 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Технологический процесс изготовления вала насоса
Дипломная работа: Технологический процесс изготовления вала насоса
1. Анализ исходных данных
Задача данного раздела – на базе анализа технических требований предъявляемых к детали и годового объема выпуска сформулировать задачи, которые необходимо решить в дипломном проекте для достижения цели, сформулированной во введении.
1.1 Анализ служебного назначения и условий работы детали
Деталь "Вал насос-мотора", чертеж 01.М15.017.011.000, является вращающейся деталью и предназначена для обеспечения передачи крутящего момента с шатунов на блок цилиндров насос-мотора, который работает как в режиме насоса, так и в режиме мотора. Вал в сборе с подшипниками устанавливается в корпус насос-мотора.
1.2 Систематизация и классификация поверхностей
Цель систематизации поверхностей – выявление поверхностей, имеющих определяющее значение для выполнения детали своих функций. При систематизации поверхностей будем опираться на данные (рис.1.1.).
Цель классификации поверхностей по служебному назначению – выявление поверхностей являющихся: основными и вспомогательными конструкторскими базами, поверхностей выполняющих исполнительные функции детали, а также свободных поверхностей не входящих во взаимодействие с другими сопряженными поверхностями. Классификацию поверхностей детали по служебному назначению сводим в таблицу 1.1.
Таблица 1.1.
| Вид поверхности | № поверхности |
| ИП |
6,8,10,11,14,15,16,24,25,26,27,28,29,30,31,32,39,40,41, а также 47 и 48 (не показаны) |
| ОКБ | 6,8,13,29 |
| ВКБ | 1,5,17 |
| СП | остальные |
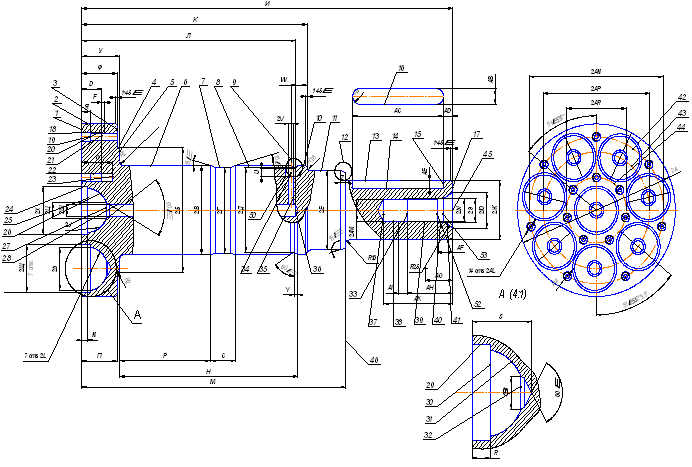
Рис. 1.1. Схема кодирования поверхностей и размеров детали
1.3 Анализ технологичности конструкции детали
Анализ технологичности конструкции детали будем проводить по следующим группам критериев:
- технологичность заготовки;
- технологичность установки;
- технологичность обрабатываемых поверхностей;
- технологичность общей конфигурации детали.
1.3.1 Технологичность заготовки
Вал изготавливается из стали 30 ХМ. Материал не является дефицитным, при относительно невысокой стоимости он обладает хорошими качествами: предел прочности при растяжении 610 МПа, предел прочности при сжатии 780 МПа, твердость 22…29 HRC.
В таблице 1.2 представлен химический состав данной стали, а в таблице 1.3 ее механические свойства.
Таблица 1.2 Химический состав стали 30ХМ, %
| С | Si | Mn | Cr | Mo | Ni | P | S | Cu | |
| не более | |||||||||
| 0.26-0.33 | 0.17-0.37 | 0.40-0.70 | 0.80-1.10 | 0.15-0.25 | 0.30 | 0.025-0.035 | 0.035-0.025 | 0.30 | |
Таблица 1.3 Механические свойства стали 30ХМ в состоянии поставки
|
s0,2 |
sв |
s5 |
y |
KCU, Дж/см2 |
HRC |
| МПа | % | ||||
| 610 | 780 | 18 | 64 | 147 | 25 |
Технологические свойства:
-температура ковки, °С: начала 1260, конца 760-800;
-свариваемость – ограниченно свариваемые;
- обрабатываемость резанием –при HB 229-269, sв = 610 МПа, KV тв.спл. = 0,70, KV б.ст. = 0,3
-склонность к отпускной хрупкости – не склонна.
Заготовку вала возможно получить отрезкой проката круглого профиля, так и штамповкой на горизонтально-ковочной машине (ГКМ). Наиболее предпочтительный вариант получения заготовки определим экономическим расчетом.
За критерий обрабатываемости принят коэффициент [бар]:
![]() , (1.1)
, (1.1)
где КГ – коэффициент, учитывающий группу стали по обрабатываемости;
sВ – предел прочности обрабатываемого материала;
nV – показатель степени при обработке;
![]() .
.
Значение данного коэффициента будем учитывать при выборе материала режущих инструментов.
1.3.2 Технологичность установки
Черновыми базами для установки заготовки на первой операции могут быть цилиндрические и торцевые поверхности заготовки. В дальнейшем за базы приняты цилиндрическая пов. 2 и торцевая пов.1 и центровые отверстия ли цилиндрическая пов.13 и торцевая пов.15, в зависимости от установа. Данные технологические базы обеспечивают надежную ориентацию и закрепление заготовки, возможность свободного подвода инструмента при обработке.
Измерительные базы детали можно использовать в качестве технологических баз, т.к. точность и шероховатость этих баз обеспечивает требуемую точность обработки.
Таким образом, с точки зрения установки при обработке, деталь можно считать технологичной.
1.3.3 Технологичность обрабатываемых поверхностей
Предполагается обрабатывать все поверхности детали. Число обрабатываемых поверхностей 41: 16 цилиндрических: 2, 4, 6, 7, 8, 10, 11, 13, 18, 22, 24, 28, 29, 35, 38, 40; 15 торцевых: 1, 3, 5, 9, 21, 23, 25, 27, 30, 33, 34, 36, 37, 39; резьбовые поверхности: пов. 20, 32; сферические: 26, 31, 41; технологические канавки и уклоны: пов.9, 12; шпоночный паз 14, 15, 16; фаски, галтели.
Протяженность обрабатываемых поверхностей невелика и определяется условиями компоновки насоса-мотора.
Для обеспечения нормальной работоспособности всех узлов насоса-мотора назначены следующие требования к геометрии вала: допуск К5 на шейку вала, сопрягаемую с шестерней гидромашины, допуск ! на шейки под подшипники; допуски на шероховатость назначаем по [1], точность резьбовых соединений по [1], допуски торцевого и радиального биения назначаем по [8]. Точность и шероховатость поверхностей 6, 8, 13, 25 (ОКБ) определяется условиями эксплуатации вала. Уменьшение точности приведет к снижению точности установки вала в насосе-моторе. Все отверстия вала доступны для обработки. Поверхности различного назначения разделены, что облегчает обработку. Форма детали позволяет обрабатывать поверхность напроход. Обработка поверхностей в упор затруднений не вызывает.
Таким образом, с точки зрения обрабатываемых поверхностей, деталь можно считать технологичной.
1.3.4 Технологичность общей конфигурации детали
Деталь имеет достаточную жесткость и прочность. Радиусы закруглений и фаски выполняются по ГОСТ 10948-64, форма и размеры канавок по ГОСТ 8820-69. Такая унификация упростит обработку и контроль этих элементов вала.
Вал можно отнести к типу деталей "валы", для которых разработан типовой ТП.
Форма детали позволяет вести одновременную обработку нескольких поверхностей: цилиндрических- 6, 8 ,10,11 ,торцовых 1,2,4. При обработке на станке с ЧПУ сферических пов. 26 и 31 и нарезание резьбы в отверстиях можно осуществить на одной операции. Оборудование может быть простым, универсальным, оснастку также можно применять универсальную. Все поверхности вала доступны для контроля.
Таким образом, с точки зрения общей компоновки детали ее можно считать технологичной.
Поскольку деталь отвечает требованиям технологичности по всем 4 группам критериев, можно сделать вывод о ее достаточно высокой технологичности.
1.4 Формулировка задач дипломного проекта
На базе анализа технических требований к детали сформулируем задачи дипломного проекта:
1. Определить тип производства и выбрать стратегию разработки технологического процесса;
2. Выбрать оптимальный метод получения заготовки и маршрут обработки поверхностей;
3. Разработать технологический маршрут и схемы базирования заготовки;
4. Выбрать оборудование, приспособления, режущий инструмент, средства контроля;
5. Рассчитать припуски на обработку на спроектированные технологические операции
6. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия
7. Рассчитать и спроектировать режущий инструмент для токарной операции
8. Провести линейную оптимизацию режимов резания на токарной операции
9. Спроектировать участок механического цеха
10. Провести научные исследования по повышению стойкости режущего инструмента и повышению производительности обработки
11. Рассмотреть мероприятия по обеспечению безопасности и экологичности проекта
12. Определить экономическую эффективность проекта.
2. Определение типа производства
2.1 Выбор и проектирование заготовки
Задача данного раздела – в зависимости от детали и годового объема выпуска определить тип производства и на его базе выбрать оптимальную стратегию разработки технологического процесса
2.1.1 Определение типа производства
Тип производства определяем с учетом годовой программы, массы детали и качественной оценки трудоемкости ее изготовления. По трудоемкости данную деталь можно отнести к деталям средней трудоемкости.
Определим массу детали по формуле:
![]() , кг (2.1)
, кг (2.1)
где ρ – плотность материала, для стали 30ХМ , принимаем ρ = 0,0785 кг/см3;
V – объем детали, см3
Объем детали определяем как алгебраическую сумму объемов тел за вычетом полых цилиндрических составляющих и сегментов, входящих в конфигурацию детали:

Зная объем детали и плотность материала, из которого сделана деталь, определяем массу детали:
![]()
Тип производства зависит от годового объема выпуска деталей, ее массы и трудоемкости. По трудоемкости данную деталь можно отнести к деталям средней трудоемкости, поэтому при годовом объеме выпуска N = 15000 шт /год и массе детали m =2,56 кг по] принимаем тип производства – среднесерийное.
Рассчитаем объем партии запуска изделий, шт:
![]() (2.2)
(2.2)
где Nг – годовой объем выпуска деталей;
F – число рабочих дней в году.
![]()
2.1.2 Выбор стратегии разработки технологического процесса
Задача данного подраздела – в зависимости от типа производства выбрать оптимальную стратегию разработки технологического процесса – принципиальный подход к определению его составляющих (показателей ТП), способствующей обеспечению заданного выпуска деталей заданного качества с наименьшими затратами.
1. В области организации технологического процесса:
Вид стратегии – последовательная, в отдельных случаях циклическая; линейная, в отдельных случаях разветвленная; жесткая, в отдельных случаях адаптивная;
· Форма организации технологического процесса – переменно-поточная форма организации технологического процесса
· Повторяемость изделий – периодически повторяющиеся партии
2. Метод получения заготовки:
· Оптимальный вариант получения заготовки – прокат или штамповка на ГКМ;
· Выбор последовательности обработки – по таблицам с учетом коэффициентов удельных затрат;
· Припуск на обработку – незначительный;
· Метод определения припусков – табличный.
3. В области разработки технологического процесса:
· Степень унификации ТП – разработка технологического процесса на базе типового ТП;
· Степень детализации разработки ТП – маршрутный или маршрутно-операционный технологический процесс;
· Принцип формирования маршрута – концентрация операций и
совмещение по возможности переходов;
· Обеспечение точности – работа на настроенном оборудовании, с частичным применением активного контроля;
· Базирование – с соблюдением принципа постоянства баз и по возможности принципа единства баз на последующих операциях технологического процесса;
4. В области выбора средств технологического оснащения (СТО):
· Оборудование – универсальное, в том числе с ЧПУ, специализированные;
· Приспособления – универсальные, стандартные, нормализованные,
специализированные;
· Режущие инструменты – стандартные, нормализованные, специальные;
· Средства контроля – универсальные, специальные
5. В области проектирования технологических операций:
· Содержание операций – одновременная обработка нескольких поверхностей, исходя из возможностей оборудования;
· Загрузка оборудования – периодическая смена детали на станках, коэффициент закрепления операций от 10 до 20;
· Расстановка оборудования – по группам станков, предметно замкнутые участки;
· Настройка станков – по измерительным инструментам и приборам или работа без предварительной настройки по промерам.
6. В области нормирования технологического процесса:
· Определение режимов резания – по общемашиностроительным
нормативам и эмпирическим формулам;
· Нормирование – детальное пооперационное;
· Квалификация рабочих – средняя;
· Технологическая документация – маршрутные и операционные карты.
Принятой стратегией будем руководствоваться при разработке технологического процесса изготовления вала.
2.2 Выбор и проектирование заготовки
Задача данного подраздела - выбрать методы получения заготовки и обработки поверхностей, обеспечивающих минимум суммарных затрат на получение заготовки и ее обработку.
2.2.1 Выбор метода получения заготовки
Учитывая конструкцию изготавливаемого вала и материал заготовки – сталь 30ХМ, можно предложить два основных альтернативных метода получения заготовки:
1. Прокат;
2. Штамповка на ГКМ.
1. Прокат
По ГОСТ 2590-71 определим диаметр прутка для данной заготовки:
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |