 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Учебное пособие: Технологии машиностроения
Для выполнения каждой операции подбирают оборудование (модель станка), оснастку и оговаривают прочие условия обработки. В условиях массового производства применяют высокопроизводительные станки: полуавтоматы и автоматы, агрегатные станки и автоматические линии. Для сокращения вспомогательного времени станочные приспособления снабжают быстродействующими зажимными механизмами; многоинструментальные наладки комплектуют наряду со стандартным, специальным режущим инструментом повышенной стойкости; автоматизируют вспомогательные операции, такие, как загрузка-разгрузка, перемещение обрабатываемых заготовок от станка к станку, технический контроль и пр.
Техпроцессы серийных производств оснащают, как правило, универсальным оборудованием, в том числе станками с ЧПУ, и стандартной оснасткой. Применяют универсальные и групповые приспособления. При переменно-поточной форме организации производства применяют автоматизированные линии с использованием манипуляторов и промышленных роботов, управляемых ЭВМ.
В общем случае при выборе оборудования и оснастки руководствуются рекомендациями [5, с.51-58; 7, с.71-72; 12, c.132-135 и. др.].
Изложенная методика построения технологического маршрута не является обязательной и требует творческого подхода в каждом конкретном случае. Каждый раз при разработке маршрута следует ориентироваться на типовые технологические процессы обработки деталей данного класса, с успехом используемые в различных отраслях машиностроения и подробно описанные в технической литературе [10, 14, 17, 25 и пр.].
Практику по теме завершают составлением в пояснительной записке таблицы (см. табл.5) с эскизным вариантом укрупненного технологического маршрута обработки детали (всего на 8―10 основных технологических операций) и обязательного четкого логического обоснования всех принятых решений, ссылками на первоисточники с рекомендациями и типовыми маршрутами. Далее подробно разрабатывают технологические операции.
Пример 5. Разработать технологический маршрут обработки детали (рис.1) в условиях серийного производства.
Производство различных типов зубчатых колес хорошо отработано. Типовые технологические процессы деталей данного колеса приводятся в [12, 14, 17, 25]. Их анализ показывает, что после выполнения заготовительных операций механическую обработку выполняют, как правило, в следующей последовательности: первоначально осуществляют предварительную обработку заготовки по всем поверхностям; затем производят чистовую и окончательную обработки отверстия в ступице (в том числе нарезание шлиц или шпоночных пазов), используемого в дальнейшем в качестве технологической базы для нарезания зубьев, чистовой и окончательной обработки остальных поверхностей. Для выполнения этих операций заготовку устанавливают на оправку. Соблюдается принцип совмещения технологической базы с конструкторской, что облегчает выполнение финишных операций и способствует повышению их точности.
Воспользуемся рекомендациями из отмеченной литературы, приложением 3 и с учетом принятых способов обработки поверхностей (см. пример 4) составим эскизный вариант маршрута обработки детали (табл.5). Маршрут включает в себя 8 основных механических операций: операция 05 ― токарная (подробно проработана в примере 6); операция 10 ― шлицепротяжная (схема операции одноместная, одноинструментальная, наиболее рациональная из возможных);операция 20 ― токарная (схема обработки ― одноместная, многоинструментальная), чистовая обработка всех поверхностей, включая скос на венце, ведется по программе на станке с ЧПУ; операция 25 ― зубофрезерная (схема обработки двухместная, одноинструментальная), обеспечивает необходимую точность при максимальной производительности и т.д. Заканчивают обработку шлифованием по наружному диаметру и торцам венца (операция 40) и шлифованием зубьев шестерни (операция 50, 55) после их термической обработки на установке ТВЧ. Далее следует моечная, контрольная и другие вспомогательные операции.
Для выполнения каждой механической операции по справочникам [2, 25 и 5] предварительно подобраны современные, наиболее производительные станки отечественного производства. Подробный технологический маршрут изложен на КТП (см. приложение 1).
| Оборудование | Токарный восьмишпиндельный вертикальный полувтомат мод. 1К282 | Протяжной вертикальный станок для внутреннего протягивания мод. 7Б65 | Токарный станок с ЧПУ мод. 16К20ФЗ | Зубофрезерный полуавтомат вертикальный мод. 5В312 | Полуавтомат зубозакругляющий мод. 5Е580 | Круглошлифовальный универсальный станок мод. 3Т160 | Зубошлифовальный станок мод. 5В8ЗЗ | ||||||||
| Эскиз, базирование, примечания |
|
||||||||||||||
| Содержание операции | Токарная обработка по наружному диаметру противобазового и базового торцов, зенкерование предварительное и чистовое, снятие фасок | Протягивание шлицевого отверстия шлицевой протяжкой | Зачистка заусенцы на шлицевом отверстии (опиловочная) | Чистовая токарная обработка базового, противобазового торца и наружной поверхности | Нарезание зубьев m = 2.5 c припуском под шлифование 0,1―0,2 мм на сторону | Зубозакругление | Термическая, закладка венца ТВЧ | Шлифование по наружному диаметру венца и базовому торцу | Шлифование зубьев на центровой оправке (предварительное и окончательное) | При установке проверять биения торца и венца | |||||
| Номер операции | 05 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | |||||

8. ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ
Технологическая операция ― это законченная часть технологического процесса, выполняемая на одном рабочем месте (ГОСТ 3.1109―82). При обработке на станках операция включает все действия рабочего, управляющего станком, а также автоматические движения станка, осуществляемые в процессе обработки заготовки до момента снятия ее со станка и перехода к обработке другой заготовки [9].
После составления маршрута обработки приступают к детальной проработке каждой технологической операции. Содержание операции часто определяется количеством переходов, которые могут быть выполнены на выбранном типе станка, при этом стремятся добиться сокращения трудоемкости, повышения производительности и экономичности. Начинают с построения схемы. Для массового производства предпочтительны многоинструментальные операции с параллельной или параллельно-последовательной обработкой поверхностей, с непрерывной или раздельной загрузкой заготовок, обеспечивающие наивысшую производительность за счет многократного взаимного перекрытия основного и вспомогательного времени. В то же время значительная концентрация операций (значительное увеличение числа переходов) с использованием большого количества инструментов в наладке, может привести к снижению общей производительности за счет простоев, связанных с частой заменой и подналадкой инструментов.
В массовом производстве на содержание операции оказывает влияние длительность ее выполнения, которая должна быть равна или кратна такту.
Для серийного производства чаще проектируют одноместные, одно- и многоинструментальные операции с последовательной обработкой поверхностей.
В условиях единичного и мелкосерийного производства тяжелого машиностроения тенденция к проектированию высококонцентрированных операций связана со значительными потерями времени, возникающими при частых перестановках (и выверках) крупногабаритных заготовок со станка на станок.
Кроме изложенного на степень концентрации оказывают влияние: конструкция заготовки, взаимное расположение обрабатываемых поверхностей, величина промежуточных припусков, конструкции применяемых инструментов и другие факторы. Низкая жесткость заготовки, например, может служить причиной отказа от параллельной обработки. Обработку с высокими требованиями к точности и чистоте поверхностей часто выделяют в самостоятельную отделочную (финишную) операцию, выполняемую на станках повышенной точности.
Формальными показателями количественной характеристики схем построения операций служат коэффициенты совмещения основного (КС.О) и оперативного (КС.ОП) времени [9, с. 262], значения которых определяют при техническом нормировании всей операции.
Построив схему, подбирают режущий инструмент и режимы обработки, необходимые для эффективного выполнения операции на выбранной модели станка. Инструмент должен обеспечить: наибольшую производительность, требуемую точность и шероховатость поверхности, а также обеспечить целесообразное использование технических возможностей оборудования.
Алмазы и минераллокерамические твердые сплавы обеспечивают наивысшую производительность при окончательной, отделочной обработке. Титано-вольфрамовые твердые сплавы применяют при обработке сталей на сравнительно спокойных режимах резания. При обработке сталей с толчками, с вибрациями и обработке чугуна лучшие результаты дают вольфрамовые сплавы. Быстрорежущие и инструментальные стали используют для изготовления фасонного инструмента и в тех случаях, когда из-за малой мощности или скорости станка невозможно использовать свойства твердых сплавов.
В случаях невозможности или низкой эффективности использования стандартного инструмента изготавливают специальный, который, как правило, обходится дороже. Для принятого вида инструмента и, в первую очередь, для многоинструментальной обработки составляют план-схему размещения инструментов в инструментальных блоках, в шпинделях и револьверных головках, в суппортах и т.д. Затем выполняют расчет таких режимов резания, которые должны обеспечить согласованную работу всех инструментов.
Проектирование операций завершают разработкой схемы контроля и выбором необходимых контрольно-измерительных средств; каждая технологическая операция должна выполняться с соблюдением, специально составленной или утвержденной ранее, инструкции по охране труда (ИОТ).
Для практики студентам достаточно подробно разработать одну-две технологические операции. Мотивации или подробное обоснование всех принятых решений следует изложить в пояснительной записке текстом, а схему установки заготовки (см. рис.4) и порядок выполнения технологических переходов с обозначением обрабатываемых поверхностей и выдерживаемых размеров, представить отдельным рисунком (или эскизом).
Пример 6. Для технологического маршрута обработки детали (см. пример 5) спроектировать операцию 05 ― подобрать производительный и эффективный вариант предварительной токарной обработки всех наружных поверхностей заготовки и рациональный способ расточки отверстия в ступице для последующего нарезания шлиц.
Эффективность построения таких операций маршрута (см. пример 5), как 10 ― шлицепротяжная, 25 ― зубофрезерная, 30 ― зубозакругляющая очевидны. Больший интерес представляет операция 05 ― токарная, на которой согласно технологическому маршруту (см.табл.5) следует предварительно обточить все поверхности заготовки, а отверстия в ступице - обработать еще и окончательно.
Предварительную
обработку поверхностей с оставлением небольших припусков (по 0,3 мм на сторону)
для чистовой, целесообразно выполнить точением. При этом будут легко достигнуты
точность размеров, соответствующая 12 квалитету, и шероховатость поверхностей в
пределах ![]() 10―6,3. Для обработки
отверстия в ступице диаметром 46Н11 (см.рис.1) подходит двукратное
зенкерование, которое обеспечит заданную точность размера и шероховатость
поверхности (см. приложение 3).
10―6,3. Для обработки
отверстия в ступице диаметром 46Н11 (см.рис.1) подходит двукратное
зенкерование, которое обеспечит заданную точность размера и шероховатость
поверхности (см. приложение 3).
С учетом серийности производства деталей операции можно выполнять на универсальном токарно-винторезном станке мод. 16К20 в два установа с последовательной обработкой каждой наружной поверхности соответствующим инструментом (резцом) и попеременной установкой в пиноль задней бабки зенкеров для предварительной и окончательной обработки отверстия.
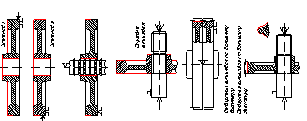
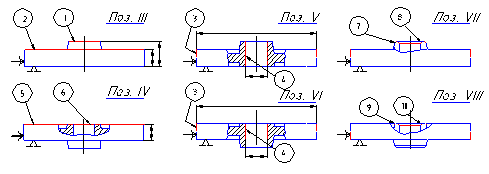
Можно обрабатывать заготовки на токарно-револьверном станке мод. 1К341 в два установа с параллельно-последовательной обработкой отдельных поверхностей. Такие станки широко используются на предприятиях с серийным выпуском продукции. В техпроцесс для выполнения этой операции включен восьмишпиндельный вертикальный токарный полуавтомат мод. 1К282, который из-за высокой производительности чаще применяют в крупносерийном производстве. Этот станок позволяет вести обработку одновременно на шести позициях (первая и вторая позиции загрузочные),сразу большим числом различных инструментов. Вычертим технологические эскизы с выделением обрабатываемых поверхностей и указанием опор и технологичкских зажимных устройств. Операция включает 12 переходов. На позиции I заготовка устанавливается в патрон, базируясь на необработанные поверхности 3 и 5. Переходы 1 и 2, подрезка торца ступицы 1 и торца венца 2 проходными резцами осуществляется на позиции III (рис. 4).
Переходы 3 и 4 ― точение наружной поверхности венца 3 проходным резцом и предварительное зенкерование отверстия в ступице 4 производят на позиции V.
На позиции VII снимаются фаски 7 и 8 фасонными резцами ― переходы 5 и 6.
Далее с позиции I следует перестановка заготовки в патрон на позицию II с базированием по обработанным поверхностям 2 и 3.
Переходы 7 и 8 ( подрезка торца венца 5 и торца ступицы 6 проходными резцами) выполняют на позиции IV.
Переходы 9 и 10 (обработка по наружной поверхности венца 3 проходным резцом и чистовое зенкерование отверстия 4) производят на позиции VI.
На позиции VIII снимаются наружная 9 и внутренняя 10 фаски на другом торце ступицы ― переходы 11 и 12. Обработка за один установ базового торца колеса и чистовое зенкерование отверстия в ступице позволяют обеспечить перпендикулярность между плоскостью торца и осью отверстия. При данной схеме обработки многократно взаимно перекрывается основное время. Вспомогательное время, связанное с установкой, закреплением, откреплением и перестановкой заготовок, полностью исключается, так как перекрывается временем обработки. Таким образом, имеет место высококонцентрированная операция с параллельно-последовательной обработкой всех поверхностей.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
ИНТЕРЕСНОЕ | |||
| ||||