 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Плазменное поверхностное упрочнение металлов
Оценка трещиностойкости материалов после плазменного упрочнения, установление характера разрушения для различных вариантов упрочнения позволило авторам [9] разработать комплексную технологию упрочнения сталей 45, ЗОХГСА, 9ХФ, У8, 75Х2МФ, 150ХНМ, обеспечивающую получение высоких механических свойств, износостойкости и трещикостойкости, табл.2.18
Высокий комплекс механических свойств, а также повышение трещиностойкости и износостойкости получается при использовании комплексного упрочнения
|
Рис. 2.52. Влияние предварительной пластической деформации на механические свойства стали 45 после плазменной закалки |
(деформация + плазменная
закалка), рис.2.52.
Повышение механических свойств после плазменного упрочнения обусловлено образованием
высокодисногоогомартенсита в упрочненном слое.
Увеличение степени дисперсностимартенсита и микротвердости является одной из главных причин повышения трещиностойкости и износостойкостипосле такой комплексной обработки.
Комплексная обработка, включающая в себя закалку ТВЧ + плазменную
закалку + лазерную закалку,
позволяет регулировать эксплуатационные свойства упрочненных деталей, табл.2.19.
Табл.2.19.
Результаты испытаний образцов из стали У8 комплексного упрочнения
(температура испытаний 250º С)
|
Технология упрочнения |
σ02 МПа |
σв МПа |
δ % |
φ % |
КС МДж/м2 |
К1сД Мпа/м1/2 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1. Закалка и отпуск + (250º С)+ плазменная закалка 2. Закалка ТВЧ + плазменная закалка + лазерная закалка 3. Закалка ТВЧ + плазменная закалка + лазерная закалка + отпуск 180º С 250º С 300º С 400º С |
980 1150 1200 1020 900 700 |
1300 1510 1580 1390 1080 920 |
6,2 7,8 7,9 7,1 6,2 5 |
29 38 40 38 30 25 |
0,058 0,062 0,064 0,058 0,052 0,048 |
7,8 8,9 9,2 8,2 6,4 4,8 |
К числу важных эксплуатационных свойств, определяющих область применения плазменного упрочнения, относится усталостная прочность. На сопротивляемость усталости материалов, после плазменного упрочнения, большее влияние оказывают параметры режима упрочнения. Параметры режима упрочнения определяют: величину и знак остаточных напряжений, дисперсность микроструктуры и т.д.
Известно, что наличие высоких сжимающих остаточных напряжений в закаленной зоне оказывает положительное влияние на усталостную прочность [1,9, 16].
Однако высокая хрупкость мартенсита в закаленном слое может являться причиной преждевременного разрушения при многоцикловом погружении.
Проведенные исследования и анализ литературных данных[1, 12, 15, 16, 491], показали, что плазменное, лазерное и электронно-лучевое упрочнение значительно увеличивают усталостную прочность деталей, работающих в условиях циклического нагружения, рис. 2.53.
Испытания на усталость при изгибе с кручением коленчатых валов (сталь 45) после плазменного упрочнения показали, что предел усталости по началу трещинообразования (60 МПа) у не упрочненных также (60 МПа) и на разрушение (130Мпа против 120Мпа) [49].
Плазменное азотирование из газовой: фазы стали 20 также позволило повысить предел выносливости на 40-60 %, по сравнению с исходным материалом [24].
Плазменная нитроцементация стали 20 также повышает предел выносливости на 40-60 %, по сравнению с исходным материалом. Исследования показали, что предел выносливости стали сильно зависит от режимов упрочнения, т, к. от них зависит величина остаточных сжимающих напряжений на поверхности, содержание азота и углерода в упрочненном слое. Установлено, что нитроцементированный слой постоянной глубины, но с разным содержанием остаточного аустенита имеет разные значения предела выносливости. В стали 20 повышение содержания остаточного аустенита с 5 % до 12%, при постоянной глубине нитроцементированного слоя , увеличивает значение предела выносливости на 10-20 %. Плазменная нитроцементация стали 20 повышает предел выносливости, по сравнению с простой плазменной закалкой, рис. 2.54.
Исследование пластичности диффузионных слоев на стали 20 [24] показали, что наибольшей пластичностью обладает малоазотистая фаза, соответствующая твердому раствору на базе нитрида Fе4N , рис. 2.55 а также карбонитридная фаза Fе3(NС).
Как уже отмечалось выше, основная цель поверхностного упрочнения - повышение износостойкости деталей машин и инструментов.
Формирование изнашиваемой поверхности происходит в результате суммирования различных по интенсивности и видам элементарных актов разрушения и изменений механических, физико-химических свойств материала, а также под воздействием внешних факторов (среда, температура, давление и т. д.). Совокупность явлений в процессе трения определяет вид изнашивания и его интенсивность. При назначении поверхностной упрочняющей обработки (с целью повышения износостойкости) необходимо установить причину изнашивания.
Под термином изнашивание понимают разрушение поверхности твердого тела, проявляющиеся в изменении его размеров или форм. Элементарные виды разрушения поверхностей трения: микрорезание, царапанье, отслаивание, выкрашивание, глубинное выравнивание, перенос материала, усталостное разрушение. Реализация элементарных видов разрушения на поверхностях трения возможно только при наличии следующих факторов: пластической деформации, повышенной температуры и химического действия окружающей среды [55- 61].
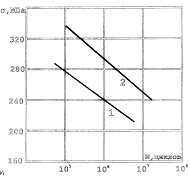
Рис. 2.54. Диаграмма выносливости стали 20 после различных способов плазменного упрочнения
1. Плазменная закалка
2. Плазменная нитроцементация

В общем виде стадии изнашивания поверхности трения выглядят следующим образом, рис. 2.56.
Стадия начального изнашивания (приработка) характеризуется приобретением стабильной шероховатостью поверхностей трения. Стадия установившегося изнашивания характеризуется изменением микро- и макрогеометрия трения и постепенным увеличением интенсивности изнашивания. Процесс установившегося изнашивания заключается в деформировании, разрушении и непрерывном воссоздании
на отдельных участках поверхности слоя со стабильными свойствами. По мере истирания поверхностного слоя с повышенной износостойкостью открываются поверхности с нестабильными свойствами, что вызывает катастрофический износ. Рис. 2.56а соответствует случаю, когда во время этапа приработки накапливаются факторы, которые после окончания приработки ускоряют процесс изнашивания.
Рис. 2.56б соответствует случаю, когда отсутствует этап приработки, апериод установившегося изнашивания наступает сразу после начала работы (металлообрабатывающий, деревообрабатывающий, медицинский инструмент, рабочие органы машин и т. д.). Рис. Рис. 2.56в соответствует случаю, когда детали находятся под действием контактных напряжений и длительное время работают практически без истирания. Основной механизм износа - усталостное выкрашивание поверхностных слоев.
Проведенные испытания на износостойкость сталей после различных видов термообработки при различных видах трения, показали существенные преимущества плазменного поверхностного упрочнения перед традиционными способами. Результаты испытания в условиях сухого трения на воздухе по пальчиковой схеме [7-60] образцов стали 20, 45, 40Х, ЗОХГСА, прошедших плазменную закалку (без оплавления) представлены в табл. 2.20.
Табл. 2.20.
Результаты испытаний на износостойкость стали 40Х
|
Вид обработки |
Ny |
Nкр |
fтр |
S, мм2 |
I*103 мм2/м |
| Плазменная закалка | 415 | 5 | 0,28 | 13,8 | 0,69 |
| Закалка ТВЧ | 360 | 14 | 0,40 | 17,9 | 1,98 |
|
Ny – общее число; Nкр – число циклов до приработки; fтр – коэффициент трения; S – среднее значение площади поперечного сечения дорожки износа; I – путь трения |
|||||
Из таблицы видно, что плазменная закалка снижает износ и коэффициент поения, а также количество циклов до приработки. Это обусловлено морфологическими особенностями упрочненного слоя после плазменной закалки.
При плазменном упрочнении с перекрытием дорожек упрочнения происходит уменьшение микротвердости в зоне перекрытия (~ 10-30 %) . Однако, как показали исследования, интенсивного изнашивания в зоне перекрытия не наблюдается, так как эти зоны занимают значительно меньшую площадь, по сравнению с зонами закалки и при их изнашивании проявляется «теневой эффект» [1,9].
При упрочнении с оплавлением поверхности износостойкость упрочненного
|
Рис. 2.57. Зависимость износостойкости трущейся пары «азотированная сталь 20 – бронзовая втулка» от режима плазменного азотирования. 1- упрочнение азотной плазмой с оплавлением 2- упрочнение углеродосодержащей плазмой без оплавления 3- упрочнение азотной плазмой в режиме «азотного кипения» 4- упрочнение азотной плазмой без оплавления |
слоя снижается (по сравнению с упрочнением без оплавления). Особенностью мартенситной структуры оплавленного слоя является ее столбчатый характер. Дисперсность мартенсита в оплавленной зоне, не смотря на высокие скорости охлаждения, зависит от химического
состава стали. Так, для стали
30ХГСА,30ХС,30ХГСН2А,
38Х2МЮА в оплавленной зоне зафиксирован мелкоигольчатый мартенсит, а в стали 20,30,45, 55, 9ХФ, 9ХФМ, 8Н1А, 40ХН -«крупноигольчатый».
Кроме того, в структуре оплавленной зоны обнаружено повышенное содержание остаточного аустенита (20-60%).
По мнению [1, 9, 10, 13] плазменное упрочнение с оплавлением поверхности наиболее эффективно для деталей, работающих в условиях интенсивного износа, но неиспытывающих значительныхударных и знакопеременных нагрузок.
Износостойкость стали 30ХГСА, 9 ХФ, 50ХН, 150 ХНМ после плазменного упрочнения (без оплавления) возрастает в 2,5-4 раза, по сравнению с объемной закалкой при испытаниях по схеме «вращающееся кольцо - неподвижная колодка» на машине трения МИ-1М (9) (в масляно - абразивной среде).
Оценка износостойкости конструкционных сталей, прошедших плазменное азотирование из газовой фазы (по различным режимам), показала, что износостойкость сталей 20 возрастает в 1,3-1,5 раза по сравнению с плазменной закалкой и в 3-6 раз по сравнению с объемной закалкой [24] рис. (испытание на машине СМУ-2).
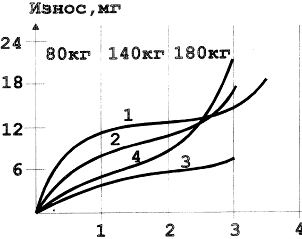
Износостойкость нитроцементированного слоя на сталях 20, 45 в условиях сухого трения возрастает по сравнению с объемной ХТО, рис.
Дополнительная обработка холодом (кривая 5, рис. 2.58.) снижает содержание остаточного аустенита в нитроцементированном слое и, как следствие этого, увеличивается износостойкость.
Сравнительные испытания образцов стали 45, 40Х на износостойкость при различных способах упрочнения показали, что плазменная закалка не уступает электронно-лучевой и лазерной закалке, табл. 2.21.
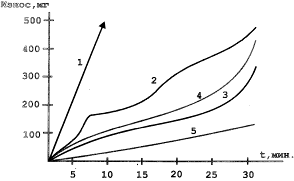
Рис. 2.58. Влияние режима плазменного легирования
на износостойкость стали 45.
1- исходное состояние
2- объемная ХТО /нитроцементирование/
3- плазменная нитроцементация из газовой фазы
4- плазменная нитроцементация из твердойй фазы
5 - плазменная нитроцементация из твердой фазы + обработка холодом.
Из всех видов изнашивания, встречающегося в промышленности, наиболее часто проявляется абразивный износ. Согласно [55-61] детали машин и инструменты, эксплуатирующиеся в различных условиях работы, наиболее часто испытывают абразивный износ (до 60-70 %). Абразивное изнашивание наиболее часто вызывает разрушение поверхности детали в результате ее взаимодействия с твердыми частицам. К твердым частицам! относятся: [60]
- неподвижно закрепленные твердые зерна, входящие в контакт по касательной,
либо под небольшим углом атаки к поверхности детали;
- незакрепленные частицы, входящие в контакт с поверхностью детали;
- свободные частицы в зазоре сопряжения детали;
- свободные частицы, вовлекаемые в поток жидкостью или газом.
Испытание на абразивное изнашивание проводят по двум схемам взаимодействия поверхности материала с абразивом: при трении и при ударе об абразивную поверхность [58-60]. Методики испытаний, оборудование подробно изложены в работах [55-60], поэтому нет необходимости их описания, остановимся на результатах испытаний. В качестве критерия оценки износостойкости упрочненных материалов использовалась относительная износостойкость, которая выражается отношением износа эталона к износу (линейному, весовому или объемному) исследуемого образца.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |