 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Пути повышения эффективности использования оборотных активов на примере ЗАО "Минский завод виноградных вин"

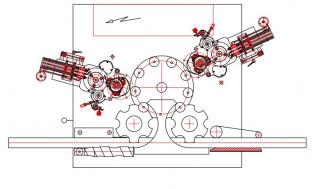
Рисунок 3.1 – Этикетировочное оборудование для наклейки бумажных этикеток жидким клеем
Технологические этапы этикетирования бутылок:
- подача этикеток;
- клеевой валик;
- сегментные переносчики этикеток;
- малый ротор этикетопереносчика;
- бутылка;
- этикетка.
Передача этикеток малым ротором этикетопереносчика:
- клеевой сегмент;
- этикетка;
- малый ротор с захватами;
- пальчиковый захват;
- кулачок включения;
- упорная планка.
Механизм передачи этикеток принимает намазанную клеем этикетку и передает ее клеевой стороной на бутылку. Малый ротор имеет несколько пальчиковых захватов, которые приводятся в действие механически при помощи кулачка. Этикетка снимается с клеевого сегмента, который синхронно проходит мимо малого ротора; несколько пальцев захвата прижимают в свободных от клея местах этикетку к упорной планке. Свободные от клея места образуются углублениями в клеевых сегментах.
Этикетка удерживается на резиновой губке этикетопереносчика и передается от нее на вращающуюся бутылку после того, как пальчиковые захваты ее отпускают. Для облегчения этого процесса губка этикетопереносчика может немного выдвигаться в сторону бутылки.
Устройство передачи этикеток (переносчик этикетки) - устройство клеевого этикетавтомата, предназначенное для переноса этикетки с клеевым слоем на грейферный барабан. В зависимости от типа этикетавтомата, этикетопереносчик (он же - клеевой сегмент) может быть обрезиненным и без слоя резины. Как правило, в паре "клеевой вал – устройство передачи этикеток" одна из деталей обрезинена. Касаясь радиальной поверхностью клеевого вала, устройство передачи этикеток покрывается тонким слоем клея, а проходя мимо магазина этикетки, снимает её и (с клеевым слоем) передает на грейферный барабан. На рисунке изображены устройство передачи этикетки и кольеретки.

Рисунок 3.2 – Устройство передачи этикетки и кольеретки

Процесс изготовления устройства передачи этикеток состоит из изготовления отливки детали и ее частичной обработки. Материал, из которого выполнен переносчик этикеток, - дюралюминий. Масса детали – 0,4 кг.
Дуралюмин (дюраль, дюралюминий, от названия немецкого города, где было начато промышленное производство сплава) - сплав алюминия (основа) с медью (Cu: 2,2-5,2%), магнием (Mg: 0,2-2,7%), марганцем (Mn: 0,2-1%). Подвергается закалке и старению, часто плакируется алюминием. Является конструкционным материалом для авиационного и транспортного машиностроения.
Литьем (или литейным производством) называют метод производства, при котором изготовляют фасонные заготовки деталей путем заливки расплавленного металла в заранее приготовленную литейную форму, полость которой имеет конфигурацию заготовки детали. После затвердевания и охлаждения металла в форме получают отливку-заготовку детали.
Основной задачей литейного производства является изготовление литейных сплавов отливок, имеющих разнообразную конфигурацию с максимальным приближением их формы и размеров к форме и размерам детали (при литье невозможно получить отливку, форма и размеры которой соответствует форме и размерам детали).
Инструментом литейного производства является литейная форма - приспособление образующее рабочую полость, при заливке которой расплавленным металлом и после охлаждения получают отливку.
По степени использования формы делят на:
- разовые;
- полупостоянные;
- постоянные.
Разовые формы служат для изготовления только одной отливки и изготовляют их из кварцевого песка, зерна которого соединены каким-либо связующим веществом.
Полупостоянные формы - это формы в которых получают несколько отливок (до 10-20), такие формы изготовляют из керамики.
Постоянные формы - формы, в которых получают от нескольких десятков до нескольких сотен тысяч отливок. Такие формы изготовляют обычно из чугуна или стали.
Различные по форме, размерам и точности отливки из различных сплавов невозможно наиболее экономично получить одним и тем же способом.
Экономически целесообразно изготовлять отливку с определенными качественными свойствами каким-либо одним или двумя способами. В настоящее время в производстве используют около 15 способов литья, а в производстве приборов применяют следующие способы литья:
- литье в песчаные формы ("землю");
- литье в ЖСС (жидкие самоотвердевающие смеси);
- литье в оболочковые формы;
- литье в кокиль (металлические защищенные формы);
- литье по выплавляемым моделям;
- литье под давлением;
- центробежное литье.
Технологический метод формообразования поверхностей заготовок точением характеризуется двумя движениями: вращательным движением заготовки (скорость резания) и поступательным движением режущего инструмента — резца (движение подачи). Движение подачи осуществляется параллельно оси вращения заготовки (продольная подача), перпендикулярно к оси вращения заготовки (поперечная подача), под углом к оси вращения заготовки (наклонная подача),
Разновидности точения: обтачивание — обработка наружных поверхностей; растачивание — обработка внутренних поверхностей; подрезание — обработка плоских (торцовых) поверхностей; резка — разделение заготовки на части или отрезка готовой детали от заготовки — пруткового проката.
На вертикальных полуавтоматах, автоматах и токарно-карусельных станках заготовки имеют вертикальную ось вращения, на токарных станках других типов — горизонтальную. На токарных станках выполняют черновую, получистовую и чистовую обработку поверхностей заготовок.
И так, в данном разделе представлено устройство передачи этикетки имеющего габариты: длинна - 143 мм, ширина - 90 мм, максимальная высота - 100 мм, масса детали 0,4 кг. Деталь выполнена из дюраля (алюминиево-медно-магниевый сплав), метод изготовления детали – отливка металла и частичная обработка.
Чертеж данного устройства представлен в графической части дипломного проекта.
4 ПУТИ ОПТИМИЗАЦИИ УСЛОВИЙ ТРУДА ЭКОНОМИЧЕСКИХ СЛУЖБ ПРЕДПРИЯТИЯ
4.1 Особенности труда экономических служб
Развитие и совершенствование компьютерной техники, ее неограниченные возможности позволили ей за несколько последних десятилетий занять прочное место, как в трудовой, так и в других сферах жизнедеятельности людей.
Количество пользователей компьютерами растет изо дня в день. Так и экономические службы предприятия не представляют свою работу без ПЭВМ.
В связи с этим важно иметь представление об опасностях и вредностях, с которыми сопряжена деятельность пользователей современных электронно-вычислительных машин, особенно персональных (ПЭВМ).
Негативное влияние на здоровье пользователей прежде всего выражается в повышенном зрительном напряжении, психологической перегрузке, длительном неизменном положении тела в процессе работы, а также в воздействии некоторых физических факторов (электромагнитные излучения, статическое электричество, ультрафиолетовое и рентгеновское излучения).
Все эти факторы могут явиться причиной заболевания органов зрения, сердечнососудистой системы, желудочно-кишечного тракта, кожных заболеваний, а также опухолей мозга и др. Симптомокомплекс психофизиологических реакций организма пользователей при длительной работе с ПЭВМ принято называть компьютерной болезнью, или синдромом стресса оператора дисплея. Согласно данным американских исследователей, примерно половина пользователей ПЭВМ жалуются на проявления этой болезни.
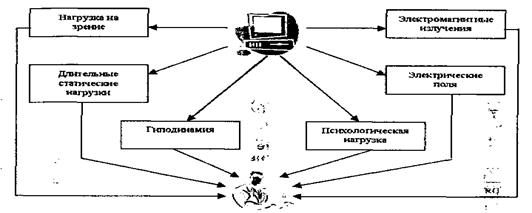
Рисунок 4.1 - Опасные и вредные факторы, воздействующие на пользователей ПЭВМ
Помещения, в которых для работы используются компьютеры (бухгалтерии, диспетчерские, учебные помещения: аудитории, учебные классы и т. д.), не должны граничить с помещениями, в которых уровни шума и вибрации превышают нормируемые значения (механические цехи, мастерские и т. д.). Звукоизоляция ограждающих конструкций помещений должна отвечать гигиеническим требованиям и обеспечивать нормируемые параметры шума в них.
Помещения должны обеспечиваться системами отопления, вентиляции или кондиционирования воздуха. Полимерные материалы, используемые для внутренней отделки интерьера, должны быть разрешены для применения органами Государственного санитарного надзора.
Освещение должно быть естественным и искусственным и соответствовать СНБ 2.04-05-98 . [24]. Первое осуществляется через светопроемы, ориентированные преимущественно на север и северо-восток. Искусственное — системой общего равномерного освещения. Если работа ведется преимущественно с документами, допускается применение системы комбинированного освещения (к общему освещению дополнительно устанавливаются светильники местного освещения, предназначенного для освещения зоны расположения документов). Оконные проемы должны быть оборудованы регулируемыми светозащитными устройствами (жалюзи, занавески, внешние козырьки и др.).
Поверхность пола в помещениях эксплуатации ВДТ, ЭВМ и ПЭВМ должна быть ровной, нескользкой, удобной для очистки и влажной уборки, обладать антистатическими свойствами.
В помещениях, где работа на компьютерах является основной, должны обеспечиваться оптимальные параметры микроклимата: температура воздуха от 22 до 24 С°; относительная влажность воздуха от 40 до 60%; скорость движения воздуха не более 0,1 м/с. Для повышения влажности следует применять увлажнители воздуха. Микроклимат должен соответствовать СанПиН 11-13 РБ 94. [25].
Влажная уборка должна производиться ежедневно.
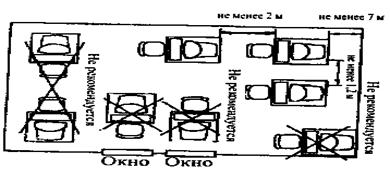
Рисунок 4.2 - Рекомендуемое расположение рабочих мест с компьютером
4.2 Влияние факторов «рабочая поза» и «гиподинамия» на работоспособность
Рабочее место — это часть пространства, в котором пользователь компьютерной техники осуществляет трудовую деятельность, и проводит большую часть рабочего времени. Рабочее место, хорошо приспособленное к трудовой деятельности, правильно и целесообразно организованное, в отношении пространства, формы, размера обеспечивает ему удобное положение при работе – рабочую позу и высокую производительность труда при наименьшем физическом и психическом напряжении.
Главными элементами рабочего места экономиста являются письменный стол и кресло. Основным рабочим положением является положение сидя. Рабочее место для выполнения работ в положении сидя организуется в соответствии с ГОСТ 12.2.032-78.
Рабочий стул (кресло) должен быть подъемно-поворотным и регулируемым по высоте и углам наклона сиденья и спинки, а также по расстоянию спинки от переднего края сиденья. При этом регулировка каждого параметра должна быть независимой, легко осуществляемой и иметь надежную фиксацию. Поверхность сиденья, спинки и других элементов стула (кресла) должна быть полумягкой, с нескользящим, неэлектризующимся и воздухопроницаемым покрытием, обеспечивающим легкую очистку от загрязнений.
Экран видеомонитора должен находиться от глаз пользователя на оптимальном расстоянии 600-700 мм, но не ближе 500 мм с учетом размеров алфавитно-цифровых знаков и символов.
Высота рабочей поверхности стола должна регулироваться в пределах 680-800 мм; при отсутствии такой возможности высота рабочей поверхности стола должна составлять 725 мм.
Рабочий стол должен иметь пространство для ног высотой не менее 600 мм, глубиной на уровне колен не менее 450 мм и на уровне вытянутых ног — не менее 650 мм. Рабочее место следует оборудовать подставкой для ног шириной не менее 300 мм, глубиной не менее 400 мм с регулировкой по высоте в пределах до 150 мм и по углу наклона опорной поверхности подставки до 20 градусов. Поверхность подставки должна быть рифленой и иметь по переднему краю бортик высотой 10 мм.
Рабочая поза сидя вызывает минимальное утомление экономиста. Рациональная планировка рабочего места предусматривает четкий порядок и постоянство размещения предметов, средств труда и документации. То, что требуется для выполнения работ чаще, расположено в зоне легкой досягаемости рабочего пространства.
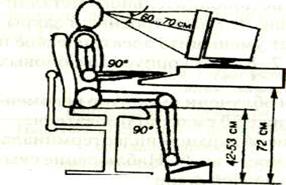
Рисунок 4.3 - Правильная позиция при работе с ПЭВМ
Моторное поле — пространство рабочего места, в котором могут осуществляться двигательные действия человека.
Максимальная зона досягаемости рук — это часть моторного поля рабочего места, ограниченного дугами, описываемыми максимально вытянутыми руками при движении их в плечевом суставе.
Оптимальная зона — часть моторного поля рабочего места, ограниченного дугами, описываемыми предплечьями при движении в локтевых суставах с опорой в точке локтя и с относительно неподвижным плечом.
При работе на клавиатуре необходимо соблюдать правильное положение рук. Клавиатуру следует располагать на поверхности стола на расстоянии не менее чем 300 мм от края, обращенного к пользователю, или на специальной, регулируемой по высоте рабочей поверхности, отделенной от основной столешницы.
![]() Правильное
Правильное
![]() Неправильное
Неправильное
![]() Неправильное
Неправильное
Рисунок 4.4 - Правильное (неправильное) положение рук при работе с клавиатурой
4.3 Пути улучшения условий труда работников экономических служб
Основной целью мероприятий является сохранение жизни и здоровья работников в процессе трудовой деятельности.
Мероприятиями предусматривается решение следующих основных задач:
- устранение (снижение) профессиональных рисков, улучшение охраны и (или) условий труда;
- сокращение численности работников, занятых в опасных и (или) вредных условиях труда, тяжелым физическим трудом;
- доведение обеспеченности работников санитарно-бытовыми помещениями до установленных норм, оснащение их необходимыми устройствами и средствами;
- обеспечение в установленном порядке обучения, инструктажа и проверки знаний работников по вопросам охраны труда;
- внедрение передового опыта и научных разработок по охране труда.
План мероприятий по улучшению условий труда.
Приведение в соответствие с требованиями нормативных правовых актов производственных и других зданий и помещений, сооружений, строительных и промышленных площадок, территории организации.
Приведение к нормам естественного и искусственного освещения на рабочих местах, в производственных, санитарно-бытовых и других помещениях, переходах, проездах и других местах, где возможно нахождение работников.
Приведение в соответствие с требованиями нормативных правовых актов по охране труда рабочих мест, технологических процессов, оборудования и других объектов производственного назначения, обеспечение взрывопожарной безопасности объектов, выполнение других мероприятий, направленных на устранение (снижение) профессиональных рисков, улучшение охраны и (или) условий труда.
Механизация, автоматизация, роботизация технологических процессов, операций, работ в опасных и (или) вредных условиях труда, тяжелых физических работ.
Приведение в соответствие с требованиями нормативных правовых актов санитарно-бытового обеспечения работников.
Проведение аттестации рабочих мест по условиям труда, паспортизации санитарно-технического состояния условий и охраны труда, сертификации производственных объектов на соответствие требованиям охраны труда.
Вывод из эксплуатации объектов производственного назначения, не обеспечивающих безопасности труда и не подлежащих по своему техническому состоянию реконструкции или капитальному ремонту.
Нормативное, информационное и техническое обеспечение, организация в установленном порядке обучения, инструктажа и проверки знаний работников, пропаганда знаний и передового опыта по охране труда.
ЗАКЛЮЧЕНИЕ
Обеспеченность оборотными активами для многих предприятий Беларуси – одна из самых острых проблем. Хотя в современных условиях объем производства тесно привязан к спросу на продукцию, многие предприятия продолжают осуществлять планирование по нормативам исходя из полной загрузки мощностей и поэтому же критерию оценивать запасы. Это приводит нерациональному расходованию оборотных активов и их потере.
Задача эффективного управления оборотными активами для предприятий наиболее актуальна в современной экономики, поскольку состояние и эффективность использования оборотных активов − одно из главных условий успешной деятельности предприятия, предопределяющее финансовое состояние и устойчивость его положения на рынке. Развитие рыночных отношений определяет новые условия организации оборотных активов. Высокая инфляция, неплатежи и другие кризисные явления вынуждают предприятия изменять свою политику по отношению к оборотным активам, искать новые источники пополнения, изучать проблему их использования.
Управление оборотными активами исключительно важно в решении ключевой проблемы финансового состояния предприятий: достижения оптимального соотношения между ростом рентабельности производства (максимизацией прибыли на вложенный капитал) и обеспечения устойчивой платежеспособности, служащей внешним проявлением финансовой устойчивости организации. Исключительно важны также обеспеченность запасов и затрат организации (предприятия) источниками их формирования и поддержание рационального соотношения между собственным оборотным капиталом и заемными ресурсами, направляемыми на пополнение оборотных активов.
Особой актуальностью и практической значимостью для предприятий являются задачи по наиболее эффективному использованию оборотных активов. Этим и был продиктован выбор темы дипломного проекта.
Целью данного дипломного проекта было на основании комплексного экономического анализа обосновать и предложить к реализации мероприятия по повышению эффективности использования оборотных активов предприятия.
В рамках достижения поставленной цели необходимо было решить следующие задачи:
- раскрыть экономическую сущность оборотных активов, изучить методику определения потребности в оборотных активах и показатели их использования;
- провести анализ финансово-хозяйственной деятельности предприятия, оценить состояние и эффективность использования оборотных активов предприятия;
- оценить соотношение текущих финансовых потребностей с собственными оборотными активами предприятия;
- разработать мероприятия по ускорению оборачиваемости оборотных средств предприятия;
- определить полученный эффект от внедрения мероприятий по повышению эффективности использования оборотных средств.
Для этого в научно-исследовательском разделе были рассмотрены методика определения потребности в оборотных активах и показатели использования оборотных активов.
В аналитическом разделе приведен анализ основных технико-экономических показателей предприятия (объема производства продукции, себестоимости продукции, прибыли, рентабельности), а также анализ структуры и динамики оборотных активов предприятия.
В проектном разделе на основании результатов анализа оборотных активов и выявленных при этом недостатков разработаны конкретные предложения, позволяющие решить исследуемую проблему – повышение эффективности использования оборотных активов.
Мероприятия по снижению запасов сырья и материалов. Для проведения данного мероприятия были разработаны следующие предложения:
1. Реализация сторонним организациям ненужных запасов сырья и материалов, а также возврат поставщикам излишних запасов материалов.
В процессе анализа выявлено, что на предприятии имеются излишние запасы
- колпачка алюминиевого 1,0л в количестве 80 000 шт. на сумму 9,5 млн.р.;
- колпачка декоративного для шипучих вин в количестве 494 500 шт. на сумму 31,7 млн.р.;
- сахарозы в количестве 49 000 кг на сумму 77,9 млн.р., хранящихся на арендованном складе в г. Держинске.
При реализации данных запасов ЗАО «Минский завод виноградных вин» снизит запасы сырья и материалов на сумму 119,1 млн.р. (9,5 млн.р. + 31,7 млн.р. + 77,9 млн.р.). Следовательно на эту сумму сократится потребность предприятия в оборотных активах.
2. Внедрение методики нормирования потребности в конкретных видах сырья и материалов и определение максимальной величены текущего запаса сырья и материалов.
После проведения необходимых расчетов видим, что запасы стеклобутылки винной 0,7л сократятся на 666 068 шт. на сумму 306,2 млн.р.; запасы колпачка декоративного для шипучих сократятся на 850 339 шт. на сумму 58,1 млн.р.; запасы пробки корковой сократятся на 1 943 324 шт. на сумму 527,9 млн.р.
Таким образом, после проведения мероприятий по сокращению запасов сырья и материалов общая сумма высвободившихся средств из оборота составит 892,2 млн.р.
Мероприятия по снижению запасов готовой продукции на складах предприятия. Для проведения данного мероприятия были разработаны следующие предложения:
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |