 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
При обработке оси из штучных полых заготовок целесообразно придерживаться следующей последовательности:
1) зенкерование отверстия, подрезание торца и снятие фаски;
2) предварительное и чистовое точение наружной поверхности, подрезание второго торца оси, снятие фасок, обработка бурта, точение канавок и т. п.;
Первую операцию выполняют с закреплением заготовки в трехкулачковом патроне, вторую — с установкой на шпиндельной или центровой оправке.
Обработку оси из прутков обычно выполняют с одного установа на токарных станках и автоматах в следующем порядке: подрезка торца у прутка, подача прутка до упора, зацентровка под сверление, сверление отверстия, предварительное и чистовое точение наружной поверхности, снятие фасок, развертывание и отрезание.
Универсальный токарно-винторезный станок модели 1К62
Универсальный токарно-винторезный станок модели 1К62 предназначен для выполнения самых разнообразных токарных работ с полным использованием возможностей твердосплавных инструментов. На нем могут нарезаться как метрические, дюймовые, модульные, питчевые резьбы, так и архимедовые спирали с шагом 3/8", 7/16"; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10, 11; 12 и 14 мм. На данном станке можно выполнять также копировальные работы при помощи гидрокопировального суппорта.
Конструкцией станка обеспечивается значительное уменьшение времени на его обслуживание: предусмотрено быстрое механическое установочное перемещение суппорта, однорукоятное управление задней бабкой. Возможность автоматической подачи при работе инструментами, закрепленными в пиноли задней бабки путем присоединения ее к суппорту, имеется четырехпозиционный резцедержатель с точной фиксацией в рабочих положениях и т.п. На станке установлен амперметр, показывающий нагрузку главного двигателя при данных условиях работы. Шкала амперметра состоит из трех частей: белой, соответствующей недогрузки главного двигателя; зеленой, показывающий нагрузку двигателя в пределах от 85 до 100%, и красной, соответствующей его перегрузке.
По способу управления станки делят на: станки с ручным управлением (универсальные), полуавтоматы и автоматы, с системами ЧПУ.
Общий вид станка 1К62
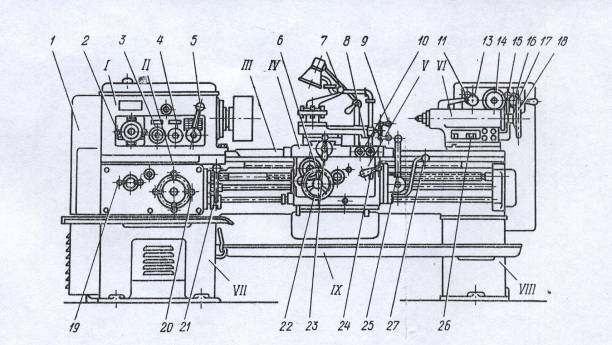
1— квадратное отверстие вала шкива для деления на многозаходные резьбы; 2,5— рукоятки установки чисел оборотов шпинделя; 3 — рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многозаходные резьбы; 4 — рукоятка установки правой и левой резьбы и подачи; 6 — кнопка выключения реечной шестерни при нарезании резьбы; 7 — рукоятка индексации и закрепления резцовой головки; 8 — винт крепления каретки для торцовых работ; 9 - рукоятка подачи верхней чисти суппорта; 10 — кнопочная станция пуска и останова главного привода; ll — рукоятка крепления пиноли задней бабки; 12— кнопка включения ускоренных ходов каретки и суппорта; 13— выключатель насоса охлаждения; 14 — линейный выключатель; 15 — рукоятка крепления задней бабки; 16 — выключатель местного освещения; 17 — выключатель гидрощупа; 18 — маховичок перемещения пиноли задней бабки; 19 — рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль; 20 — рукоятка установки величины подачи и шага резьбы; 21, 27 — рукоятка включения выключения и реверсирования шпинделя; 22 — маховичок ручного перемещения каретки; 23 — рукоятка поперечной подачи суппорта; 24 — рукоятка включения маточной гайки; 25 — рукоятка управления ходами каретки и суппорта; 26 — гайка болта дополнительного крепления задней бабки.
Техническая характеристика станка модели 1К62
| № п.п. | Наименование параметра | Единица измерения | Величина параметра |
|
1 2 3 4 5 6 7 8 9 10 11 12 |
Наибольший диаметр изделия, устанавливаемого над станиной Наибольший диаметр точения над нижней частью суппорта Диаметр отверстия в шпинделе Расстояние между центрами (РМЦ) Наибольшая длина обтачивания (соответственно РМЦ) Пределы чисел оборотов шпинделя Пределы продольных подач суппорта Пределы поперечных подач суппорта Нарезаемая резьбы: -метрическая -дюймовая -модульная -питчевая Мощность главного электродвигателя (в зависимости от заказа) Вес станка: РМЦ 710 мм РМЦ 1000 мм РМЦ 1400 мм Габариты станка: длина ширина высота |
мм мм мм мм мм об/мин мм/об мм/об шаги в мм число ниток на 1 модуль питч кВт/л.с кг кг кг мм мм мм |
400 220 47 710, 1000, 1400 640, 930, 1330 12,5-2000 0,07-4,16 0,035-2,08 1-192 24-2 0,5-48 96-1 10/13,4 7,5/10 2080 2140 2222 2522,2812 3212 1166 1324 |
Выбор резцов
Многообразие видов поверхностей заготовок, обрабатываемых на станках токарной группы, привело к созданию большого числа токарных резцов. Главным принципом классификации резцов является их технологическое назначение. Различают резцы: проходные - для обтачивания наружных цилиндрических и конических поверхностей; расточные проходные и упорные - для растачивания сквозных и глухих отверстий; отрезные - для отрезки заготовок; резьбовые - для нарезания наружных и внутренних резьб; фасонные - для обрабатывания фасонных поверхностей; прорезные - для протачивания кольцевых канавок; галтельные - для обтачивания переходных поверхностей между ступенями валов по радиусу.
По характеру обработки резцы делят на черновые, получистовые и чистовые, по направлению движения подачи - на правые и левые. Правые работают с подачей справа налево, левые - слева направо. По конструкции резцы делят на целые, с приваренной или припаянной пластиной режущего материала, со сменными пластинами. Широко применяют резцы с многогранными неперетачиваемыми пластинами. Когда одна из режущих кромок пластины выходит из строя вследствие затупления, открепляют механический прижим и устанавливают в рабочее положение следующую режущую кромку.
Резцы из быстрорежущей стали. Размеры токарных (ГОСТ 10043—62), расточных (ГОСТ 10044—62)
Резец токарный, проходной
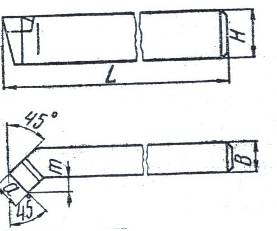
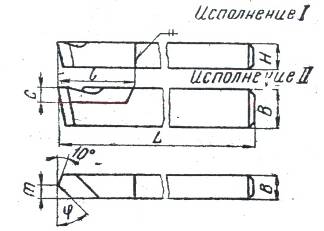
Резец токарный, проходной с углом ф = 45 и 60 0 , мм
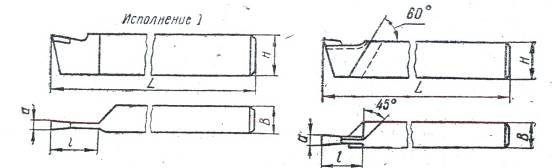
Резец токарный, отрезной
Технологический процесс производства детали «Ось правый» представлен в таблице 1.
| № операции | Содержание операции | Применяемое оборудование |
| 005 | Фрезерование торцов и зацентровка | Фрезерно-центровальные станки МР37,МР71,МР78 |
| 010 | Черновая токарная обработка | Токарные станки 16К20, 1712П, 16К20Ф3 |
| 015 | Термическая обработка - улучшение | Термическая индукционная печь |
| 020 | Чистовая токарная обработка | Токарные станки 16К20, 1712П, 16К20Ф3 |
| 025 | Токарная обработка | Токарные станки 16К20, 1712П, 16К20Ф3 |
| 025 | Предварительное шлифование | Круглошлифовальные станки 3М151, 3А152 |
| 065 | Нарезание резьбы | Токарно-винторезные станки 16К20, 1А616 |
| 070 | Окончательное шлифование поверхности | Круглошлифовальные станки 3М151, 3А153А |
| 105 | Калибровка резьбы, зачистка заусенцев | Резьбовой калибр кольцо |
| 110 | Промывка | Промывочная ванна |
| 115 | Окончательный контроль | Измерительные приборы и инструменты |
Раздел 3. Расчет показателей качества технологического процесса изготовления оси и точности производственного оборудования
Любой процесс производства строится так, чтобы соблюдать и обеспечивать требуемую величину показателей качества выпускаемой продукции. Однако качество сырья, инструмента, настройка станков, квалификация операторов и другие важные производственные факторы подвержены значительным случайным колебанием, что вызывает рассеяние показателей качества.
Качество изготавливаемых изделий зависит от четкого соблюдения требований при выполнении каждой технологической операции, поэтому обеспечение качества в процессе производства требует, прежде всего, контроля технологического процесса и производственного оборудования с целью определения его пригодности к выполнению отдельных операций, соблюдением предельных допусков и стандартных норм. При этом обычно определяют соотношение между полем рассеяния интересующего показателя качества (погрешности формы, размеров, взаимного расположения, твердости) и допуска на данный показатель по технологической норме на исследуемую операцию.
Современное производство имеет одну существенную особенность: периодический контроль по результатам, которого разрабатываются корректирующие воздействия, направленные на стабилизацию технологического процесса с целью профилактики брака. Кроме того, современное производство немыслимо без плановой аттестации продукции. Речь идет о численной оценке различных показателей качества, причем нельзя ограничиваться измерением только одного изделия. Необходимо провести измерения всех изделий партиями и выборку из него.
Задача оценки качества технологического процесса и производственного оборудования заключается в том, чтобы в случае недостаточной точности исследуемых операций выявить причины имеющихся погрешностей и принять меры по ликвидации наиболее значительных погрешностей обработки.
Моей задачей будет рассчитать важнейшие показатели качества технологического процесса обработки оси и точность производственного оборудования.
Анализ качества технологического процесса обработки и точности производственного оборудования необходимо проводить на нескольких самых значимых операциях, входящих в технологический процесс обработки оси. В моем случае это токарная обработка, предварительное и окончательное шлифование.
Задача. Дана выборка из 20 осей, для которых контролировался наружный диаметр. Причем наружный диаметр контролировался на всех трех ключевых операциях, обеспечивающих точность детали (токарная обработка, предварительное и окончательное шлифование).
1.Токарная обработка
Контролируется ось Ø 27+0,08. Находим верхний и нижний пределы поля допуска.
dmin=27 мм, dmax = 27,08 мм
Результаты измерений представлены в таблице.
| № п/п | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Диаметр | 27 | 27,02 | 27,08 | 27,06 | 27,08 | 27,04 | 27,02 | 27 | 27,08 | 27,06 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 27,06 | 27 | 27,04 | 27,02 | 27,02 | 27,04 | 27,08 | 27,04 | 27 | 27,02 |
Находим среднее арифметическое данной выборки по формуле:
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |