 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Плазменное поверхностное упрочнение металлов
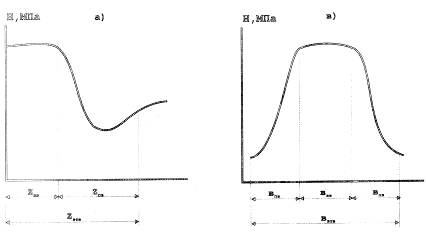
Рис. 2.17. Общий характер микротвердости по глубине /а/ и ширине /в/ зоны
термического воздействия ЗТВ при обработке без оплавления Zзз – глубина закаленного слоя;
Zпз – глубина переходного слоя; Zзтв – общая глубина ЗТВ; Взз – ширина закаленного слоя;
Впз – ширина переходного слоя; Взтв – общаа ширина ЗТВ
Многочисленные металлографические исследования структур, полученных в результате плазменного, лазерного и электронно-лучевого упрочнения, приведенные
в работах [1, 9, 10, 15, 16, 23-26] позволяют изложить общие закономерности их образования в различных железоуглеродистых сплавах.
Конструкционные углеродистые стали (доэвтектоидные)
В зоне оплавления низкоуглеродистых сталей с содержанием С<0,3 % образуется мелкоигольчатый малоуглеродистый мартенсит. Микротвердость в этой зоне составляет (5000 - 6500 Мпа) и зависит от содержания углерода в стали. Зона закалки из твердой фазы характеризуется большей структурной неоднородностью. Сохранение в структуре зоны плазменного нагрева исходного феррита создает значительную неоднородность микротвердости. С увеличением содержания углерода в стали увеличивается доля перлитной составляющей и, как следствие этого, микротвердость возрастает и ее распределение более однородно, см.табл. 2.6., 2.7.
В переходной зоне ферритная составляющая, в основном, полностью сохраняется. Присутствие феррита может отрицательно влиять на некоторые эксплутационные характеристики стали (износостойкость, усталостную прочность), В связи с этим, плазменное упрочнение целесообразно использовать для сталей, где влияние ферритной фазы незначительно.
Однако обращает на себя внимание достаточно высокая твердость закаленного слоя на низкоуглеродистых сталях (5000 - 6000 МПа), что в обычных условиях стандартной термической обработки не достигается (закалка либо вообще не про-мсходит, либо не дает такой высокой твердости), рис. 2.18. По мнению [1, 15, 16], о6ъясняется значительным изменением зерен феррита и аустенита, а также реек, пластин и пакетов мартенсита.
Табл. 2.6.
Результаты плазменного упрочнения сталей (без оплавления поверхности)
|
Марка стали |
Глубина закалки, мкм | Исходная микротвердость Н, МПа | Микротвердость после закалки, Н, МПа | ||
|
Феррит |
Перлит |
Бывшие перлитные зерна |
Феррит |
||
|
0,8 10 20 35 40 45 60 У8 30ХГСА 40Х |
80 85 100 110 110 120 140 200 200 200 |
1200-1300 1300-1400 1200-1300 1800 1800 1900 2000 - - - |
2000 2000-2200 2200 2300-2400 2300-2400 2400-2500 2500 6200 3400 2300-2500 |
2800-3000 5800-6000 4800-5300 5000-5600 6000-7100 7800-8600 9000-10500 10900-11300 6000-7500 10500-11200 |
1600 1500-1600 1600 2500-2700 2500 2600 - - - - |
Табл. 2.7.
Результаты плазменного упрочнения стали
(с оплавлением поверхности)
|
Марка стали |
Микротвердость Н, МПа |
|
|
Зона закалки из жидкой фазы |
Зона закалки из твердой фазы |
|
|
10 35 4510 40Х 30ХГСА У8 |
4000-4400 5000-5700 7000-8000 8500-9000 6200-7900 8800-9000 |
5800-6500 7100-7500 7800-8600 9600-10500 7100-8200 10200-11200 |
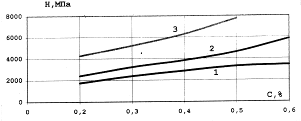
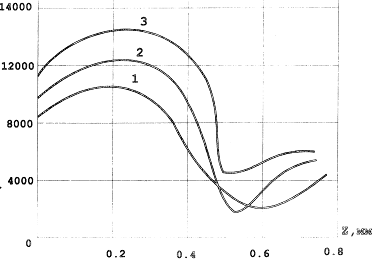
Рис. 2.18. Микротвердость доэвтектоидных сталей после
обычной и плазменной закалки.
1- исходная без закалки; 2-обычная закалка; 3 - плазменная закалка
При увеличении содержания углерода до 0,6° - 0,7 % в среднеуглеродистых сталях твердость мартенситной
|
|
структуры резко возрасает. Так в стали20микротвердостьмар-
тенсита составляет 6000 Мпа, а в
стали 45 - 8000 Мпа. Объясняется это тем, что твердость мартенсита растет с повышением содержания углерода и увеличением степени тетрагональности кристаллической решетки. При
закалке с оплавлением стали 45 в
зоне оплавления образуется мел-
кодисперсный реечный мартенсит
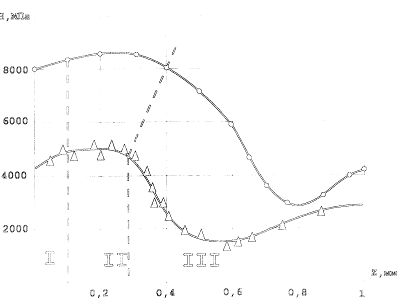
Зона закалки без оплавления состоит из верхней областис однородной структурой и нижней области с неоднородной структурой (мертенситотростит +мартенсит + троститная сетка).+ троститная сетка). В переходной зоне образуется троститоферритная структура, переходящая на границе с исходной структурой в ферритную. Микротвердость по глубине упрочненного слоя показана на рис.2.19.
При плазменном упрочнении без оплавления поверхности среднеуглеродистых сталей область более однородного мартенсита отсутствует и троститферритная сетка вокруг мартенсита может доходить до поверхности, что приводит к снижению твердости. Это связанно с частичной гомогенизацией аустенита.
Инструментальные стали /эвтектоидные, заэвтектоидные/
|
|
По химическому составу инструментальная сталь разделяется на углеродистую, легированную и высоколегированную /быстрорежущую/. В особую группу можно выделить штамповые и валковые инструментальные стали.
Плазменному поверхностному
упрочнению подвергались
инструментальные углеродистые
сталиУ7, У8, У10, У12 с оплавлением и безоплавления
Рис. 2.20. Распределение микротвердости по глубине упрочнения
поверхностности. При закалке с оплавлением поверхности в зонезакалки из жидкой фазы, кроме мелкодисперсного мартенситазафиксировано большее количество остаточного аустенита /в стали У8 достигает 35%, в стали У12 – 50%.
В тоже время микротвердость Инструментальных сталей после плазменной закалки очень высокая, рис. 2.20.
|
|
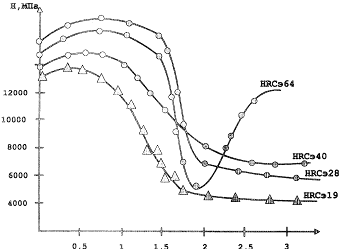
В зоне закалки из твердой фазы закаленный слой имеет ярко выраженную неоднородность. Ближе к обрабатываемой поверхности твердый раствор насыщен углеродом, что способствует образованию повышенного количества аустенита. В нижней границе слоя остаточного Рис.2.21. Распределение микротвердости по глубине упрочненного слоя стали У10 после плазменного упрочнения с различным исходным состоянием.
аустенита значительно меньше, вследствие чего достигается максимальная твердость. Кроме того, в нижней границе слоя наблюдается большее количество нерастворенных карбидов.
Большое значение для получения высокой твердости оказывает исходное состояние стали. Так, в стали У8, У10 (предварительно объемно закаленной) становится возможным бездиффузионное обратное мартенситное превращение с наследованием аустенитной дефектной структуры мартенсита при полном торможении в процессе плазменного нагрева эффектов разупрочнения и рекристаллизации, рис. 2.21.
При упрочнении, без оплавления предварительно закаленной стали (У 10) с исходной структурой мартенсита в зоне нагрева появляется третий слой - слой отпуска (высокодисперсная структура тростита). Микротвердость слоя отпуска со структурой тростита составляет 4000-4300 Мпа. Формирование зоны отпуска на границе закаленного слоя с исходной структурой может играть роль «мягкой» прослойки, способной тормозить развитие трещин, распространяющихся от поверхности .
Легированные инструментальные стали
Плазменному упрочнению подвергались стали 9ХФ, 9ХФМ, 9ХС, 9Х5ВФ, 6ХС, 55Х7ВСМФ, 7ХНМА, 8Н1А, ИХ, 13Х, ХВГ с оплавлением и без оплавления поверхности.
При упрочнении без оплавления поверхности в зоне оплавления возникает мелкодисперсная структура высокоуглеродистого мартенсита и остаточного аустенита. Вследствие высокой скорости плавления и кристаллизации, в зоне оплавления наблюдаются нерастворенные карбиды. Высокая легированность мартенсита в зоне оплавления обеспечивает большие значения микротвердости (12000-14000 Мпа). Однако, в большинстве случаев в зоне оплавления появляются микротрещины, что приводит к сколу и выкрашиванию упрочненного слоя.
Плазменное упрочнение без оплавления поверхности легированных инструментальных сталей приводит к формированию в упрочненной зоне сильно неоднородной структуры. Вследствие незавершенности процессов аустенизации в упрочненном слое образуются мартенсит + нерастворенный цементит + остаточный аустенит. (Так в стали 9ХФ и 9ХФМ количество остаточного аустенита достигает 35 %, а в стали 55Х7ВСМФ до 40 %. Количество остаточного аустенита по глубине упрочненной зоны уменьшается и уже на глубине 80-100 мкм не превышает его содержание в данной стали при обычной объемной закалке.
Табл. 2.8.
Твердость стали после обработки холодом /жидкий азот/
| Марка стали | Микротвердость, МПа | ||
| Исходная | После плазменного упрочнения | Плазменное упрочнение + обработка холодом | |
|
9ХФ 9ХФМ ХВГ 55Х7ВСМФ 9ХС 8Н1А 13Х 9Х5ВФ |
2600-2800 2600-2800 2000-2500 2800-3000 2200-2800 2500-2800 9500-10100 9500-11000 |
10000-11000 10500-11200 13000-14000 11500-12000 12000-12500 11000-11800 12200-12800 12200-13800 |
12200-13100 11000-13000 14500-15400 12500-13800 12500-13800 12000-13800 13100-13500 14000-14800 |
Для устранения остаточного аустенита после плазменной закалки была проведена обработка холодом.Известно, что в легированных инструментальных сталях точка конца мартенситного превращения лежит ниже комнатной температуры. При дальнейшем охлаждении в жидком азоте этих сталей происходит мартенситное превращение, и количество остаточного аустенита заметно снижается, табл. 2.8.
|
|
Проведенные исследования показали, что обработка холодом приближает легированные инструментальные стали по твердости к твердым сплавам ( НRСЭ65- 80) и находится на одном уровне
с быстрорежущими инструментальными сталями(НRСэ65-69).
Однако использование этой
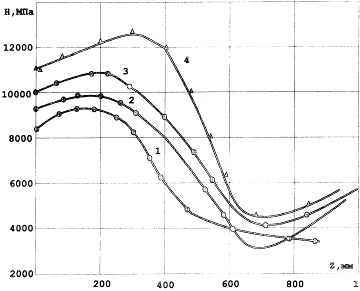
Рис. 2.22. Распределение микротвердости по глубине упрочненной зоны на стали после плазменного упрочнения (без оплавления)
операции в практических целях очень затруднительно и требует дальнейших исследований.
При упрочнении легированных инструментальных сталей отмечается «эффект» максимальной твердости на некоторой глубине от поверхности, рис. 2.22.Призакалкелегированных инструментальных сталей
Требуются меньшие скорости охлаждения, чем для углеродистых, т.к. аустенит в них более 13Х(1), стали 9ХС(2), стали 9ХФМ(3) устойчив против распада. Легирующие элементы способны образовывать с углеродом соединения (в виде карбидов, которые удерживают углерод в труднорастворимых соединениях), препятствующие насыщению аустенита. Однако влияние легирующих элементов на микротвердость упрочненного слоя уменьшается с увеличением содержания углерода. Стали, содержание хрома в которых превышает 2-3 %, упрочняются менее эффективно в связи с сильным влиянием легирующих примесей на процесс закалки.
Быстрорежущие инструментальные стали
Плазменному упрочнению с оплавлением и без оплавления поверхности подвергается уже готовый инструмент, прошедший окончательную термическую обработку, изготовленный из различных марок стали Р18, Р6М5, РУМ4К8.
При упрочнении с оплавлением поверхности стали Р18 в зоне оплавления происходит растворение карбидов, повышается степень легирования и устойчивость аустенита. Как следствие этого твердость оказывается ниже, чем твердость стали после обычной термической обработки.
Табл. 2.9.
Структура и фазовый состав сталей после плазменной закалки и печного отпуска
|
Марка стали |
Способ обработки |
Структура |
Фазовые составляющие |
||||||||||||||||
|
Твердый раствор |
Карбиды |
||||||||||||||||||
|
Кол-во фаз,% |
Состав по массе, % |
Тип карбида и кол-во % |
Суммарный состав по массе, % |
||||||||||||||||
|
α |
γ |
C |
W |
Mo |
V |
Cr |
Co |
Fe |
C
|
W |
Mo |
V |
Cr |
Co |
Fe |
||||
|
Р6М5* Р6М5** |
Плазменная закалка |
Мартенсит + остаточный аустенит + карбид |
64. 1 |
26.8 |
0.4 |
3.35 |
3.1 |
1.1 |
4.2 |
- |
87.85 |
МС-1,1, М6С-8,0 |
4.0 |
31.5 |
22.5 |
7.3 |
3.4 |
- |
31.3 |
|
Плазменная закалка + отпуск при 570º С |
86.2 |
- |
0.2 |
2.4 |
1.6 |
0.6 |
4.2 |
- |
91.0 |
МС-2,6, М6С-7, М2С-3,1 М27С-1,1 М23С6 , М7С3 , М3С |
6.1 |
26.3 |
30.5 |
9.1 |
6.5 |
- |
21.5 |
||
|
Р9М4К8* |
Плазменная закалка |
62.0 |
29.0 |
0.6 |
5.0 |
3.0 |
1.7 |
3.7 |
8.9 |
77.1 |
МС-1,8, М6С-7,2 интериметаллид |
4.4 |
4.03 |
19.5 |
8.1 |
3.3 |
2.2 |
22.2 |
|
|
Р9М4К8** |
Плазменная закалка + отпуск при 580º С |
86.2 |
- |
0.2 |
3.2 |
1.8 |
1.2 |
2.9 |
9.2 |
81.5 |
МС-3,8, М2С-3,6 М6С-7,4 М27С6 , М7С3 , |
5.8 |
39.4 |
20.6 |
8.0 |
8.0 |
2.4 |
15.8 |
|
|
* Мартенсит + аустенит (твердый раствор) **Отпущенный мартенсит (твердый раствор), остаточный аустенит в пределах ошибки измерения |
|||||||||||||||||||
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |