 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
 , где
, где
хi – номер детали в выборке, n – объем выборки
![]() мм
мм
Далее выбираем меру рассеяния, чтобы определить, как тесно группируются отдельные значения вокруг среднего арифметического. Простейшей мерой рассеяния является размах(R) - это разность между наибольшим и наименьшим значениями ряда наблюдений.
![]()
R = 27,08 – 27 = 0,08 мм
Затем строим гистограмму, представляющую собой метод представления данных, сгруппированных по частоте попадания в определенный (заранее установленный) интервал. При крайней простоте построения гистограмма дает много аналитической информации о разбросе качества средних значений различных параметров, точности и стабильности протекания технологического процесса, точности работы станков и оборудования. Далее разбиваем диапазон распределения наружного диаметра оси на равные интервалы.
Исходя из полученного значения размаха, выбираем 4 интервала по 0,02мм каждый, строим таблицу.
| № п/п | Середина интервала | Граница интервала | Частота в интервале |
| 1 | 27 |
26,99 27,01 |
4 |
| 2 | 27,02 |
27,01 27,03 |
4 |
| 3 | 27,04 |
27,03 27,05 |
4 |
| 4 | 27,06 |
27,05 27,07 |
3 |
| 5 | 27,08 | 4 |
Строим гистограмму распределения значений.
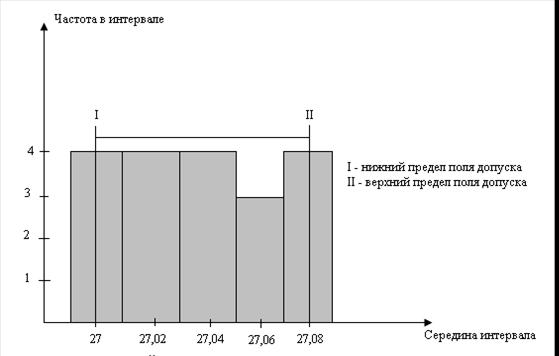
Рис.9 Гистограмма распределения значений наружного диаметра оси
Результаты проделанных расчетов вносим в таблицу.
| № п/п |
Размер хi (мм) |
Отклонение от среднего арифметического, (хi-х)2 |
Квадрат отклонения, (хi-х)2 |
Расчеты |
| 1 | 27 | -0,03 | 0,0009 |
Сумма квадратов отклонений ∑(хi-х)2 =0,0267 Среднее арифметическое этой суммы
Среднее квадратическое отклонение
|
| 2 | 27,02 | -0,01 | 0,0001 | |
| 3 | 27,08 | 0,05 | 0,0025 | |
| 4 | 27,06 | 0,03 | 0,0009 | |
| 5 | 27,08 | 0,05 | 0,0025 | |
| 6 | 27,04 | 0,01 | 0,0001 | |
| 7 | 27,02 | -0,01 | 0,0001 | |
| 8 | 27 | -0,03 | 0,0009 | |
| 9 | 27,08 | 0,05 | 0,0025 | |
| 10 | 27,06 | 0,03 | 0,0009 | |
| 11 | 27,06 | 0,03 | 0,0009 | |
| 12 | 27 | -0,03 | 0,0009 | |
| 13 | 27,04 | 0,01 | 0,0001 | |
| 14 | 27,02 | -0,01 | 0,0001 | |
| 15 | 27,02 | -0,01 | 0,0001 | |
| 16 | 27,04 | 0,01 | 0,0001 | |
| 17 | 27,08 | 0,05 | 0,0025 | |
| 18 | 27,04 | 0,01 | 0,0001 | |
| 19 | 27 | -0,03 | 0,0009 | |
| 20 | 27,02 | -0,01 | 0,0001 |
Исходя из полученных результатов, рассчитываем суммарное поле рассеяния (ω), коэффициенты точности обработки (Кт) и точности настройки (Кн).
![]() , где
, где
k – коэффициент, определяемый законом распределения (k = 6 для нормального закона).
 где
где
ω – суммарное поле рассеяния.
 где
где
∆ - координата середины поля допуска
![]()
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |