как с оплавлением поверхности, так и без оплавления. Глубина легированного слоя в зависимости от режимов упрочнения может достигать 0,2-0,5 мм с микротвердостью на стали 20 6500-1300 Мпа, что значительно выше, чем при простой плазменной закалке.
Плазменное легирование из твердой фазы. Цементация.
В работах [26, 44] рассмотрены вопросы плазменной поверхностной цемента фазы. Сущность способа заключается в нанесении на поверхность металла углеродосодержащей обмазки или покрытия, которое оплавляется под воздействием плазменной струи. Под действием газодинамического напора плазменной струи происходит интенсивное перемешивание жидкого металла с углеродом и при последующей скорости кристаллизации образуется легированный углеродом слой.
В работах [26, 44] показано, что плазменная цементация из твердой фазы возможна только с оплавлением поверхности.
В качестве основного компонента углеродосодержащих паст, обмазок, покрытий наиболее часто используют графит [26, 44]. При нанесении на сталь 20 углеродосодержащей пасты и последующего ее оплавления плазменной струей, в упрочненном слое образуются три зоны.
Первая зона (глубиной до100-120 мкм) является зоной легированной углеродом, с микротвердостью 8400-9200 Мпа. Структура не вытравливается.
Вторая зона глубиной до 50-100 мкм) является зоной закалки из твердой фазы,
Структура - мартенсит и остаточный аустенит. Микротвердость по глубине распре делена неравномерно, т.к. в этой зоне имеются структуры полном (ближе к легированной зоне) и неполной (нижняя граница зоны) закалки.
Рис. 2.38 Распределение микротвердости по глубине
легированного слоя (а), рентгенограмма
легированного слоя на стали 20 (б)
Третья зона - переходная зона, образовавшаяся при нагреве ниже точки Ас3.
Рентгеноструктурным анализом, рис. 2.38. выявлены, наряду с линиями γ - фазы и цементита линии смеси α- фазы и цементита. Средняя концентрация углерода в легированном слое составляет ≈ 3,5 %, количество остаточного аустенита (10-12 %).
При плазменной цементации возможно получить слой не только с легированной аустенитно-мартенситной структурой., но и слой со структурой белого чугуна [26]. Структура белого чугуна была получена на стали 20. Нагрев и выдержка при температуре 500° С не выявил снижение микротвердости, которая осталась на уровне 6500-8000 Мпа.
В работах [26, 44, 45] установлены зависимости между параметрами плазменного упрочнения на глубину и ширину цементированного слоя, рис. 2.39., 2.40.
Рис. 2.39. Влияние скорости обработки
на глубину и ширину цементированной зоны.
Рис. 2.40. Зависимость глубины цементированной зоны
от мощности плазменной струи.
На глубину и твердость легированного слоя сильное влияние оказывает толщина углеродосодержащей обмазки, эффективное расплавление которой зависит от мощности плазменной струи, рис. 2.41.
Рис. 2.41. Влияние толщины углеродосодержащей пасты
на мощность плазменной струи.
Рентгеноструктурный и фазовый анализ сталей 45, ЗОХГСА, 40Х, 20X13, 12ХФ1, проведенный в работах Скрипкина А.А., показал, что после плазменной цементации из твердой фазы в поверхностном слое углеродистых и легированных сталей происходит сильное перераспределение легирующих элементов в упрочненном слое. В упрочненном слое, в зависимости от режимов обработки, остаточные напряжения имеют резко выраженную неоднородность. По глубине упрочненного слоя остаточные напряжения распределяются следующим образом: в оплавленной зоне (50-100 мкм) зафиксированы растягивающие напряжения, которые переходят в сжимающие во втором слое (10-20 мкм) со структурой мартенсита. В переходной зоне зафиксированы напряжения растяжения. Сильное влияние на характер распределения остаточных напряжений оказывает химический состав стали и параметры обработки.
Рис. 2.42. Влияние дополнительного тока,
пропускаемого через деталь
на глубину легированного слоя стали 20
при плазменной цементации.
1. Р=2кВ; 2. Р=3кВ; 3. Р=4кВ; 5. Р=6кВ; 6. Р=8кВ
Для увеличения глубины легированного слоя можно использовать электротермический эффект (через деталь пропускается электрический ток). Проведенные исследования на сталях 3, 20, 40, 20X13, ЗОХГСА показали, что глубина легированного слоя (углеродом) может достигать 0,6-1 мм и зависит от параметров режима упрочнения, параметров дополнительного тока (род тока, сила тока и т.д.), рис. 2.42.
Электротермический эффект можно использовать практически во всех способах плазменного легирования, использующих плазменную струю. Важной особенностью данного эффекта является возможность легирования без оплавления поверхности.
При использовании плазменной дуги, глубина легированного слоя в 1,5-2 раза больше по сравнению с плазменной струей, за счет электронного тока. Однако легирующие обмазки должны проводить электрический ток с целью обеспечения стабильности плазменного упрочнения в режиме дуги.
Азотирование.
В качестве паст, обмазок используют азотосодержащие соли. Насту со связующей связкой наносят на поверхность изделия слоем толщиной 0,5-1,5 мм и проводят плазменный нагрев с оплавлением поверхностности. В поверхностном слое на стали 20 образуется не только α→γ твердые растворы азота в железе, но и нитрид Fе2,N. Микротвердость легированного слоя достигает 8400-8800 Мпа.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |