 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Проектирование технологического процесса изготовления детали "Ось"
гдеSЭ1, SЭ2 – стоимость сопоставляемых заготовок, руб.;
N – годовая программа, шт.
Определяем:
![]()
Из полученных результатов видно, что экономически выгодным является вариант получения заготовки штамповкой.
Изготовление заготовки методом штамповки на различных видах оборудования является прогрессивным методом, так как значительно уменьшает припуски под механическую обработку в сравнении с получением заготовки из проката, а также характеризуется более высокой степенью точности и более высокой производительностью. В процессе штамповки также уплотняется материал и создается направленность волокна материала по контуру детали.
Решив задачу по выбору метода получения заготовки, можно приступить к выполнению следующих этапов курсовой работы, которые постепенно подведут нас к непосредственному составлению технологического процесса изготовления детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется не набор методов, используемых для обработки поверхностей.
1.4 Назначение методов и этапов обработки
На выбор метода обработки оказывают влияние следующие факторы, которые необходимо учитывать:
форма и размер детали;
точность обработки и чистота поверхностей деталей;
экономическая целесообразность выбранного метода обработки.
Руководствуясь вышеперечисленными пунктами, начнем проводить выявление набора методов обработки по каждой поверхности детали.
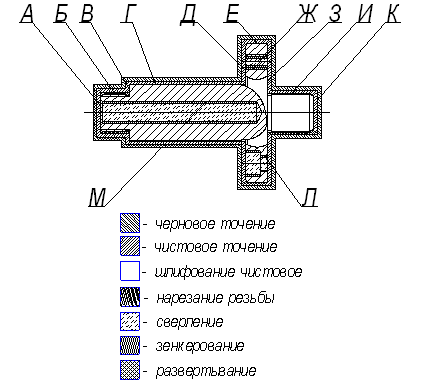
Рисунок 1.1 Эскиз детали с обозначением слоев, снимаемых при механической обработке
Все поверхности оси имеют достаточно высокие требования к шероховатости. Обтачивание поверхностей А, Б, В, Г, Д, Е, З, И, К разделяем на две операции: черновое (предварительное) и чистовое (окончательное) обтачивание. При черновом обтачивании снимаем большую часть припуска; обработка производится с большой глубиной резания и большой подачей. Схема, обеспечивающая наименьшее время обработки, наиболее выгодна. При чистовом обтачивании снимаем небольшую часть припуска, причем порядок обработки поверхностей сохраняется.
При обработке на токарном станке необходимо обратить внимание на прочное закрепление детали и резца.
Чтобы получить указанную шероховатость и требуемое качество поверхностей Г и И необходимо применить чистовое шлифование, при котором точность обработке наружных цилиндрических поверхностей достигает третьего класса, а шероховатость поверхности 6-10 классов.
Для большей наглядности схематически запишем выбранные методы обработки на каждую поверхность детали:
А: черновое точение, чистовое точение;
Б: черновое точение, чистовое точение, нарезание резьбы;
В: черновое точение, чистовое точение;
Г: черновое точение, чистовое точение, чистовое шлифование;
Д: черновое точение, чистовое точение;
Е: черновое точение, чистовое точение;
Ж: сверление, зенкерование, развертывание;
З: черновое точение, чистовое точение;
И: черновое точение, чистовое точение, шлифование чистовое;
К: черновое точение, чистовое точение;
Л: сверление, зенкерование;
М: сверление, зенкерование;
Теперь можно переходить к следующему этапу выполнения курсовой работы, связанному с выбором технических баз.
1.5 Выбор баз и последовательность обработки
Заготовка детали в процессе обработки должна занять и сохранять в течение всего времени обработки определенное положение относительно деталей станка или приспособления. Для этого необходимо исключить возможность трех прямолинейных движений заготовки в направлении выбранных координатных осей и трех вращательных движений вокруг этих, или параллельных им осей (т.е. лишить заготовку детали шести степеней свободы).
Для определения положения жесткой заготовки необходимо наличие шести опорных точек. Для их размещения требуются три координатных поверхности (или заменяющие их три сочетания координатных поверхностей) в зависимости от формы и размеров заготовки эти точки могут быть расположены на координатной поверхности различными способами.
В качестве технологических баз рекомендуется выбирать конструкторские базы, чтобы избежать пересчета операционных размеров. Ось представляет собой деталь цилиндрической формы, конструкторскими базами которой являются торцовые поверхности. На большинстве операций базирование детали проводим по следующим схемам.
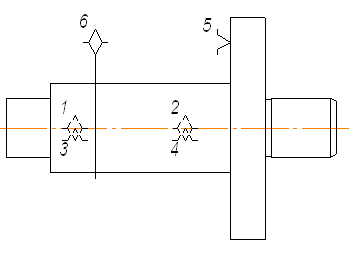
Рисунок 1.2 Схема установки заготовки в трехкулачковом патроне
В данном случае при установке заготовки в патроне: 1, 2, 3, 4 – двойная направляющая база, отнимающая четыре степени свободы – перемещения относительно оси OX и оси OZ и поворота вокруг осей OX и OZ; 5 – опорная база лишает заготовку одной степени свободы – перемещения вдоль оси OY;
6 – опорная база, лишающая заготовку одной степени свободы, а именно – вращения вокруг оси OY;
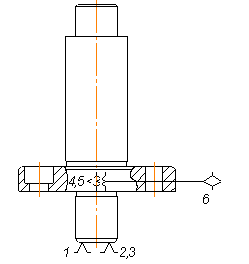
Рисунок 1.3 Схема установки заготовки в тисках
1, 2, 3 – установочная база – лишает заготовку трех степеней свободы: перемещение вдоль оси ОХ и вращения вокруг осей ОZ и ОY; 4, 5 – двойная опорная база – лишает двух степеней свободы: перемещение вдоль осей OY и OZ; 6 – опорная база – лишает вращения вокруг оси ОХ.
Учитывая форму и размеры детали, а также точность обработки и чистоту поверхности были выбраны наборы методов обработки на каждую поверхность вала. Мы можем определить последовательность обработки поверхностей.
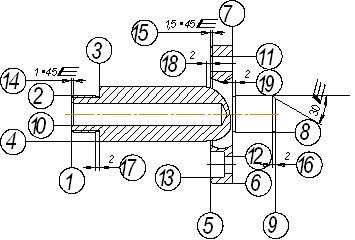
Рисунок 1.4 Эскиз детали с обозначением поверхностей
1. Токарная операция. Заготовка устанавливается по поверхности 4 в
самоцентрирующийся 3-х кулачковый патрон с упором в торец 5 для чернового точения торца 9, поверхности 8, торца 7, поверхности 6.
2. Токарная операция. Переворачиваем заготовку и устанавливаем ее в самоцентрирующийся 3-х кулачковый патрон по поверхности 8 с упором в торец 7 для чернового точения торца 1, поверхности 2, торца 3, поверхности 4, торца 5.
3. Токарная операция. Заготовка устанавливается по поверхности 4 в
самоцентрирующийся 3-х кулачковый патрон с упором в торец 5 для чистового точения торца 9, поверхности 8, торца 7, поверхности 6, фаски 16 и канавки 19.
4. Токарная операция. Переворачиваем заготовку и устанавливаем ее в самоцентрирующийся 3-х кулачковый патрон по поверхности 8 с упором в торец 7 для чистового точения торца 1, поверхности 2, торца 3, поверхности 4, торца 5, фасок 14, 15 и канавок 17, 18.
5. Токарная операция. Заготовку устанавливаем в самоцентрирующийся 3-х кулачковый патрон по поверхности 8 с упором в торец 7 для сверления и зенкерования поверхности 10, нарезания резьбы на поверхности 2.
6. Сверлильная операция. Деталь устанавливаем в тиски по поверхности 6 с упором в торец 9 для сверления, зенкерования и развертывания поверхности 11, сверления и зенкерования поверхностей 12 и 13.
7. Шлифовальная операция. Деталь устанавливается по поверхности 4 в самоцентрирующийся 3-х кулачковый патрон с упором в торец 5 для шлифования поверхности 8.
8. Шлифовальная операция. Деталь устанавливается по поверхности 8 в самоцентрирующийся 3-х кулачковый патрон с упором в торец 7 для шлифования поверхности 4.
9. Вынуть деталь из приспособления и отправить на контроль.
Поверхности заготовки обрабатываются в следующей последовательности:
поверхность 9 – черновое точение;
поверхность 8 – черновое точение;
поверхность 7 – черновое точение;
поверхность 6 – черновое точение;
поверхность 1 – черновое точение;
поверхность 2 – черновое точение;
поверхность 3 – черновое точение;
поверхность 4 – черновое точение;
поверхность 5 – черновое точение;
поверхность 9 – чистовое точение;
поверхность 8 – чистовое точение;
поверхность 7 – чистовое точение;
поверхность 6 – чистовое точение;
поверхность 16 – снять фаску;
поверхность 19 – точить канавку;
поверхность 1 – чистовое точение;
поверхность 2 – чистовое точение;
поверхность 3 – чистовое точение;
поверхность 4 – чистовое точение;
поверхность 5 – чистовое точение;
поверхность 14 – снять фаску;
поверхность 15 – снять фаску;
поверхность 17 – точить канавку;
поверхность 18 – точить канавку;
поверхность 10 – сверление, зенкерование;
поверхность 2 – нарезание резьбы;
поверхность 11 – сверление, зенкерование, развертывание;
поверхность 12, 13 – сверление, зенкерование;
поверхность 8 – шлифование чистовое;
поверхность 4 – шлифование чистовое;
Как видно, обработка поверхностей заготовки осуществляется в порядке от более грубых методов к более точным. Последний метод обработки по параметрам точности и качества должен соответствовать требованиям чертежа.
1.6 Разработка маршрутного технологического процесса
Деталь представляет собой ось и относится к телам вращения. Производим обработку заготовки, полученную штамповкой. При обработке используем следующие операции.
010. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
Краткое содержание операции:
1. проточить поверхность 8, подрезать торец 9;
2. проточить поверхность 6, подрезать торец 7
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
015. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
Краткое содержание операции:
1. проточить поверхность 2, подрезать торец 1;
2. проточить поверхность 4, подрезать торец 3;
3. подрезать торец 5.
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
020. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
Краткое содержание операции:
1. проточить поверхности 8, 19, подрезать торец 9;
2. проточить поверхности 6, подрезать торец 7;
3. снять фаску 16.
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
025. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
Краткое содержание операции:
1. проточить поверхности 2, 17, подрезать торец 1;
2. проточить поверхности 4, 18, подрезать торец 3;
3. подрезать торец 5;
4. снять фаску 15.
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
030. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
Краткое содержание операции:
1. сверлить, зенкеровать отверстие – поверхность 10;
2. нарезать резьбу – поверхность 2;
Материал сверла: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем калибр.
035. Сверлильная
Обработка ведется на координатно-сверлильном станке 2550Ф2.
Краткое содержание операции:
1. сверлить, зенкеровать 4 ступенчатых отверстия Ø9 – поверхность 12 и Ø14 – поверхность 13;
2. сверлить, зенкеровать, развернуть отверстие Ø8 – поверхность 11;
Материал сверла: Р6М5.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в тисках.
В качестве измерительного инструмента используем калибр.
040. Шлифовальная
Обработка ведется на круглошлифовальном станке 3Т160.
Краткое содержание операции:
1. шлифовать поверхность 8.
Для обработки выбираем шлифовальный круг
ПП 600×80×305 24А 25 Н СМ1 7 К5А 35 м/с. ГОСТ 2424-83.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
045. Шлифовальная
Обработка ведется на круглошлифовальном станке 3Т160.
Краткое содержание операции:
1. шлифовать поверхность 4.
Для обработки выбираем шлифовальный круг
ПП 600×80×305 24А 25 Н СМ1 7 К5А 35 м/с. ГОСТ 2424-83.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
050. Виброабразивная
Обработка ведется в виброабразивной машине.
Краткое содержание операции:
1. притупить острые кромки, снять заусенцы.
055. Промывочная
Промывка производится в ванной.
060. Контроль
Контролируют все размеры, проверяют шероховатость поверхностей , отсутствие забоин, притупление острых кромок. Используется контрольный стол.
1.7 Выбор оборудования, оснастки, режущего и измерительного инструмента
ось заготовка резание обработка
Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономическое использование производственных площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия.
В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности, а также станки с числовым программным управлением (ЧПУ).
При разработке технологического процесса механической обработки заготовки необходимо правильно выбрать приспособления, которые должны способствовать повышению производительности труда, точности обработки, улучшению условий труда, ликвидации предварительной разметки заготовки и выверки их при установке на станке.
Применение станочных приспособлений и вспомогательных инструментов при обработке заготовок дает ряд преимуществ:
повышает качество и точность обработки деталей;
сокращает трудоемкость обработки заготовок за счет резкого уменьшения времени, затрачиваемого на установку, выверку и закрепление;
расширяет технологические возможности станков;
создает возможность одновременной обработки нескольких заготовок, закрепленных в общем приспособлении.
При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его вида, конструкции и размеров в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качества обрабатываемой поверхности заготовки.
При выборе режущего инструмента необходимо стремиться принимать стандартный инструмент, но, когда целесообразно, следует применять специальный, комбинированный, фасонный инструмент, позволяющий совмещать обработку нескольких поверхностей.
Правильный выбор режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки.
При проектировании технологического процесса механической обработки заготовки для межоперационного и окончательного контроля обрабатываемых поверхностей необходимо использовать стандартный измерительный инструмент, учитывая тип производства, но вместе с тем, когда целесообразно, следует применять специальный контрольно-измерительный инструмент или контрольно-измерительное приспособление.
Метод контроля должен способствовать повышению производительности труда контролера и станочника, создавать условия для улучшения качества выпускаемой продукции и снижения ее себестоимости. В единичном и серийном производстве обычно применяется универсальный измерительный инструмент (штангенциркуль, штангенглубиномер, микрометр, угломер, индикатор и т.д.)
В массовом и крупносерийном производстве рекомендуется применять предельные калибры (скобы, пробки, шаблоны и т.п.) и методы активного контроля, которые получили широкое распространение во многих отраслях машиностроения.
1.8 Расчет операционных размеров
Под операционным понимается размер, проставленный на операционном эскизе и характеризующий величину обрабатываемой поверхности или взаимное расположение обрабатываемых поверхностей, линий или точек детали. Расчет операционных размеров сводится к задаче правильного определения величины операционного припуска и величины операционного допуска с учетом особенностей разработанной технологии.
Под длинновыми операционными размерами понимаются размеры, характеризующие обработку поверхностей с односторонним расположением припуска, а также размеры между осями и линиями. Расчет длинновых операционных размеров проводится в следующей последовательности:
1. Подготовка исходных данных (на основе рабочего чертежа и операционных карт).
2. Составление схемы обработки на основе исходных данных.
3. Построение графа размерных цепей для определения припусков, чертежных и операционных размеров.
4. Составление ведомости расчета операционных размеров.
На схеме обработки (рисунок 1.5) помещаем эскиз детали с указанием всех поверхностей данной геометрической структуры, встречающихся в процессе обработки от заготовки до готовой детали. В верхней части эскиза указаны все длинновые чертежные размеры чертежные размеры с допусками (С), а снизу все операционные припуски (1z2, 2z3, …, 13z14). Под эскизом в таблице обработки указаны размерные линии, характеризующие все размеры заготовки, ориентированные односторонними стрелками, таким образом, чтобы к одной из поверхностей заготовки не подходило ни одной стрелки, а к остальным поверхностям подходило только по одной стрелке. Далее указаны размерные линии, характеризующие размеры механической обработки. Операционные размеры, ориентированы в направлении обрабатываемых поверхностей.
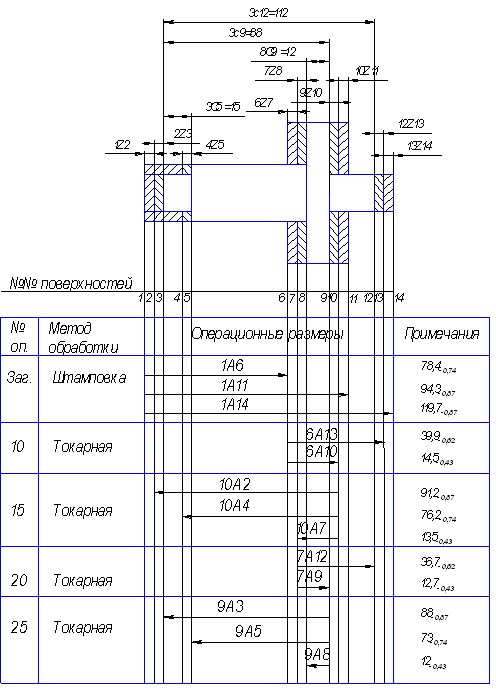
Рисунок 1.5 Схема обработки детали
Далее строим граф исходных структур (исходное «дерево») соответствующий исходной структуре, образованной связями между поверхностями в виде чертежных размеров и припусков.
На графе исходных структур соединяющих поверхности 1 и 2 волнистыми ребрами, характеризующими величину припуска 1z2, поверхности 3 и 4 дополнительными ребрами, характеризующими величину припуска 3z4 и т. д. А также проводим толстые ребра чертежных размеров 2с13, 4с6 и т. д.
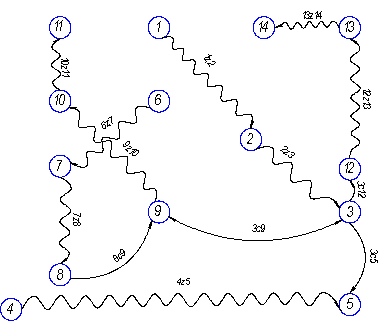
Рисунок 1.6 Граф исходных структур
-
![]() вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
вершина графа. Характеризует
поверхность детали. Цифра в круге обозначает номер поверхности на схеме
обработки.
-
![]()
![]() Ребро графа. Характеризует вид связей
между поверхностями.
Ребро графа. Характеризует вид связей
между поверхностями.
"z" - Соответствует величине операционного припуска, а "c" – чертежному размеру.
На основании разработанной схемы обработки строится граф произвольных структур. Построение производного древа начинается с поверхности заготовки, к которой на схеме обработки не подводится ни одной стрелки. На рисунке 1.5 такая поверхность обозначена цифрой «1». От этой поверхности проводим те ребра графа, которые касаются её. На конце этих ребер указываем стрелки и номера тех поверхностей, до которых указанные размеры проведены. Аналогичным образом достраиваем граф согласно схеме обработки.
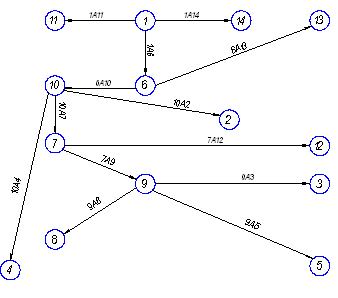
Рисунок 1.7 Граф производных структур
![]()
- вершина графа. Характеризует поверхность детали. Цифра в круге обозначает номер поверхности на схеме обработки.
![]() - ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки .
- ребро графа. Характеризует вид связей между
поверхностями, соответствует длинновым операционным размерам и размерам
заготовки .
В результате наложения исходного «дерева» на производное «дерево» получим композицию «деревьев», называемую графом размерных цепей (рисунок 1.8):
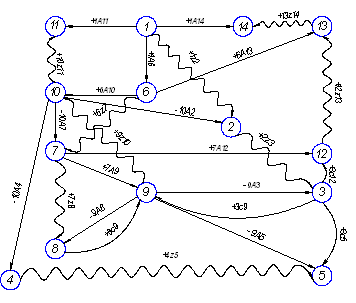
Рисунок 1.8 Граф размерных цепей
![]()
- Вершина графа. Характеризует поверхность детали.
![]() - Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
- Ребро графа. Составляющее звено размерной цепи
соответствует операционному размеру или размеру заготовки.
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |