 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Технологический процесс изготовления вала насоса
где L0 – длина отверстия с учетом врезания и перебега, мм; L0 = 38+5 = 43 мм;
(0,3…1)d – запас для выхода стружки из отверстия, мм;
Lк – длина стружечной канавки неполной глубины, мм; Lк = 0,5d = 5,6 мм;
Lш – длина шейки, мм; Lш = 10 мм;
Lхв – длина хвостовика, мм; Lхв = 47 мм.
![]()
Проверка сверла на прочность.
![]() , (10.7)
, (10.7)
где m = k/d, m = 0,15;
n = B/d, n = 9,73/11,2 = 0,87;
tк = 1650 МПа – предел прочности материала сверла на кручение;
q –диаметр спинки; q = 10 мм.
![]()
![]() , (10.8)
, (10.8)
где K = 0,22…0,25;
F – площадь поперечного сечения рабочей части сверла;
F = 0,314d2 = 0,314×11,2 = 3,52 мм2;
sт – предел текучести при сжатии материала сверла; sт = 3 ГПа;
![]()
![]() , (10.9)
, (10.9)
где h - коэффициент, учитывающий завитость сверла; h = 1,67;
E – модуль упругости материала сверла; E = 225 ГПа;
Imin – моментальный момент инерции сверла; Imin = 0,0054d4 = 0,0054×11,2 = 0,06;
l – вылет сверла из шпинделя, мм; l = L - Lхв = 114,8 – 47 = 67,8 мм.

Вывод: спроектированное сверло имеет достаточный запас прочности.
Выполняем чертеж резца с указанием всех предельных отклонений и технических требований.
10. Патентные исследования повышения стойкости шлифовального круга
Задача раздела – на базе патентного поиска предложить прогрессивное техническое решение (ТР) в целях усовершенствования технологической операции и сделать вывод о возможности его использования.
10.1 Обоснование необходимости патентных исследований
В качестве объекта усовершенствования операций 55 и 60 круглошлифовальных как технологической системы примем применяемый в базовом техпроцессе режущий инструмент. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованного объекта, можно в результате патентного исследования достигнутого уровня вида техники. Использовать усовершенствованный объект можно только в том случае, если он обладает патентной чистотой в странах, где предполагается его использование. Установить, обладает ли усовершенствованный объект патентной чистотой, можно в результате его патентной экспертизы. Для решения этих задач проведем исследования достигнутого уровня вида техники и экспертизу патентной чистоты усовершенствованного объекта.
На базовом предприятии на операции 55 и 60 круглошлифовальных применяют круг шлифовальный ПП 200х32х20; 24А 25-Н С2 М1А ГОСТ 2424-83.
Это режущий инструмент, рабочая часть которого содержит классифицированные частицы абразивного материала. Твердость абразивного материала превышает твердость обрабатываемого материала. Круг состоит из связки и зерен абразивного материала. Связка влияет на геометрию рельефа рабочей поверхности инструмента, износ абразивного инструмента и параметры шероховатости обработанной поверхности. В процессе обработки каждое абразивное зерно срезает небольшой слой металла, в результате чего на поверхности детали остается царапина ограниченной длины и весьма малой площади поперечного сечения. Обработанная шлифованием поверхность детали образована совокупностью множества царапин – следов резания всех абразивных зерен, расположенных на режущей поверхности шлифовального круга.
Объект патентных исследований
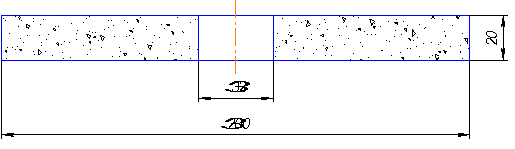
Рис. 10.1
10.2 Исследование достигнутого уровня техники
Недостатком применяемого объекта является низкая стойкость круга, причинами этого могут быть:
- условия резания;
- недостаточная жесткость абразивных сегментов;
- износ вершин абразивных зерен;
- низкая прочность связки.
Таким образом, целью исследования уровня вида техники является устранение указанного недостатка путем устранения какой-либо причины, вызывающей его.
Составление регламента поиска №1
Регламент поиска определяет перечень исследуемых технических решений (ИТР), их рубрику по Международной классификации изобретений (МКИ) и индекс Универсальной десятичной классификации изобретений (УДК), страны поиска, его ретроспективность (глубину), перечень источников информации, по которым предполагается провести поиск.
Объект исследования – шлифовальный круг. Он характеризуется формой элементов, их взаимным расположением и взаимосвязью, соотношением размеров элементов. Это все признаки устройства. Следовательно, как объект патентного исследования шлифовальный круг представляет устройство.
Объект содержит следующие технические решения:
1) улучшение качества обрабатываемой поверхности;
2) повышение прочности круга;
3) повышение точности профиля круга;
4) повышение стойкости круга.
Из выявленных ТР выбираем ИТР – такие ТР, совершенствование которых может обеспечить достижение сформулированной выше цели – повышения стойкости круга.
Для определения рубрики МКИ определяем ключевое слово. «Шлифовальные круги». По «Алфавитно-предметному указателю» [18] для ключевого слова определяем предполагаемую рубрику МКИ - B24 D5.
По «Указателю к МКИ» т.2 [19 ] уточняем рубрику МКИ.
В24 D5/00 – абразивные круги с цементированными вставками или круги со вставленными абразивными брусками для обработки изделий своей периферийной частью;
B24 D5/02 - сплошные круги;
B24 D5/04 – с усиливающими элементами;
B24 D5/06 –со вставными абразивными брусками;
B24 D5/08 - с усиливающими элементами;
B24 D17- не относящиеся к вышеперечисленным кругам.
Индекс УДК определяем по «Указателю к универсальной десятичной классификации» [20];
621.9 обработка резанием;
621.9.02 режущие инструменты;
621.922.079 шлифование и полирование.
В качестве стран поиска выбираем ведущие страны в области машиностроения – Россию (СССР), Японию, США, Германию, Великобританию, Францию.
Ретроспективность (глубину) поиска устанавливаем в 7-10 лет, полагая, что наиболее прогрессивное ТР содержится в изобретениях, сделанных за последние 7-10 лет.
В качестве источников информации принимаем патентные описания, бюллетень изобретений, реферативный сборник «Изобретения стран мира» соответствующих выпусков, реферативный журнал 14А «Резание металлов. Станки и инструменты», технические журналы и книги в области мехобработки.
Данные заносим в табл. «Регламент поиска».
Таблица 10.1. Регламент поиска №1,2
Объект: шлифовальный круг
Вид исследования: 1) исследование уровня вида техники 2) исследование патентной чистоты
| Предмет поиска (ИТР) | Индексы МКИ(НКИ) и УДК | Страны поиска | Глубина поиска, лет | Источники информации |
| 1 | 2 | 3 | 4 | 5 |
| 1) Шлифовальный круг |
B24 D5/00 B24 D5/02 B24 D5/04 B24 D5/06 B24 D5/08 B24 D17 УДК 621.9 621.9.02 621.922.079 |
Россия (СССР) США Франция Япония Великобритания Германия |
10 |
патентные описания; Бюллетени изобретений РФ; Реф. сб. ВНИИПИ "Изобретения стран мира"; |
| 2) Шлифовальный круг |
B24 D5/00 B24 D5/02 B24 D5/04 B24 D5/06 B24 D5/08 B24 D17 УДК 621.9 621.9.02 621.922.079 |
Россия (СССР) США Франция Япония Великобритания Германия |
20 17 20 17 20 20 |
Реф. жур. ВИНИТИ 14 "Технология машиностроения"; Журналы "Вестник машиностроения", "Машиностроитель", "Станки и инструменты", "Изобретатель и рационализатор"; |
Патентный поиск
Просматриваем источники информации в соответствии с регламентом, табл. Выбираем такие документы, по названиям которых можно предположить, что они имеют отношение к ИТР. По этим документам знакомимся с рефератами, аннотациями, формулами изобретений, чертежами. Сведения о ТР, имеющих отношение к ИТР, заносим в табл. 11.2.
Изучим сущность занесенных в табл. 11.2. и ТР по сведениям, содержащимся в таблицах, а также путем просмотра текстов патентных описаний, статей и т.п. Если из рассмотрения сущности ТР видно, что оно служит достижению той же цели, что ИТР (аналог ИТР), документ включаем в перечень для детального анализа. Запись об этом делаем в графе 5 таб. 10.2.
Таблица 10.2. Патентная документация, отобранная для анализа
| Предмет поиска (ИТР) | Страна выдачи, вид и номер охранного документа, рубрика МКИ (УДК) | Автор, заявитель, страна, дата приоритета, дата публикации, название | Сущность технического решения и цель его создания | Подлежит детальному анализу при исследовании | (не подлежит) |
| достигнутого уровня | патентной чистоты | ||||
| 1. Шлифовальный круг |
РФ (СССР) а.с. № 948647 В24 D5/06// В24 D5/14 |
Прокофьев В.С. 16.09.80, 1986, Шлифовальный круг |
Шлифовальный круг по авт. свид. № 948647, отличающийся тем, что с целью повышения стойкости жестких абразивных сегментов на эл-х участках инструмента, граничащих с жесткими абразивными сегментами выполнены переходные зоны жесткости длиной L = (0,5 – 8) B, где В – толщина. | подлежит | подлежит |
| 2. Абразивный инструмент |
РФ (СССР) а.с. № 1266724 В24 D5/00 |
Промышлянский Н.М., Збитнев И.М., Ерошенко С.Е. 26.06.84, 1986, Абразивный инструмент |
Абразивный инструмент, выполненный в виде установленных на корпусе подпружиненных относительно него и расположенных с возможностью поворота в плоскости, проходящей через ось вращения инструмента, держателей абразивных элементов, отличающийся тем, что с целью повышения стойкости инструмента, абразивные элементы выполнены бочкообразной формы и установлены с возможностью вращения в держателях, при этом ось вращения в каждого абразивного элемента расположена между осью поворота держателя и осью вращения инструмента. | подлежит | подлежит |
| 3. Шлифовальный круг |
РФ (СССР) а.с. № 1263514 В24 D17/00// В24 D5/00// В24 D5/06 |
Прокофьев В.М. 15.11.82, 1986, Шлифовальный круг |
Шлифовальный круг по авт. свид. № 948649, отличающийся тем, что с целью повышения стойкости круга путем обеспечения стабилизации условий резания, крайние участки абразивных сегментов очерчены кривыми радиуса r <R, где R радиус сегмента на оси его симметрии | подлежит | подлежит |
| 4. Абразивный инструмент |
РФ (СССР) а.с. № 1305014 В24 D17/00 |
Буюкин И.М., Якимов А.В. 03.04.84, 1987, Абразивный инструмент |
Абразивный инструмент, выполненный в виде планетарной головки, шпиндель которой несет расположенные по окружности и кинематически связанные с солнечным колесом оправки, с установленными на каждой из них шлифовальным кругом, а на друшом – шестерней, отличающийся тем. Что с целью повышения стойкости инструмента, инструмент дополнительно снабжен жестко установленным на шпинделе шлифовальным кругом, периферийная поверхность которого расположена на одном уровне с периферийными участками кругов, расположенными на оправках, при этом соотношение чисел зубьев солнечного колеса и шестерни оправки равно бесконечной дроби. | подлежит | подлежит |
| 5. Абразивный инструмент |
РФ (СССР) а.с. № 1440684 В24 D17/00 |
Белов В.И., Осипенков В.И. 04.01.87, 1989, Абразивный инструмент |
Абразивный инструмент, рабочая часть которого выполнена из алмазосодержащего проката на медно-оловянистой основе, отличающийся тем, что с целью повышения стойкости инструмента на рабочей части расположен алмазно-гальванический слой, толщина которого выбрана из условия 0,15-0,8 толщины алмазосодержащего проката, а зернистость алмазного покрытия выбрана из условия 0,6-2,0 зернистости проката. | не подлежит | подлежит |
| 6. Шлифовальный круг |
РФ (СССР) а.с. № 1838085 5В24 D5/00// В24 В55/00 |
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993, Шлифовальный круг |
Шлифовальный круг, выполненный в виде корпуса, на периферии которого установлены абразивные элементы и расположены радиальные отверстия, сообщающие полость корпуса с периферийной его поверхностью, отличающийся тем, что с целью повышения стойкости круга и качества обработанной поверхности круг снабжен расположенными в полости лопастями, каждая из котротых установлена так, что одна из ее плоскостей является продолжение стенки отверстия | подлежит | подлежит |
| 7. Шлифовальный круг |
РФ (СССР) а.с. № 1838086 5В24 D5/00 |
Юсупов Г.Х., Чучков Е.М., Осокин В.С. Альфонсо Зарубин Хорхе (ES) 30.03.90, 1993, Шлифовальный круг |
Шлифовальный круг, на передней части корпуса которого образованы выступы, несущие алмазоносный слой, отличающийся тем, сто с целью повышения стойкости круга и качества обработки, круг снабжен установленной на его периферии гибкой лентой, при этом алмазоносный слой расположен на указанной ленте | подлежит | подлежит |
| 8. Сборный абразивный круг |
РФ (СССР) а.с. № 1493449 5В24 D5/06 |
Селех В.Ф., Шепелев А.А., Скрябин В.А., Петренко В.П. 26.03.87, 1989, Сборный абразивный круг |
Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в них стяжными кольцами 5, на последних в местах их сопряжения с указанными торцовыми поверхностями абразивных брусков, выполнены кольцевые пазы 7 типа «ласточкин хвост». При этом стяжные кольца 5 установлены с возможнеостью взаимодействия посредством соединительных элементов 12, выполненных из упругого материала с абразивными брусками. В абразивных брусках пазы 10 могут быть выполнены с пазами 7 стопорных колец ил в абразивных брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец. | подлежит | подлежит |
| 9. Инструмент из высокоэффективного абразива |
США 5В24 D5/02 |
Frodin James E., Pellow Scott 29.03.93, 1995, Инструмент из высокоэффективного абразива |
Инструмент с режущей или шлифующей плоскостью имеет связку, в которой диспергированы абразивные зерна, состоящие из одного или нескольких компонентов из высокоэффективного абразива и нитеобразных абразивных частей из оксида алюминия с однородной ориентацией. При этом нитеобразные частицы оксида алюминия располагают главным образом вдоль 2 параллельных сторон инструмента перпендикулярно к режущей или шлифующей плоскости инструмента. | не подлежит | подлежит |
| 10. Режущий инструмент |
Япония JP7022902 5В24 D17/00 |
Мацуда Юсаку 25.01.88, 1995, Режущий инструмент | Режущий инструмент содержит проволочный элемент 12, например многожильная скрученная нержавеющая проволока, поверх которого по спирали намотана обмотка 14, например круглая проволока из нержавеющей стали, а в промежутках между витками обмотки 14 по спирали намотан режущий элемент 16, например полученная прессованием или волочением проволока из спеченной смеси металла и абразивных порошков. Инструмент прост в изготовлении, пригоден для непрерывного резания, отличается высокой механической прочностью и стойкостью. | не подлежит | подлежит |
| 11. Шлифовальный круг |
Япония JP7016883 5В24 D5/00 |
Сато Гэньити 12.12.86, 1995, Инструмент из высокоэффективного абразива |
Круг 6 из абразивных зерен на связке имеет рабочий слой 8, который оформлен в виде полосы, наклоненный к оси 9 вращения круга и сохраняющий неизменную по окружности площадь контакта с обработанной поверхностью 1, при этом поверхность слоя 8 и детали 10 параллельна оси 9 вращения круга 6. благодаря перемещению зоны резания вдоль поверхности детали ограничено тепловыделение, повышена эффективность охлаждения, что позволяет повысить скорость шлифования при повышенной стойкости круга. | подлежит | подлежит |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |