 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Плазменное поверхностное упрочнение металлов
|
|
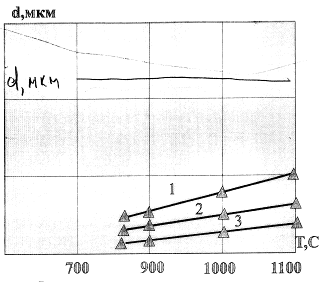
Принято считать, что размер зерна обратно пропорционален скорости нагрева после печной закалки аустенитное зерно имеет примерно 7-9 баллов после закалки ТВЧ (скорость нагрева 100-1000 ° С\с) зерно имеет балл 11-13. На рис. 2.4. показано изменение величины зерна с увеличениемскорости нагрева до температуры Тзак для стали 45при плазменном упрочнении.
При скоростинагрева
выше 500° С\с незначительный
рост зерна наблюдается только в случае превышения температуры нагрева над температурой, принятой при обычной печной закал ке. Нагрев со скоростью свыше 1000^ °С\с приводит к смещению процесса образования аустенита в область высоких температур, и, как следствие этого, уменьшается концентрация углерода, необходимая для устойчивости зародыша. Скорость зарождения при этом резко увеличивается, что ограничивает
рост зерен. Используя сверхбыстрый нагрев(плазменнойструей(дугой), можно Рис. 2.4. Влияние температуры и скорости регулировать величину зерна аустенита к нагрева на размер зерна аустенита d моменту начала стадии охлаждения. в стали 45.
1-500º С/с; 2-1000º С/с; 3-5000º С/с
Влияние скорости нагрева на ускорение диффузионных процессов насыщения
Почти во всех случаях применения скоростного нагрева (лазерного, электронно-лучевого, плазменного и т.д.) отмечается ускорение процессов насыщения поверхностных слоев легирующими элементами [1,9.15,19,21, 23-26].
Однако, причины ускорения процессов химико-термической обработки (ХТО) металлов не раскрываются.
Ускорение диффузионных явлений при плазменной ХТО обусловлено особенностью фазовых превращений в железоуглеродистых сплавах при скоростном нагреве. Если при медленном нагреве аустенит образуется только в результате диффузионных процессов, то при плазменном нагреве возможно образование аустенита по бездиффузионному механизму. В доэвтектоидных сталях бездиффузионный процесс протекает на неоднородностях в ферритнойфазе - по границам зерен и блоков. Смещение фазовых превращений в область высоких температур оказывает существенное влияние на размер зерен аустенита, в момент окончания фазовых переходов. Уменьшение объема зерен и увеличение их числа приводит к возрастанию общей протяженности границ. Известно [27], что интенсивность диффузии вдоль границ и внутри зерен существенно различается. Скорость пограничной диффузии в 5-7 раз превосходит скорость диффузии по зерну [27]. Следовательно, в более мелкозернистом аустените, образующимся при плазменном нагреве и обладающим большей протяженностью границ, насыщение происходит значительно быстрее, чем в крупнозернистом аустените, образующимся при печном нагреве.
Высокая диффузионная активность мелкозернистого и мелкоблочного аустенита, образующегося при плазменном нагреве, усиливается наличием многочисленных источников вакансии, благоприятной дислокационной структурой и повышенной плотностью дислокации [14]. Это связано с тем, что границы зерен являются основными источниками вакансий в металлах с плотноупакованной решеткой, а измельчение зерна приводит к увеличению концентрации вакансий [27]. Несовершенства структуры границ (дислокации, избыточная концентрация вакансии) является, по мнению [ 14, 18, 27,28], источником избыточной энергии, что облегчает перенос диффундирующих атомов.
Наряду с особенностями превращений в железоуглеродистых сплавах при плазменном нагреве на интенсификацию процессов ХТО оказывает сильное влияние сам источник нагрева - плазменная струя (дуга). При плазменном нагреве (струей или дугой) азот, углерод, водород поглощаются металлом в количестве,превышающем их растворимость при тех ж температурах и давлениях, но в отсутствии плазменного нагрева [28, 29] . Высокая температура плазменной струи (дуги), где газ частично диссоциирован и ионизирован, вызывает отставание релаксационных процессов от скорости снижения температуры газа у поверхности металла.
Следствием этого является взаимодействие с металлом газа (плазмы) в неравновесном, относительно его температуры состоянием. Сверхравновесное поглощение газа в некоторых случаях приводит к значительному перенасыщению металла газом и к стремлению выделиться из него, что приводит к пористости на поверхности металла [24].
Важной особенностью плазменного нагрева является, также неоднородность температурного поля нагрева, свойственная всем процессам, использующим концентрированные источники нагрева. Отсюда усиление термодиффузионных процессов на границе металл-активная среда. Кроме того, использование плазменной дуги позволяет ускорить диффузионные процессы за счет электронного тока (электротермический эффект).
Таким образом, причины интенсификации процессов насыщения легирующими элементами при плазменном нагреве заключаются в следующем:
- при плазменном нагреве образуется мелкозернистый и мелкоблочный аустенит (в который диффундирует тот или иной элемент), содержащий в себе большее количество дефектов структуры (границы зерен блоков, дислокации и т.д.), что значительно облегчает процесс диффузии на границе раздела металл-активная среда;
- использование плазменной струи (дуги) позволяет создать лучшие условия для протекания поверхностных реакций, заключающихся в сверхравновесномпоглощениигаза ивысокойактивностинасыщающейсреды (газовая, твердая, жидкая фаза );
- резко сокращается время нагрева поверхности металла до температуры насыщения (доли секунд).
Охлаждение
При охлаждении аустенитной структуры возможно два типа γ→α -превращения: диффузионное и бездиффузионное. Прискорости охлаждения W‹W1 реализуется первый тип, а при W>W2 только второй тип. (Характерные значения для доэвтектоидной стали W1 ≈50° С\с, эвтектоидных W ≈100º С\с.
Для получения мартенсита в железоуглеродистых сплавах необходимо обеспечить скорость охлаждения выше критической, которая для большинства сталей составляет 50-200 ° С\с [1. При плазменном упрочнении скорость охлаждения значительно превышает критическую и составляет 102-105 ° С\с [9]. Таким образом, распад аустенита происходит по бездиффузионному механизму с образованием мартенсита. Как уже отмечалось, при плазменном нагреве образуется неоднородный аустенит, и, как следствие этого, при охлаждении объемы с разной концентрацией углерода будут закаливаться по-разному. Диапазон температур, в которых происходит мартенситное превращение, существенно увеличивается. Превращение малоуглеродистого аустенита происходит при температуре 350-420° С с образованием мелкоигольчатого мартенсита [15, 19, 22]. С ростом концентрации углерода температура мартенситного превращения снижается до 100° С с образованием пластинчатого мартенсита. Для охлаждения неоднородного аустенита требуются большие скорости охлаждения [19, 20, 22], по сравнению с однородным аустенитом. Это связано с тем, что повышение градиента концентрации углерода приводит к ускорению диффузии и облегчению распада аустенита.
Однако, по мнению [9- 13], существуют оптимальные скорости охлаждения аустенита (102- 103 °С\с), которые при плазменном упрочнении увеличиваются, по сравнению с закалкой традиционными методами. При слишком больших скоростях охлаждения, свыше 105 ºС\с, повышается доля остаточного аустенита и возрастает вероятность образования трещин.
Таким образом, основными физическими особенностями плазменного поверхностного упрочнения являются: увеличение температурных интервалов α→ γ и γ→α - превращений, доминирование бездиффузионных механизмов фазовых переходов, наследование дефектов и карбидной фазы исходной структуры,влияние состояния исходной структуры; влияние термоупругих1 и остаточных напряжений.
Термодеформационные процессы в железоуглеродистых сплавах при плазменном упрочнении
После плазменного упрочнения металлов в поверхностном слое возникают остаточные напряжения, появление которых обусловлено двумя основными причинами: термическими напряжениями при неоднородном температурном поле и структурными превращениями. Остаточные напряжения при поверхностном упрочнении распределяются, по мнению [1, 9, 10, 12, 16, 24, 25], следующим образом: в поверхностном слое Хс (10-100 мкм) они носят сжимающий характер, а в более глубоком слое Хр (0,3-3 мм) переходят в растягивающие напряжения и по мере углубления в глубь металла уменьшаются до нуля, рис.2.6.
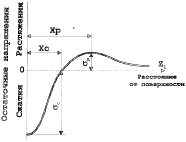
Рис.2.6. Схема распределения остаточных напряжений по глубине
упрочненного поверхностного слоя.
σс 9 σр – величина максимальных остаточных напряжений сжатия и растяжения;
хС9 хр- глубина залегания.
На характер распределения остаточных напряжений большое влияние оказывают параметры режимов упрочнения, химический состав упрочняемого материала, исходное состояние поверхностного слоя и т.д. Изменяя параметры режимов упрочнения, можно получить разную глубину закаленного слоя и различный характер остаточных напряжений по глубине материала, рис.2.7.
Термоупругие напряжения, действующие в процессе охлаждения, сдвигают влево термокинетические кривые распада аустенита, что приводит к необходимости увеличения критических скоростей охлаждения.
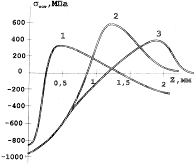
Рис. 2.7. Распределение остаточных напряжений на стали 45 при различной глубине
закаленного слоя (плазменная закалка): 1 - 0,5 мм ; 2 – 1,0 мм ; 3 2 мм.
Эпюры остаточных напряжений на поверхности сталей показывают сильную неравномерность, рис.2.8. В центре упрочненной зоны (у=0) при мощности плазменной струи 1,5 кВт имеются незначительные напряжения растяжения. С увеличением мощности плазменной струи до 2,5 кВт, характер распределения и знак остаточных напряжений в центре упрочненной зоны (у— 0) изменяется. Это связано с тем, что с увеличением мощности плазменной струи, металл в зоне обработки нагревается до температуры выше фазовых превращений, на стадии охлаждения образуется мартенсит. Подобный характер изменений остаточных напряжений в зависимости от мощности получен при упрочнении плазменной струей на стали 45, рис. 2.9.
На углеродистых сталях максимальные напряжения сжатия зафиксированы при упрочнении с оплавлением поверхностно Однако, дальнейшее увеличение мощности приводит к снижению напряжения сжатия в центре упрочненной зоны, что связано с увеличением объема жидкой ванны и, как следствие этого, уменьшение скорости охлаждения. Увеличение мощности плазменной струи (дуги) приводит к существенному изменению тепловых процессов, фазовых и структурных превращений при упрочнении, вследствие чего изменяются не только остаточные напряжения в центре упрочненной зоны, но и характер их распределения поперек зоны в направлении оси y. На рис. 2.10. показано распределение на поверхности стали У10, 9ХМФ в зависимости от мощности.
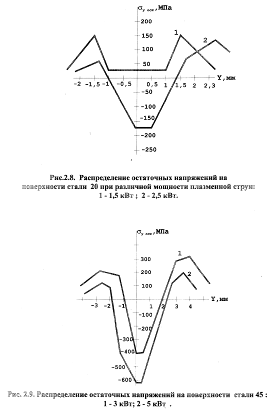
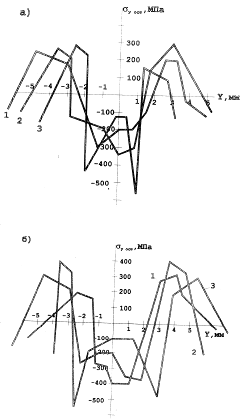
Рис. 2.10. Распределение остаточных напряжений на поверхности
сталей У10 (а) и 9ХФМ (б) при различной мощности
плазменной струи. 1.Р = 2.5 кВт; 2. Р = 3,5 кВт; 3. Р = 5,5 кВт /оплавление/
В работах [1,16, 32, 35] отмечалось, что значительное влияние на распределение остаточных напряжений при поверхностном упрочнении оказывает скорость обработки.
На рис. 2.11. доказано влияние скорости обработки сталей 20, 45, 40Х, 9ХМФ.
При небольших скоростях обработки в центре упрочненной зоны (с оплавлением) сталях 20, 45,40Х формируются растягивающие напряжения, а краям зоны оплавления - напряжения сжатия.
С увеличением скорости обработки напряжения в центре зоны переходят из растягивающих в сжимающие.
На стали 9ХМФ с увеличением скорости обработки напряжения сжатиявцентре, зоны
(у – 0) переходят в растягивающиеся.
Рис.2.11. Изменение остаточных напряжений в
центре упрочненной зоны в зависимости
от скорости обработки (мощность Р=4, 5 кВт);
1. –Сталь 20; 2. – Сталь 45; 3. – Сталь 40Х;
4- Сталь 9ХФМ
Проведенные исследования показали, что распределение остаточных напряжений по ширине упрочненной зоны на всех исследованных сталях характеризуются сильной неравномерностью. Более резкий переход от сжимающих напряжений к напряжениям растяжения наблюдается по глубине упрочненного слоя, что в некоторых случаях может приводить к снижению прочности (вследствие хрупкого скола участков упрочненного слоя).
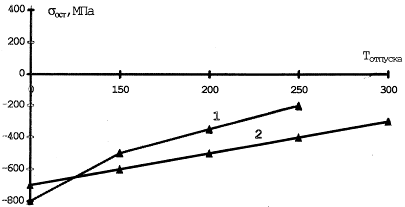
Рис. 2.12. Зависимость остаточных напряжений
в упрочненных сталях 45(1), 30ХГСА(2), от температуры отпуска.
В связи с этим, необходимо выбирать оптимальные режимы упрочнения
(в зависимости от типа стали) с благоприятным распределением остаточных напряжении Кроме того, при поверхностном упрочнении необходимо создавать благоприятные остаточные напряжения по величине, знаку и распределению, при которых в наибольшей мере компенсируются напряжения, создаваемые внешним напряжением. Известны случаи [18,19] снятия или перераспределения остаточных напряжений в процессе работы - под воздействием циклических упругих деформаций, малых пластических деформаций , при однократных перегрузках или невысокого, но продолжительного нагрева в процессе работы и т.д. Так, в процессе отпуска, происходит уменьшение остаточных напряжений за счет их релаксации. В образцах из стали 45, ЗОХГСА, закаленных при помощи плазменного упрочнения, после низкотемпературного отпуска наблюдается уменьшение сжимающих остаточных напряжений в упрочненном слое, рис.2. 12.
Способы плазменного поверхностного упрочнения можно разделить на два больших направления – процессы, проводящиеся с материалами в твердом состоянии и при расплавлении их поверхности [9, 10, 13, 14, 23-26]. На рис. 2.13. Приведена часть вариантов плазменного поверхностного упрочнения, которые теоретически и практически возможно осуществить.
2.13. Способы плазменного поверхностного упрочнения

Рис. 2.13. Способы плазменного поверхностного упрочнения материалов
В настоящее время наиболее широко исследуются следующие направления:
1. Закалка сплавов из твердого состояния со скоростями нагрева и охлаждения 102-104ºС\с;
2. Закалка сплавов из жидкого состояния с высокими скоростями плавления и кристаллизации 102 – 105 º С\с ;
3. Поверхностное легирование, наплавка материала, обработка предварительно нанесенных на металл покрытий, нагрев поверхностных слоев после традиционной ХТО;
4. Оплавление и затвердевание с высокими и сверхвысокими скоростями (104- 107 °С\с), приводящие к аморфизации (стеклованию) тонкого поверхностного слоя.
На стадии лабораторных исследований находится плазменное ударное упрочнение, реализуемое за счет коротких промежутков времени. Газодинамический напор плазменного потока создает в зоне обработки давление, ( 400-800 МПа), что значительно выше предела текучести аустенита. Многочисленные исследования в области плазменного упрочнения [9, 10, 13, 14, 23-26] с использованием электронной и оптической микроскопии показали, что зона термического воздействияплазменной струи (дуги) имеет форму сегмента и по своему строению аналогична ЗТВ электронного и лазерного луча [1, 16. При нагреве плазменной струей (дугой) поверхности металла происходит нагрев поверхности слоя до различных температур, вследствие чего он имеет слоистое строение. В зависимости от микроструктуры и микротвердости в сталях по глубине различают три слоя.
- Первый слой - зона оплавления, имеет место при закалке из расплавленного состояния. Зона оплавления имеет столбчатое строение с кристаллами, вытянутыми в направлении теплоотвода. Основная структурная составляющая мартенсит.
- Второй слой - зона закалки из твердой фазы, образующийся в интервале температур Тпл › Тзак › ТАс1. По глубине слой характеризуется сильной структурной неоднородностью, т.к. наряду с полной закалкой происходит неполная закалка. В верхней границе слоя, ближе к поверхности, наблюдается мартенсит и остаточный аустенит. В нижней границе слоя, ближе к исходному металлу, наряду с мартенситом наблюдаются элементы исходной структуры: феррит в доэвтектоидных сталях и цементит в заэвтектоидных.
- Третий слой - переходная зона, в которой металл нагревается до температур ниже точки Ас1, в котором основными структурами являются структуры отпуска.
Слоистое строение упрочненной зоны характерно для всех способов плазменного упрочнения. Конкретные структуры и строение зоны плазменного воздействия для каждого способа и типа стали будут рассмотрены ниже. Геометрические параметры зоны плазменного нагрева характеризуются шириной и глубиной упрочненного поверхностного слоя, которые для большинства способов зависят от параметров режима упрочнения (мощности плазменной струи (дуги), дистанции упрочнения, скорости обработки), рис. 2.14.
В работах [23-25] для определения интервала гарантированного упрочнения (ИГУ) металлов используется энергетический параметр плотность энергии по
Поверхности W, Дж/мм 2. Первый энергетический порог W1 соответствует началу аустенитных превращений в стали.
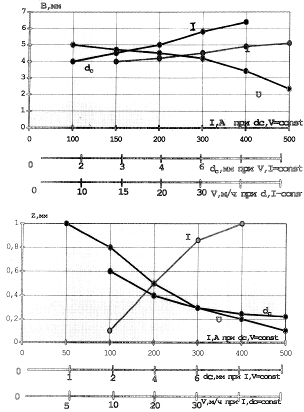
Рис. 2.14. Влияние параметров процесса упрочнения
на геометрию упрочненной зоны: ширину В/а/ и глубину Z/б/.
При дальнейшем увеличении плотности энергии поверхностная твердость в зоне плазменного воздействия резко возрастает и при втором критическом значении достигает почти максимальной величины. В диапазонеW1 – W2процессы α→γи γ→α - превращений протекаютужедостаточноплотно.
|
|
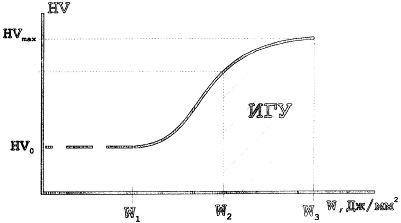
Третий энергетический порог W3 соответствует началу микроплавления. Энергетический порог W2 – W3, по мнению [23-25],можно считать интервалом гарантированного упрочнения (ИГУ) для данного материала, рис. 2. 15.
Рис. 2.15. Влияние плотности энергии в пятне нагрева
на поверхностную твердость
Однако на практике использование этого энергетического параметра не нашло широкого применения. Как правило, в качестве основных параметров используют силу тока дуги в плазмотроне, дислокацию упрочнения, диаметр сопла, скорость обработки. Наиболее сильно на степень упрочнения оказывает влияние скорости обработки и сила тока, т.к. они позволяют регулировать скорость нагрева и охлаждения, рис. 2.16.
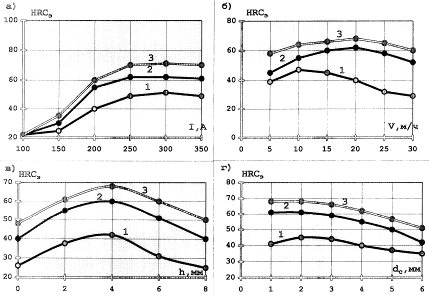
Рис. 2.16. Влияние основных параметров плазменного упрочнения:
силы тока /а/, скорости упрочнения /б/, дистанции обработки /в/, диаметра сопла /г/
на твердость упрочненной зоны / закалка без оплавления/;
1 - Сталь 20 ; 2 – Сталь 45 ; 3 – Сталь 60
Для поисков оптимальных режимов рекомендуется использовать следующий прием. На образце-свидетеле производится упрочнение оплавления поверхности (изменяя параметры: силу тока или скорость упрочнения). При появлении первых признаков оплавления, плавным изменением одного из параметров добиваются исчезновения оплавления и вблизи этого порога проводят упрочнение без оплавления поверхности. Экспериментально установлено, что при таком подходе нет необходимости производить трудоемкой операции (металлографический анализ), т.к. глубина плазменного упрочнения оказывается максимальной.
Кроме того, для нахождения максимальной глубины закалки можно использовать выражение Z = √4аt, где а - температуропроводность материала, которое определяет глубину проникновения тепловой энергии в металл за время t.
Степень упрочнения (отношение закаленной структуры к исходной) определяют при помощи измерения микротвердости. Твердость тонких слоев, толщиной менее 0,5 мм., измерять по шкале HRC нельзя, т.к. алмазный конус может проникнуть на глубину, превышающую толщину упрочненного слоя и показывать твердость низлежащих областей. Характер распределения микротвердости по глубине и ширине и ширине зоны плазменного воздействия показан на рис. 2.17. Размеры зоны зависят не только от параметров плазменного упрочнения, но и от особенностей фазовых структурных превращений (в сталях различного состава) и их прокаливаемости.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |