 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Проектирование технологического процесса изготовления детали "Ось"
![]() коп.
коп.
![]() коп/ч.
коп/ч.
Капитальные вложения в станок и здание можно определить:
![]() , коп/ч,
, коп/ч,
гдеЦ – балансовая стоимость станка, принимаем Ц = 2200.
![]() , коп/ч,
, коп/ч,
Где F – производственна площадь, занимаемая станком, с учетом проходов:
![]() , м2,
, м2,
где![]() - производственная
площадь, занимаемая станком,
- производственная
площадь, занимаемая станком, ![]() м2;
м2;
![]() - коэффициент, учитывающий
дополнительную производственную площадь,
- коэффициент, учитывающий
дополнительную производственную площадь, ![]() .
.
![]() м2.
м2.
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
Стоимость механической обработки на рассматриваемой операции:
![]() , коп.
, коп.
![]() коп.
коп.
2. Операция 10 выполняется на станке 1П365.
Ц = 3800 руб.
![]() м2.
м2.
ТШТ = 1,48 мин.
mП = 1.
М = 1.
![]() .
.
![]() .
.
![]()
![]()
![]()
![]()
![]()
![]() коп.
коп.
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
![]() м2.
м2.
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
![]() коп.
коп.
Сопоставив варианты выполнения токарной операции на различных станках, приходим к выводу, что токарную обработку наружных поверхностей детали следует производить на токарно-револьверном станке модели 1П365. Так как себестоимость механической обработки детали ниже, чем если выполнять ее на станке модели 1К62.
2. Проектирование специальной станочной оснастки
2.1 Исходные данные для проектирования станочной оснастки
В данном курсовом проекте разработано станочное приспособление для операции №35, в которой производится сверление, зенкерование и развертывание отверстий при помощи станка с ЧПУ.
Тип производства, программа выпуска, а также затраты времени на операцию, определяющие уровень быстродействия приспособления при установке и снятии детали, повлияли на решение механизировать приспособление (зажим детали в тиках происходит за счет пневмоцилиндра).
Приспособление используется для установки только одной детали.
Рассмотрим схему базирования детали в приспособлении:
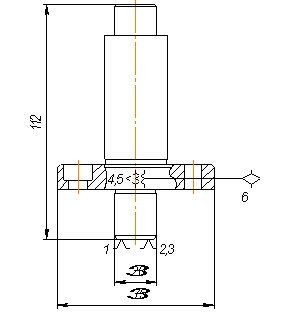
Рисунок 2.1 Схема установки детали в тисках
1, 2, 3 – установочная база – лишает заготовку трех степеней свободы: перемещение вдоль оси ОХ и вращения вокруг осей ОZ и ОY; 4, 5 – двойная опорная база – лишает двух степеней свободы: перемещение вдоль осей OY и OZ; 6 – опорная база – лишает вращения вокруг оси ОХ.
2.2 Принципиальная схема станочного приспособления
В качестве станочного приспособления будем использовать машинные тиски, оснащенные пневмоприводом. Пневмопривод обеспечивает постоянство усилия зажима детали, а также быстроту закрепления и открепления обрабатываемой детали.
2.3 Описание конструкции и принципа работы
Универсальные самоцентрирующие тиски с двумя подвижными сменными губками предназначены для закрепления деталей типа ось при проведении сверления, зенкерования и развертывания отверстий. Рассмотрим конструкцию и принцип работы приспособления.
На левом торце корпуса 1 тисков закреплена переходная втулка 2, а на ней пневмокамера 3. Между двумя крышками пневмокамеры зажата диафрагма 4, которая жестко закреплена на стальном диске 5, в свою очередь, закрепленном на штоке 6. Шток 6 пневмокамеры 3 через тягу 7 соединен со скалкой 8, на правом конце которой расположена рейка 9. Рейка 9 находится в зацеплении с зубчатым колесом 10, а зубчатое колесо 10 – с верхней подвижной рейкой 11, на которой установлена и закреплена с помощью двух штифтов 23 и двух болтов 17 правая подвижная губка 12. В кольцевую выточку на левом конце скалки 8 входит нижний конец пальца 14, верхний его конец запрессован в отверстие левой подвижной губки 13. Сменные зажимные призмы 15, соответствующие диаметру обрабатываемой оси, закрепляются винтами 19 на подвижных губках 12 и 13. Пневмокамера 3 прикрепляется к переходной втулке 2 с помощью 4 болтов 18. В свою очередь переходная втулка 2 присоединяется к корпусу приспособления 1 при помощи болтов 16.
При поступлении сжатого воздуха в левую полость пневмокамеры 3 диафрагма 4 прогибается и перемещает вправо шток 6, тягу 7 и скалку 8. Скалка 8 пальцем 14 передвигает губку 13 вправо, а левым реечным концом, вращая зубчатое колесо 10, перемещает верхнюю рейку 11 с губкой 12 влево. Таким образом, губки 12 и 13, сдвигаясь, зажимают обрабатываемую деталь. При поступлении сжатого воздуха в правую полость пневмокамеры 3 диафрагма 4 прогибается в другую сторону и перемещают влево шток 6, тягу 7 и скалку 8; скалка 8 разводит губки 12 и 13 с призмами 15.
2.4 Расчет станочного приспособления
Силовой расчет приспособления
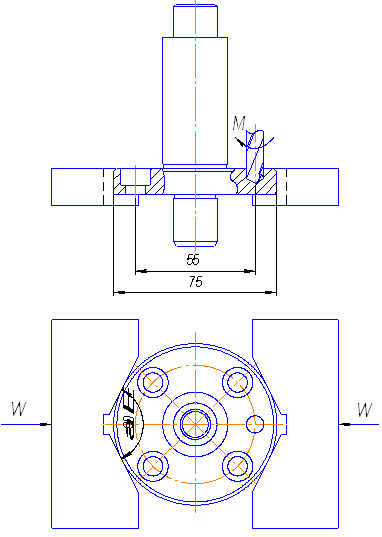
Рисунок 2.2 Схема для определения усилий зажима заготовки
Для определения силы зажима упрощенно изобразим заготовку в приспособлении и изобразим моменты от сил резания и искомую потребную силу закрепления.
На рисунке 2.2:
М – крутящий момент на сверле;
W – потребное усилие закрепления;
α – угол призмы.
Потребное усилие закрепления заготовки определяется по формуле:
![]() , Н,
, Н,
гдеМ – крутящий момент на сверле;
α – угол призмы, α = 90;
![]() - коэффициент трения на рабочих
поверхностях призмы, принимаем
- коэффициент трения на рабочих
поверхностях призмы, принимаем ![]() ;
;
D – диаметр заготовки, D = 75 мм;
К – коэффициент запаса.
K = k0∙k1∙k2∙k3∙k4∙k5∙k6 ,
где k0 – гарантированный коэффициент запаса, для всех случаев обработки k0 = 1,5
k1 – коэффициент, учитывающий наличие случайных неровностей на заготовках, что влечет за собой увеличение сил резания, принимаем k1 = 1;
k2 – коэффициент, учитывающий увеличение сил резания от прогрессирующего затупления режущего инструмента, k2 = 1,2;
k3 – коэффициент, учитывающий увеличение сил резания при прерывистом резании, k3 = 1,1;
k4 – коэффициент, учитывающий непостоянство усилия зажима при использовании пневморычажных систем, k4 = 1;
k5 – коэффициент, учитывающий эргономику ручных зажимных элементов, принимаем k5 = 1;
k6 – коэффициент, учитывающий наличие моментов, стремящихся повернуть заготовку, принимаем k6=1.
K = 1,5∙1∙1,2∙1,1∙1∙1∙1 = 1,98.
Крутящий момент
М = 10∙СМ∙ Dq ∙ Sу ∙Кр.
где СМ, q, у, Kр, – коэффициенты [5], с.281.
S – подача, мм/об.
D – диаметр сверления, мм.
М = 10∙0,0345∙ 82 ∙ 0,150,8 ∙0,92 = 4,45 Н∙м.
![]() Н.
Н.
Определим усилие Q на штоке диафрагменной пневмокамеры. Усилие на штоке изменяется по мере его движения, так как на определенном участке перемещения начинает оказывать сопротивление диафрагма. Рациональная длина хода штока, при которой не происходит резкого изменения усилия Q, зависит от расчетного диаметра D, толщины t, материала и конструкции диафрагмы, а также от диаметра d опорного диска.
В нашем случае принимаем диаметр рабочей части диафрагмы D = 125 мм, диаметр опорного диска d = 0,7∙D = 87,5 мм, диафрагма изготавливается из прорезиненной ткани, толщина диафрагмы t = 3 мм.
Усилие в исходном положении штока:
![]() , Н,
, Н,
Где р – давление в пневмокамере, принимаем р = 0,4∙106 Па.
![]() Н.
Н.
Усилие на штоке при перемещении на 0,3D:
![]() , Н.
, Н.
![]() Н.
Н.
Расчет приспособления на точность
Исходя из точности выдерживаемого размера обрабатываемой детали к соответствующим размерам приспособления предъявляют следующие требования.
При расчете на точность
приспособлений суммарная погрешность ![]() при
обработке детали не должна превышать величину допуска T размера, т.е.
при
обработке детали не должна превышать величину допуска T размера, т.е. ![]()
Суммарная погрешность приспособления рассчитывается по следующей формуле:
![]()
где Т – допуск выполняемого размера;
![]() - погрешность базирования,
- погрешность базирования, ![]() ,так как в данном случае
нет отклонения фактически достигнутого положения детали от требуемого;
,так как в данном случае
нет отклонения фактически достигнутого положения детали от требуемого;
![]() - погрешность закрепления,
- погрешность закрепления, ![]() ;
;
![]() - погрешность установки
приспособления на станке,
- погрешность установки
приспособления на станке, ![]() ;
;
![]() - погрешность положения детали из-за
износа элементов приспособления;
- погрешность положения детали из-за
износа элементов приспособления;
Приближенно износ установочных элементов может определяться по формуле:
![]() ,
,
гдеU0 – средний износ установочных элементов, U0 = 115 мкм;
k1, k2, k3, k4 – соответственно коэффициенты, учитывающие влияние материала заготовки, оборудования, условий обработки и числа установок заготовки.
k1 = 0,97; k2 = 1,25; k3 = 0,94; k4 = 1;
![]() мкм.
мкм.
Принимаем ![]() мкм;
мкм;
![]() - погрешность от перекоса или
смещения инструмента,
- погрешность от перекоса или
смещения инструмента, ![]() , так как в
приспособлении отсутствуют направляющие элементы;
, так как в
приспособлении отсутствуют направляющие элементы;
![]() - коэффициент, учитывающий отклонение
рассеяния значений составляющих величин от закона нормального распределения,
- коэффициент, учитывающий отклонение
рассеяния значений составляющих величин от закона нормального распределения, ![]()
![]() - коэффициент, учитывающий уменьшение
предельного значения погрешности базирования при работе на настроенных станках,
- коэффициент, учитывающий уменьшение
предельного значения погрешности базирования при работе на настроенных станках,
![]()
![]() - коэффициент, учитывающий долю
погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими
от приспособления,
- коэффициент, учитывающий долю
погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими
от приспособления, ![]()
![]() - экономическая точность обработки,
- экономическая точность обработки, ![]() = 90 мкм.
= 90 мкм.
![]()
3. Проектирование специальной контрольной оснастки
3.1 Исходные данные для проектирования контрольного приспособления
Контрольно-измерительные приспособления служат для проверки соответствия параметров изготавливаемой детали требованиям технологической документации. Предпочтение отдается приспособлениям, позволяющим определить пространственное отклонение одних поверхностей по отношению к другим. Данное приспособление отвечает этим требованиям, т.к. измеряет радиальное биение. Приспособление имеет простое устройство, удобно в эксплуатации и не требует высокой квалификации контролера.
Детали типа ось в большинстве случаев передают механизмам значительные крутящие моменты. Чтобы они работали безотказно продолжительное время, большое значение имеет высокая точность выполнения основных рабочих поверхностей оси по диаметральным размерам.
Процесс контроля предусматривает преимущественно сплошную проверку радиального биения наружных поверхностей оси, которую можно проводить на многомерном контрольном приспособлении.
3.2 Принципиальная схема станочного приспособления
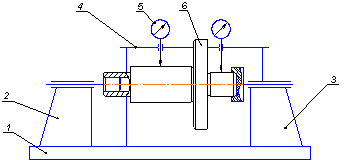
Рисунок 3.1 Принципиальная схема контрольного приспособления
На рисунке 3.1 изображена, принципиальна схема приспособления для контроля радиального биения наружных поверхностей детали ось. На схеме обозначены основные части приспособления:
1 – корпус приспособления;
2 – передняя бабка;
3 – задняя бабка;
4 – стойка;
5 – индикаторные головки;
6 – контролируемая деталь.
3.3 Описание конструкции и принципа работы
На корпусе 1 с помощью винтов 13 и шайб 26 закреплены передняя бабка 2 с оправкой 20 и задняя бабка 3 с неподвижным обратным центром 23, на которые устанавливают проверяемую ось. Осевое положение оси фиксируется неподвижным обратным центром 23. К последнему ось прижимается пружиной 21, которая расположена в центральном осевом отверстии пиноли 5 и воздействует на переходник 6. Пиноль 5 смонтирована в передней бабке 2 с возможностью вращения относительно продольной оси благодаря втулкам 4. на левом конце пиноли 5 установлен маховичок 19 с ручкой 22, который закреплен шайбой 8 и штифтом 28, крутящий момент от маховичка 19 передается на пиноль 5 с помощью шпонки 27. Переходнику 6 вращательное движение при измерении передается через штифт 29, который запрессован в пиноли 5. Помимо этого, на другом конце переходника 6 вставлена оправка 20 с конической рабочей поверхностью для точного беззазорного базирования оси, так как последняя имеет цилиндрическое осевое отверстие диаметром 12 мм. Конусность оправки зависит от допуска Т и диаметра отверстия оси и определяется по формуле:
![]() , мм
, мм
![]() мм.
мм.
В двух стойках 7, прикрепленных к корпусу 1 винтами 16 и шайбами 25, установлен вал 9, по которому перемещаются кронштейны 12 и фиксируются винтами 14. На кронштейнах 12 установлены с помощью винтов 14 скалки 10, на которых винтами 15, гайками 17 и шайбами 24 закреплены ИГ 30.
Две ИГ 30 служат для проверки радиального биения наружных поверхностей оси, которой дают один-два оборота и отсчитывают максимальные показания ИГ 30, определяющие биение. Приспособление обеспечивает высокую производительность процесса контроля.
3.4 Расчет контрольного приспособления
Важнейшим условием, которому должны удовлетворять контрольные приспособления, является обеспечение необходимой точности измерения. Точность в значительной степени зависит от принятого метода измерения, от степени совершенства принципиальной схемы и конструкции приспособления, а также от точности его изготовления. Не менее важным фактором, влияющим на точность, является точность изготовления поверхности, используемой в качестве измерительной базы у контролируемых деталей.
![]() ,
,
где![]() - погрешность изготовления
установочных элементов и их расположения на корпусе приспособления, принимаем
- погрешность изготовления
установочных элементов и их расположения на корпусе приспособления, принимаем ![]() мм;
мм;
![]() - погрешность, вызванная неточностью
изготовления передаточных элементов, принимаем
- погрешность, вызванная неточностью
изготовления передаточных элементов, принимаем ![]() мм;
мм;
![]() - систематическая погрешность,
учитывающая отклонения установочных размеров от номинальных, принимаем
- систематическая погрешность,
учитывающая отклонения установочных размеров от номинальных, принимаем ![]() мм;
мм;
![]() - погрешность базирования, принимаем
- погрешность базирования, принимаем
![]() ;
;
![]() - погрешность смещения измерительной
базы детали от заданного положения, принимаем
- погрешность смещения измерительной
базы детали от заданного положения, принимаем ![]() мм;
мм;
![]() - погрешность закрепления, принимаем
- погрешность закрепления, принимаем
![]() мм;
мм;
![]() - погрешность от зазоров между осями
рычагов, принимаем
- погрешность от зазоров между осями
рычагов, принимаем ![]() ;
;
![]() - погрешность отклонения
установочных элементов от правильной геометрической формы, принимаем
- погрешность отклонения
установочных элементов от правильной геометрической формы, принимаем ![]() ;
;
![]() - погрешность метода измерения,
принимаем
- погрешность метода измерения,
принимаем ![]() мм.
мм.
![]() мм
мм
Суммарная погрешность может составлять до 30% допуска контролируемого параметра: 0,3∙Т = 0,3∙0,1 = 0,03 мм.
0,03 мм ≥ 0,0034 мм.
3.5 Разработка карты наладки на операцию № 30
Разработка карты наладки позволяет понять сущность настройки станка с ЧПУ при выполнении операции с автоматическим способом получения заданной точности.
В качестве настроечных размеров принимаем размеры, соответствующие середине поля допуска операционного размера. Величину допуска на настроечный размер принимаем
Тн = 0,2 * Топ .
гдеТн – допуск на настроечный размер.
Топ – допуск на операционный размер.
Например, на данной операции точим поверхность Ø 32,5-0,08 , тогда настроечный размер будет равен
![]() 32,5 – 32,42 = 32,46 мм.
32,5 – 32,42 = 32,46 мм.
2
Тогда
Тн = 0,2 * (-0,08) = - 0,016 мм.
Настроечный размер Ø 32,46-0,016 .
Расчет остальных размеров ведется аналогично.
Выводы по проекту
Согласно заданию на курсовой проект спроектирован технологический процесс изготовления вала. Технологический процесс содержит 65 операций, на каждую из которых указаны режимы резания, нормы времени, оборудование и оснастка. Для сверлильной операции спроектировано специальное станочное приспособление, которое позволяет обеспечить необходимую точность изготовления детали, а также требуемое усилие зажима.
При проектировании технологического процесса изготовления вала разработана карта наладки на токарную операцию №30, которая позволяет понять сущность настройки станка с ЧПУ при выполнении операции с автоматическим способом получения заданной точности.
При выполнении проекта была составлена расчетно-пояснительная записка, в которой подробно описываются все необходимые расчеты. Также расчетно-пояснительная записка содержит приложения, в которые входят операционные карты, а также чертежи.
Список литературы
1. Справочник технолога-машиностроителя. В 2-х т./ под ред. А.Г. Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и доп. – М.: Машиностроение, 1986 – 496 с.
2. Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. _ М.: Высш. шк., 1985 – 304 с.
3. Марасинов М.А. Руководство по расчету операционных размеров.- Рыбинск. РГАТА, 1971.
4. Марасинов М.А. Проектирование технологических процессов в машиностроении: Учебное пособие.- Ярославль.1975.-196 с.
5. Технология машиностроения: Учебное пособие по выполнению курсового проекта / В.Ф. Безъязычный, В.Д. Корнеев, Ю.П. Чистяков, М.Н. Аверьянов.- Рыбинск: РГАТА,2001.- 72 с.
6. Общемашиностроительные нормативы вспомогательного, на обслуживание рабочего места и подготовительно – заключительного для технического нормирования станочных работ. Серийное производство. М, Машиностроение.1964г.
7. Ансеров М.А. Приспособления для металлорежущих станков. Изд-е 4-е, исправл. и доп.Л., Машиностроение,1975 г.