 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Учебное пособие: Технологии машиностроения
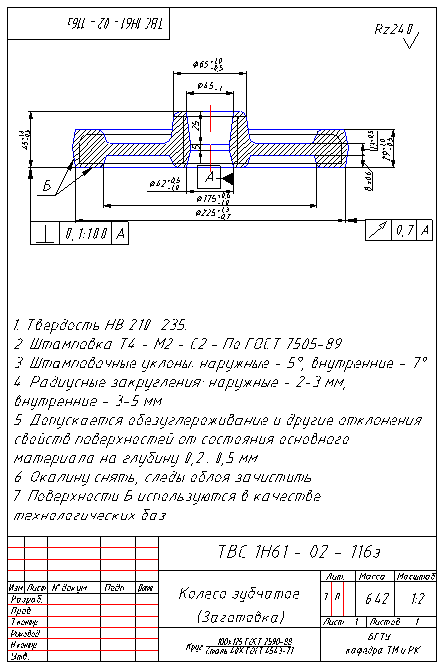
Следовательно, наиболее рациональным способом получения заготовки допустимо считать штамповку на КГШП. Спроектируем чертеж заготовки (см. рис. 2). Далее по табл. 22 [30, с.247] определим припуски на обрабатываемые поверхности, соответствующие ГОСТ 7505―89, с учетом которых расчетная масса заготовки составит G = 6,42 кг. По указанному стандарту материал поковки ― сталь 40Х ―относится к группе сталей М2, табл.24 [30, с.255]; конфигурация заготовки соответствует поковке степени сложности С2 [30, с. 256]; класс точности ― Т4 (поковки, получаемые в открытых штампах на ГКШП, табл. 25 [30, с. 255]). Для сочетания G = 6,42 с М2, С2 и Т4 исходный индекс 14, табл. 27 [30, с. 257]. Пользуясь полученным значением индекса по табл. 28 [30, с. 260], установим и перенесем на чертеж допуски и предельные отклонения на диаметр венца 225 мм, толщину венца 29 мм, длину ступицы 45 мм и прочие размеры заготовки колеса. Закончим оформление чертежа записью необходимого минимума технических требований (см. чертеж заготовки).
Ориентировочная стоимость заготовки по методике [5, с. 31-39] составит, руб:
![]() ,
,
где
![]() ― базовая стоимость
1 т штамповок, руб.; *Cб
=
373 [5, с.37];
― базовая стоимость
1 т штамповок, руб.; *Cб
=
373 [5, с.37]; ![]() ― масса
заготовки, кг;
― масса
заготовки, кг; ![]() ― масса
готовой детали, кг;
― масса
готовой детали, кг; ![]() ;
; ![]() ,
, ![]() ,
, ![]() ,
, ![]() и
и ![]() ― коэффициенты,
зависящие от класса точности, степени сложности, массы, марки материала и
объема производства
― коэффициенты,
зависящие от класса точности, степени сложности, массы, марки материала и
объема производства ![]() для штамповок
класса точности Т4 по ГОСТ 7505―89, [5,c.37];
для штамповок
класса точности Т4 по ГОСТ 7505―89, [5,c.37]; ![]() ―для
низколегированной стали М2, [5,с.37];
―для
низколегированной стали М2, [5,с.37]; ![]() и
и
![]() , табл. 2.12 [5,с.38];
, табл. 2.12 [5,с.38]; ![]() табл. 2.13 [5,с.38];
табл. 2.13 [5,с.38]; ![]() ― цена 1 т отходов,
руб.
― цена 1 т отходов,
руб. ![]() , табл. 2.7 [5, с. 32].
, табл. 2.7 [5, с. 32].
С учетом значений параметров
![]() руб.
руб.
Стоимость заготовки, полученной на молоте, в связи с увеличением припусков и общей массы, окажется несколько выше.
|
Стоимость
заготовки из проката стали 40Х стоимостью ![]() руб/кг*
[5,с.30] и табл. 2.6 [5,с.31] ―
руб/кг*
[5,с.30] и табл. 2.6 [5,с.31] ― ![]() ,где
,где
![]() - затраты на материал
заготовки, руб;
- затраты на материал
заготовки, руб; ![]() ―
технологическая себестоимость резки проката на штучные заготовки, руб.
―
технологическая себестоимость резки проката на штучные заготовки, руб.
![]() (а)
(а)
Длина
детали ![]() мм (см. рис.1). Оставим
минимальные припуски на подрезку торцов по 0,5 мм на сторону и, приняв для
заготовок прокат диаметром 255 мм,
определим массу заготовки
мм (см. рис.1). Оставим
минимальные припуски на подрезку торцов по 0,5 мм на сторону и, приняв для
заготовок прокат диаметром 255 мм,
определим массу заготовки
![]() кг,
кг,
где
![]() ― плотность стали,
― плотность стали, ![]() .
.
По
формуле (а) ![]() руб. ― превышает
стоимость заготовки, полученной на КГШП, даже без
руб. ― превышает
стоимость заготовки, полученной на КГШП, даже без ![]() .
К тому же
.
К тому же ![]()
![]() недопустимо
мал.
недопустимо
мал.
Таким образом, вариант получения заготовки на КГШП следует считать наиболее приемлемым.
5. ВЫБОР СПОСОБОВ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И НАЗНАЧЕНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
Каждая деталь может быть представлена в виде сочетания таких элементарных поверхностей, , как: плоскости, цилиндры, конусы, торы и пр. Более сложные поверхности: винтовые, шлицевые, зубчатые и другие фигурные встречаются реже. Многолетней практикой установлены типовые способы механической обработки для каждой элементарной поверхности. Выбор того или иного способа определяется комплексом факторов, среди которых учитывают конфигурацию, габаритные размеры, материал и массу детали; объем выпуска, принятые тип и форму организации производства; имеющиеся в распоряжении оборудование и оснастка и др. К главным факторам непременно относят точность, производительность и рентабельность каждого способа. Например, получить плоскую поверхность небольшой площади с примерно одинаковыми качествами на детали из чугуна можно: цилиндрическим (встречным и попутным) и торцовым фрезерованием; точением, строганием и протягиванием; шабрением; периферийным, торцовым или ленточным шлифованием и т.д. Выбор способа тесно связан еще и со стадией (этапом) процесса обработки. Обдирочная, предварительная (черновая), промежуточная (чистовая) и окончательная (отделочная, тонкая) обработки одной и той же поверхности, чаще выполняются разными способами. Например, черновое и чистовое зенкерование отверстия, а затем развертывание или шлифование (после термообработки).
С различными способами механической обработки поверхностей студенты знакомятся при изучении курсов "Технология конструкционных материалов", "Теория резания", "Электрофизические, электрохимические и механические способы обработки", "Металлорежущие станки", "Проектирование режущего инструмента",а также во время проведения производственных практик. Они подробно изложены в учебниках [9, 12, 17 и др.] Выбор конкретного метода обработки производят с помощью таблиц средней экономической точности различных способов обработки, публикуемых в справочных изданиях [10, 15, 23, 30 и пр.]. Пользуясь приобретенными знаниями и литературой, студенты перед составлением техпроцесса изготовления детали намечают рациональные способы обработки каждой из ее поверхностей.
Параллельно с выбором метода обработки конкретной поверхности решаются вопросы базирования и закрепления заготовки на станке или в приспособлении.
В условиях единичного и мелкосерийного производства часто используют проверочные базы. Положение заготовки на станке определяют с помощью разметки и выверки, а для закрепления широко используют ручные механические зажимы.
В серийном и массовом производстве в основном пользуются контактными (установочными) и настроечными базами.
Контактные базы всегда соприкасаются с опорами приспособлений. Настроечные базы при выполнении технологической операции образуются за один установ с другими обрабатываемыми поверхностями. Их особенно эффективно используют при многоинструментальной обработке на станках-автоматах и полуавтоматах, в автоматических линиях и пр. В таких случаях для закрепления заготовки чаще применяют пневматические, гидравлические и прочие высокопроизводительные зажимные устройства, обеспечивающие надежное закрепление заготовок с постоянными силами. Все обрабатываемые поверхности связывают с технологическими базами непосредственными размерами.
Совмещение технологических баз с конструкторскими и измерительными позволяет исключить погрешность базирования и выполнить размеры с использованием полного поля допуска, установленного конструктором. В целях уменьшения погрешностей в расположении поверхностей следует в качестве баз на всех операциях по возможности использовать одни и те же поверхности.
При несоблюдении принципов совмещения и постоянства баз студентам обязательно следует выполнить размерный анализ, т. е. произвести пересчет выполняемых размеров и назначить на них технологические допуски.
В качестве баз выбираются поверхности простейшей геометрической формы: плоскости, цилиндры и пр. При отсутствии на заготовке поверхностей, удобных для базирования, базы создают искусственно.
Назначение технологических баз в каждом случае производят одновременно с определением способа обработки поверхностей. Объем текста пояснительной записки ― 1―2 с. С учетом выбранных способов обработки в дальнейшем проектируют маршрут выполнения технологических операций.
Пример 4. Назначить технологические базы и выбрать способы обработки всех поверхностей детали по чертежу рис.1 в условиях серийного производства. Чертеж заготовки детали дан на рис.2.
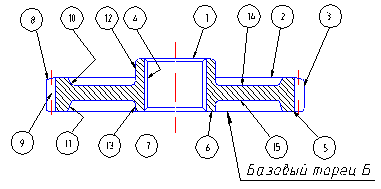
Для выполнения задания темы составим эскиз детали (рис.3), на котором все основные поверхности пронумеруем цифрами. Производства с серийным выпуском продукции оснащают, в основном, универсальным оборудованием, приспособлениями и пользуются стандартным инструментом.
Согласно чертежу и техническим требованиям на изготовление детали (см.рис.3) обработке подлежат следующие поверхности: торцы ступицы 1 и 6, торцы венца 2 и 5, наружная поверхность венца 3, отверстие в ступице 4, шлицевая поверхность отверстия 7, скос на венце 8, зубчатая поверхность 9, а также внутренние и наружные фаски на торцах ступицы. Внутренние поверхности венца 10 и 11, наружные ступицы 12 и 13, поверхности реборды 14 и 15 механической обработке не подвергаются.
Обработку шлиц 7 в отверстии ступицы можно осуществить долблением, протягиванием, а расточку под протягивание предварительную и чистовую ― резцом или зенкером. Зенкерование более производительно. Окончательную обработку зубьев 9 после закалки венца ТВЧ следует выполнить шлифованием, а нарезание зубьев ― зубофрезерованием. Наружную поверхность 3 и торцы венца 2 и 5 после закалки в целях очистки от окалины и достижения точности следует шлифовать на круглошлифовальном станке. Предварительную и окончательную обработки всех других поверхностей можно производить точением. Таким образом, с учетом рассуждений, предварительно имеем следующие схемы (табл. 4).
|
Способы обработки поверхностей и технологические базы
| Номера и наименование обрабатываемых поверхностей | Вид механической обработки (с учетом рекомендаций приложения 3) |
Номер базовой поверхности |
Колич. лишенных степеней свободы |
|
1 ─ торец ступицы 2 ─ торец венца 3 ─ отверстие в ступице 4 ─ наружная поверхность венца 5 ─ торец венца 6 ─ торец ступицы 4 ─ отверстие в ступице 7 ─ шлицевое отверстие 1,2,3,5,6 и 8 ─ скос 9 ─ зубчатая поверхность 9 ─ зубчатая поверзность 1,2,3,5 и 6 |
Точение предварительное То же Зенкерование черновое Точение предварительное То же >> Зенкерование чистовое Протягивание шлиц Точение чистовое (с ЧПУ) Зубофрезерование Зубошлифование после ТВЧ Круговое шлифование |
5 и 3 5 и 3 5 и 3 5 и 3 2 и 3 2 и 3 2 и 3 4,5 и 7 5 и 7 |
5 5 5 5 5 5 5 6 6 6 6 5 |
6. МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
При выполнении технологической операции станок должен обеспечить: точность обработки, заданное качество поверхностей и выполнение других технических требований к изготавливаемой детали, производительность обработки, обеспечивающую заданную программу выпуска в условиях принятого типа производства (в поточно-массовом производстве ― с учетом такта выпуска), наименьшую технологическую себестоимость детали, т.е. максимальную экономичность и эффективность.
Строгое соблюдение первых трех условий гарантирует заданное качество детали. Планировать выполнение операции на станке, не обеспечивающем хотя бы одно из требований к детали, недопустимо и тождественно заведомому планированию брака.
Выбирая модель, учитывают: соответствие основных габаритных размеров станка габаритам обрабатываемых деталей; возможность работы на оптимальных режимах резания; соответствие станка по мощности и прочности механизмов; необходимость использования имеющегося парка станков и возможность приобретения нового; возможность механизации и автоматизации обработки; простоту в обслуживании и другие факторы.
Выбор оборудования производится при разработке маршрута обработки детали, при этом исходными данными для выбора служат: чертеж и технические требования к детали, тип производства и годовая программа выпуска, принятые способы обработки поверхностей, желаемая степень механизации и автоматизации и пр. Выбирают станки, пользуясь паспортными данными, сведениями из справочной литературы и каталогов металлорежущего оборудования [5, 11, 25] и пр. Ориентируются прежде всего на новейшие серийно-выпускаемые модели отечественного производства, в том числе на станки с ЧПУ, обрабатывающие центры, робототехнические комплексы и др. Для крупносерийного и массового производства в целях повышения производительности следует рассмотреть вопросы использования специальных и специализированных станков.
Пользуясь знаниями, полученными при изучении курса "Металлорежущие станки” студенты должны обосновать выбор моделей 1-2 станков, проверить их загрузку по времени и мощности. При низкой загрузке, недостаточной (или излишней) мощности при высокой технологической себестоимости обработки, подбирают другие станки, позволяющие получить лучшие технико-экономические показатели. Эта работа проводится при расчетах режимов обработки, техническом нормировании и экономической оценке вариантов проектируемых операций и самостоятельной темой не является.
Примечания 1. Недопустимо проектировать обработку деталей на устаревших или снятых с производства моделях станков, например, таких, как 1А62, 1К62, 2АI25 и пр.
2.
В каталогах и другой технической литературе в технических характеристиках
моделей станков часто указывают общее количество m
и предельные значения частот вращения nmin
и
nmax
(или
подач Smin
и Smax
). В таких случаях определяют промежуточные (i-е)
значения частот вращения (или подач)![]() ,
причем знаменатель геометрической прогрессии ряда
,
причем знаменатель геометрической прогрессии ряда
![]() .
.
Настоящая тема включает составление технологических маршрутов обработки деталей без подробной проработки отдельных технологических операций. Для практики студенты ограничиваются проектированием единичного технологического процесса с маршрутно-операционным описанием.
Маршрут ― последовательность (порядок) обработки. Рассматривают маршрут обработки отдельных поверхностей и маршрут обработки заготовки в целом. В первом случае по заданному квалитету точности и шероховатости данной поверхности и с учетом размера, формы, материала массы детали выбирают наиболее рациональный способ окончательной обработки. Зная вид заготовки, таким же образом выбирают начальный метод маршрута. Базируясь на завершающий и первый методы обработки, устанавливают промежуточные. При этом придерживаются следующего правила: каждый последующий способ обработки должен быть точнее предыдущего. Это значит, что каждая очередная операция, переход или рабочий ход должны выполняться с меньшим технологическим допуском, обеспечивать повышение качества и снижение шероховатости обрабатываемой поверхности.
Технологический допуск на промежуточный размер и качество поверхности, полученные на предшествующем этапе обработки, должны находиться в пределах, при которых можно использовать намеченный последующий метод обработки. Нельзя, например, после сверления выполнять чистовое развертывание; нужно после сверления, перед чистовым развертыванием, выполнить зенкерование или черновое развертывание и т.д. Из большого числа возможных вариантов выбирают маршрут, обеспечивающий наименьшую трудоемкость и минимальную суммарную себестоимость обработки [5, c.39-50; 7, с.59-68; 14, c.237-239 и др.].
При разработке технологического маршрута обработки заготовки главной задачей является формулировка содержания каждой технологической операции и составление общего плана (последовательности) их выполнения. От логического порядка выполнения операций во многом зависят и качество, и производительность, и экономичность обработки детали. При решении этой задачи следуют общим указаниям:
― сначала обрабатывают поверхности, служащие в дальнейшем технологическими базами;
― затем обрабатывают поверхности, с которых снимается наибольший слой металла, что позволяет своевременно обнаруживать и устранять внутренние дефекты в заготовках, а также снять внутренние напряжения;
― обработка остальных поверхностей ведется в последовательности, обратной степени их точности;
― заканчивают обработку теми поверхностями, которые являются наиболее точными и наиболее важными для нормального функционирования детали;
― вспомогательные операции (сверление мелких отверстий, снятие фасок, прорезка канавок, галтелей, зачистка заусенцев и т.п.) выполняют на стадии чистовой обработки;
― отделочные операции, такие, как шлифование, хонингование, притирка и прочие выполняют в последнюю очередь, обычно после термической, химико-термической и других немеханических операций, делящих, как правило, весь техпроцесс на части;
― технический контроль проводят после тех операций, на которых вероятно повышение брака, после сложных дорогостоящих операций, после законченного цикла, а также в конце обработки деталей.
Разрабатывая маршрут обработки детали, одновременно производят предварительную наметку технологических операций без подробной проработки их содержания (эскизный вариант маршрута). Рекомендуется при разработке операций на данном этапе ограничиться эскизами, на которых красными (или жирными) линиями выделить поверхности, подлежащие обработке без нанесения размеров. Кроме того, символами ЕСТД указывают технологические базы, по возможности совмещая их с конструкторскими и измерительными.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |