Целесообразность
построения операции 05 в таком варианте следует подтвердить экономическими
расчетами после назначения режимов резания и технического нормирования. В
заключение на стандартных технологических картах и в соответствии с правилами
ЕСТД составляют подробное операционное описание, которое вместе с маршрутным
подшивается в пояснительную записку в виде приложения (см. приложение 1).
Припуском называют слой
материала, удаляемый в процессе механической обработки в целях достижения
заданных точности и качества обрабатываемой поверхности детали.
Чертежи исходных
заготовок отличаются от чертежей готовых деталей тем, что на всех
обрабатываемых поверхностях предусматриваются припуски, изменяющие их размеры,
а иногда и форму.
Промежуточным припуском
называют слой, снимаемый при выполнении данного (i-го) технологического перехода механической обработки (или
одной операции).
Общим припуском называют
сумму промежуточных припусков по всему технологическому маршруту механической
обработки данной поверхности. Его определяют как разность размеров заготовки и
готовой детали.
Величиной общего и
промежуточных (операционных) припусков на обработку во многом определяется
рентабельность техпроцесса.
Преувеличенные припуски
влекут за собой перерасход материала, необходимость в дополнительных переходах
(рабочих ходах) или операциях, в
результате чего производительность обработки снижается.
Уменьшенные припуски
усложняют достижение заданной точности размеров и качества обработки
поверхностей, а при определенных условиях являются причиной появления брака.
Прогрессивный
расчетно-аналитический способ позволяет определить припуски для конкретных
условий обработки [5, с. 59-92; 9, с.243-255; 10, с.173-197 и др.]. Величиной
минимального припуска, рассчитанного по этому способу , учитывается
необходимость удаления шероховатости (Rzi-1), дефектного слоя (hi-1) и пространственных отклонений
заготовки, (), полученных на смежном (i-1) предшествующем переходе, и
необходимость компенсации погрешности установки (),
возникающей на выполненном (i-м)
переходе. Для каждой схемы базирования и вида обработки заготовки разработана
следующая зависимость:
.
Максимальные припуски для
каждого перехода по этому методу ()
определяют как сумму минимального припуска ()
с разностью допусков заготовки () и
детали (), т. е.
С учетом значений и и допусков,
назначаемых на каждый технологический переход, устанавливают размеры по всему
технологическому маршруту обработки поверхности, округляя их до того знака
десятичной дроби, с каким указан допуск: для валов в сторону увеличения (в
плюс), а для отверстий в сторону уменьшения (в минус).
Расчетно-аналитическим методом
следует воспользоваться для расчета припусков на одну из наиболее ответственных
поверхностей детали (отверстие или вал). На остальные поверхности, как
указывалось в разделе 3, припуски следует назначить по таблицам [10,15], т.е.
воспользоваться опытно-статистическим способом.
Раздел следует начинать с
указаний о том, для обработки каких поверхностей и для выполнения каких
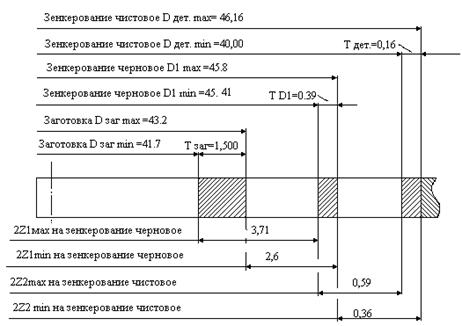
операций (переходов) предполагается рассчитать припуски. Далее составляют схему
расположения всех промежуточных припусков и допусков (см. рис. 5) и карту
расчета припусков на обработку и предельных размеров по технологическим
переходам с внесением в нее всех расчетных значений: RZ, h, Δ, ε (см. табл. 6).
После определения
припусков на все поверхности необходимо уточнить размеры на чертеже заготовки и
окончательно рассчитать ее массу. Текст пояснительной записки с определением
припусков расчетно-аналитическим способом, с заключительной таблицей и схемой
расположения промежуточных припусков и допусков может составлять 2―3 страницы.
Пример
7. Рассчитать припуски и промежуточные предельные размеры для обработки
отверстия под шлицы 46Н 11(+0,16) в заготовке детали (см. рис. 1).
Согласно
принятому маршруту обработки отверстие получают в два перехода – черновым и
чистовым зенкерованием. Обработка ведется на операции 05 в два установа с
базированием по необработанным, а затем обработанным наружным цилиндрическим
поверхностям венца и торцам ( см. рис. 4, поз.V и VI )
Исходные данные. По
чертежу и техническим требованиям к заготовке ( см. рис. 2 ): RZ = 240 мкм , h = 300 мкм , мкм, а после чернового
зенкерования RZ =
50 мкм, h= 50 мкм [10, с. 190, табл. 27] и , мкм ( полагая, что коэффициент уменьшения погрешностей Ку
= Δ дет./Δзаг= 0,05 [ 9 ] и, ).Погрешности
установки заготовки в трехкулачковый патрон по необработанной поверхности мкм, а по обработанной — мкм [10, с. 42, табл. 13].
Предельные отклонения диаметра отверстия в заготовке ES = +500 мкм и EI = −1000
мкм [ 10, с. 144, табл. 23] и рис. 2.
Внесем исходные данные в
табл. 6 и рассчитаем величину минимальных припусков, мкм [9]:
,
для чернового
зенкерования
мкм,
для
чистового зенкерования
мкм.
Таблица 6
Маршрут обработ-ки
Элементы допуска, мкм.
Расчетные размеры
Допуск
на промежуточный размер, мкм.
Предельные (округленные )
Rz
h
Δ
ε
2Zmin,
мкм
Dmax, мм.
размеры заготовки, мм
значения припусков,
мкм
Dmax
Dmin
2Zmn
2Zmax
Заготов-
ка
Зенкеро-вание черновое
Зенкеро-вание чистовое
240
50
6.3)
300
50
(20)
700
35
(2)
-
280
70
2588
356
43,216
45,89
46,16
1500
390
160
43,20
45,8
46,16
41,70
45,4
46,0
-
2600
360
-
3710
590
Общий припуск -2Zобщ.
2960
4300
Карта расчета
припусков на обработку отверстий диаметром 46Н11
Составим
схему расположения припусков и допусков (рис.5).
Определим
общий номинальный припуск:
Номинальный
диаметр отверстия в заготовке:
Следовательно,
на чертеже заготовки будет указан размер диаметра
Рис.
5. Схема расположения припусков и допусков на обработку отверстия диаметра 46H11
Схема
обеспечивает наглядность и способствует более глубокому пониманию вопроса. Ее
рекомендуется составить (в черновике) до начала всех расчетов. Методика
определения значений пространственных отклонений заготовки для различных случаев
приводится в [5, 7, 10, 30] и прочей литературе.
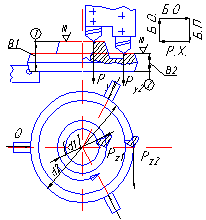
Для
проектируемых операций режим обработки поверхностей заготовки рассчитывают по
формулам теории резания [11, 13, 25, 31]. Исходными данными к расчетам служат:
номер, наименование и краткое содержание операции, сведения о заготовке (ее
форма, размеры обрабатываемых поверхностей, величина припусков, характеристика
материала), требования к точности размеров, точности формы и расположению к
величине шероховатости обработанных поверхностей; принятые модель станка,
конструкции приспособлений и инструмента; обязательно рисунок или эскиз
обработки (см. рис. 6). Условия выполнения операций являются необходимой
информацией для любых технологических расчетов и должны быть подробно изложены
в плане раздела. Далее устанавливают глубину резания, затем подачу и скорость
резания. При обработке поверхностей за один рабочий ход глубина резания равна
величине припуска. При обработке поверхности в несколько рабочих ходов припуск
делят так, чтобы для последнего рабочего хода глубина резания была наименьшей и
обеспечивала заданную точность обработки. Подачу принимают по таблицам из
справочников максимально допустимую: при черновой обработке ― условиями
прочности самого слабого звена технологической системы; при чистовой и
отделочной ― исходя из требований к точности и шероховатости поверхности.
Для
одного-двух переходов расчет выполняют с подробными объяснениями, ссылками на
таблицы и страницы первоисточников. Результаты расчетов режимов резания для
других переходов в данной операции представляют таблицами (см. пример 8).
Режимы
резания для других операций технологического маршрута могут быть установлены по
упрощенным зависимостям [5, 14, 29 и др.] Далее, пользуясь программами кафедры,
с помощью ЭВМ выполняют оптимизацию режимов для многоинструментальных наладок и
выбор более экономичных ― для одноинструментальных. Во всех случаях
принимаемые значения подач S
и расчетные значения частот вращения шпинделей (числа двойных ходов в минуту) n
следует скорректировать со значениями, действительно имеющимися на выбранной
модели станка. Правила коррекции излагаются в учебниках по технологии
машиностроения. При расчетах на ЭВМ в пояснительной записке коротко излагают
суть решаемой задачи, указывают целевую функцию и приводят результаты
(распечатку) вычислений.
Затем,
пользуясь принятыми значениями режимов резания, по формулам из [11, 13, 31]
или другим, определяют действующие на заготовку в процессе обработки силы и
моменты сил резания. Для одного-двух переходов расчеты выполняет подробно, со
ссылками на техническую литературу. Приводят эскизы с указаниями направления
действующих сил и моментов. Результаты остальных расчетов сводят в таблицу (см.
пример 8). Здесь же в заключении определяют эффективную мощность резания и
сравнивают ее с мощностью приводов станка. По коэффициенту использования
мощности судят о правильности
выбора оборудования. При низкой загрузке станка по мощности или недостаточной
мощности его приводов подбирают более подходящую модель.
Пример
8. Установить режим обработки, рассчитать силы резания и необходимую
мощность станка для выполнения операции 05.
Операция
05 ― токарная. Выпол-няется на вертикальном восьми-шпиндельном автомате
мод. 1К282 в два установа. На шести рабочих позициях предварительно обрабаты-вают
наружную поверхность венца, подрезают все торцы, выполняют черновое и чистовое
зенкерование отверстия в ступице, снимаются фаски. На каждой позиции выполняют
по два перехода (см.рис.4 к примеру 6). Режущие части всех инструментов из твердого
сплава Т15К6.
Позиция
III, переходы 1 и 2 ― точить
поверхность 1 и 2 одновременно (рис.6). Оставим для чистовой
обработки торцов припуск 0,3 мм. Тогда глубина резания мм. Подачу примем по [11,
с.268, табл.14] мм/об (соответствует
одной из ступеней по паспортным данным станка). Наибольшие диаметры обработки:
ступицы мм, венца мм.
Скорость
резания
где
коэффициент скорости
резания; - показатели степtней
принимают по [11, с.269, табл.17] равным и ; ─ коэффициент,
учитывающий конкретные условия резания: ;
― коэффициент,
учитывающий свойства обрабатываемого материала [11,с.261, табл.1].
(по
[11, с.162, табл.2] и );
―
коэффициент, учитывающий состояние поверхности заготовки, [11, с.163, табл.5] (для поковки);
―
коэффициент, учитывающий влияние инструментального материала, [11, с.263,
табл.63] (для Т15К6);
и ― коэффициенты,
учитывающие параметры резца [11, с.271 табл.18], и
(для и r
= 0,5);