 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Расчет режимов резания при растачивании
Среднее значение стойкости Т при одноинструментной обработке – 30-60 мин, но мы возьмем Т = 30 мин, т.к. нужно повысить производительность машин за счет увеличения скорости резания.
Таблица 2
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ТОКАРНЫХ РЕЗЦОВ
| Элементы геометрии резцов |
Наименование
формы |
Область применения |
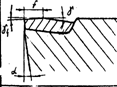
| 1. Форма передней поверхности |
I. Плоская с фаской
|
Резцы всех типов для обработки стали |
|
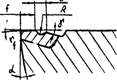
II. Радиусная с фаской
|
Точение и растачивание стали. Радиусная лунка обеспечивает завивание стружки. | |
|
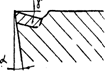
III. Плоская
|
Резцы всех тиков для обработки чугуна и жаропрочных сталей и сплавов с подачами s £ 0,5 мм |
| Элементы геометрии резцов | Значения углов |
Условия работы |
| 2. Главный угол в плане j | 10-30 | Точение с малыми глубинами резания в особо жестких условиях системы СПИД. |
| 45 | Точение в условиях жесткой системы СПИД. | |
| 60 | Точение, при недостаточно жесткой системе СПИД. Растачивание чугуна. | |
| 70-75 | Точение, при недостаточно жесткой системе СПИД. Растачивание чугуна. | |
| 90 | Подрезка, прорезка, отрезка, обтачивание, растачивание ступенчатых поверхностей в упор, Обработка в условиях нежесткой системы СПИД. | |
| 3. Вспомогательный угол в плане j1 | 1-3 | Прорезка пазов, отрезка. |
| 5-10 | Чистовая обработка. | |
| 10-15 | Черновое точение. | |
| I5-20 | Черновое растачивание. | |
| 30 | Обработка с подачей в обе стороны без переустановки резцов с радиальным врезанием. |
Продолжение таблицы 2
| Элементы геометрии резцов |
Обрабатываемый материал |
Точение и растачивание |
|||
| Червовое | Чистовое | Передний угол g о | |||
Задний угол aо |
|||||
|
4. Задние и передние углы |
Сталь, стальное литье | sв £ 800 МПа | 8 | 12 | 12-15 |
| sв > 800 МПа | 8 | 12 | 10 | ||
|
sв > 1000МПа по загрязненной литейной корке |
8 | 12 | - 10 | ||
| Чугун серый |
НВ £ 220 |
6 | 10 | 12 | |
НВ > 220 |
6 | 10 | 8 | ||
| Чугун ковкий | 8 | 10 | 8 | ||
|
5. Угол наклона главной режущей кромки |
Угол l° | Условия работы | |||
| (-2) ¸ (-4) | Чистовое точение, растачивание | ||||
| 0 |
Точение и растачивание резцами с j = 90° |
||||
| 0 - 5 | Черновое точение и растачивание резцами с j = 90° | ||||
| 12 - 15 | Точение прерывистых поверхностей (с ударами) | ||||
Продолжение таблицы 2
|
6. Радиус при вершине r, мм |
Наименование резцов | Характер обработки | Сечение резца в мм | |||
|
16
х 25 |
20
х 30 |
25
х 40 |
30
х 45 |
|||
| Радиус при вершине r, мм | ||||||
| Проходные Подрезные | черновая и чистовая | 1,0 | 1,0 | 1,5 | 1,5 | |
| Расточные | черновая | 1,0 – 1,5 | 1,0 - 1,5 | 1,0 – 1.5 | - | |
| чистовая | 0,5 - 1,0 | |||||
| Отрезные и прорезные | - | 0,2 - 0,5 | ||||
Таким образом, выбираем геометрические параметры резца:
§ Форма передней поверхности – радиусная с фаской;
§ Размер радиусной (стружкоотводящей) лунки В = 2 ÷ 2,5 мм; глубина лунки h = 0,1 ÷ 0,15 мм; радиус лунки R = 4 ÷ 6 мм. Так как при получистовой обработке снимается стружка меньшего сечения, чем при черновой, принимаем наименьшие значения размеров лунки: В = 2 мм; h = 0,1 мм; R = 4 мм
§ Радиус при вершине резца r = 1 мм
§ Передний угол γ = 150
§ Передний угол на упрочняющей фаске γф = - 3 ÷ - 5; принимаем γф = - 50
§ Главный задний угол на пластине из твердого сплава α = 120; на державке α + 30 = 150
§ Угол наклона главной режущей кромки λ = 00
§ Главный угол в плане φ = 30 ÷ 60; принимаем φ = 600
§ Вспомогательный угол в плане φ1 = 200, так как обработка осуществляется расточным резцом с пластиной из твердого сплава.
Назначение режимов резания
1. Глубина резания (t) – величина срезаемого слоя за один проход, измеренная в направлении, перпендикулярном. Глубина резания всегда перпендикулярна направлению движения подачи.
![]()
![]()
2. Подача (s) – величина перемещения режущей кромки относительно обработанной поверхности в единицу времени в направлении движения подачи.
Для Ra = 1,25 ÷ 0,63 мкм при обработке стали резцом с радиусом при вершине r = 1 мм
s = 0,06 ÷ 0,12 мм/об.
Для достижения максимальной производительности берем s = 0,12 мм/об.
3. Скорость резания (ν) – величина перемещения точки режущей кромки относительно поверхности резания в единицу времени в процессе осуществления движения резания.
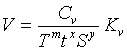 , м/мин
, м/мин
где Kv = Kmv×Kпv×Kuv
Сv - коэффициент, учитывающий условия обработки;
m, x, y - показатели степени;
T - период стойкости инструмента;
t - глубина резания, мм;
S - подача, мм/об;
Kv - обобщенный поправочный коэффициент, учитывающий изменения условий обработки по отношению к табличным
Cv=420; x=0,15; y=0,2; m=0,2; T=30 мин (табл.17; с.269 — [1] )
Kmv – поправочный коэффициент, учитывающий влияние материала заготовки на скорость резания (коэффициент обрабатываемости стали)
Kпv – поправочный коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания.
Kuv – поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания.
1)  (табл.1; с.261 — [1])
(табл.1; с.261 — [1])
при K r= 1; nv = - 1 (табл.2; с.262 — [1])
![]()
2) Knv = 1,00 (без корки) (табл.5; с.263 — [1])
3) Kuv = 1,00 (табл.6; с.263 — [1])
Тогда Kv = 0,6×1,00×1,00 = 0,6
![]() (≈ 3,3 м/с)
(≈ 3,3 м/с)
4. Частота вращения шпинделя
![]() об/мин,
об/мин,
Найдем соответственно полученной скорости резания
![]() об/мин
об/мин
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения:
пд = 400 об/мин
5. Действительная скорость резания
![]() м/мин
м/мин
![]() м/мин (≈ 3 м/с)
м/мин (≈ 3 м/с)
6. Мощность (кВт), затрачиваемая на резание
![]() , кВт
, кВт
Для нахождения мощности нам необходимо определить силу резания (Н):
![]()
Из табл.22 (с.273) источника [1] выписываем коэффициент и показатели степеней формулы; для заданных условий обработки
![]()
![]()
![]()
![]()
где Kp = KМp×Kφр×Kγр×Kλр×Krр
KМp – поправочный коэффициент, учитывающий влияние качества обрабатываемого материала на силу резания
где np = 0,35 (табл.9; с.264 — [1] )
Коэффициенты Kφр; Kγр; Kλр; Krр берем из табл.23 (с.275) источника [1]. Они учитывают влияние геометрических параметров режущей части инструмента на составляющие силы резания при обработке стали.
Kφр = 0,94; для φ = 600
Kγр = 1,0; γ = 150
Kλр —; λ = 0° (не влияет)
Krр = 0,93; r = 1,0 мм
Тогда, подставив значения, получим KPz = 0,93·0,94·1,0 = 0,9
![]() (≈ 24,9 кгс)
(≈ 24,9 кгс)
![]()
В единицах СИ:
![]()
7. Проверим назначенный режим резания по эффективной мощности
Проверяем, достаточна ли мощность привода станка по
условию: ![]()
У станка 1К62 ![]()
По паспорту 
![]() (0,72 < 7,5), т.е.
обработка возможна.
(0,72 < 7,5), т.е.
обработка возможна.
8. Машинное время операции
Основное время
![]() где i = 1
где i = 1
Длина прохода резца ![]()
Перебег ![]() ; возьмем ∆ = 2 мм
; возьмем ∆ = 2 мм
Врезание резца ![]()
![]()
Тогда ![]()
Теперь найдем машинное время ![]()
Библиографический список.
1) Косенко А.И. Современные режущие материалы. НовГУ, Новгород 1998г.
2) Косенко А.И. Оптимальные параметры режущего» инструмента. НовГУ, Великий Новгород 2000г.
3) Смазочно-охлаждающие технологические средства для обработки металлов резанием. Справочник /под ред. С.Г. Энтелиса, Э.М. Берлинера, М. Машиностроение, 1986г.
4) Косенко А.И. Силы резания при точении. Метод, указ, к лаб. работе. НовГУ, Великий Новгород,2000г.
5) Косенко А.И. Влияние режимов резания на температуру при точении. Метод, указ, к лаб. работе. НовГУ, 2000г.
6) Косенко А.И. Оптимальный износ и стойкость режущего инструмента. Метод, указ, к лаб. работе. НовГУ, Великий Новгород, 1997г.
7) Общие машиностроительные нормативы времени и режимов резания.часть II Нормативы режимов резания. М., Экономика, 1990г.
8) Режимы резания металлов, под ред. Ю.В. Барановского. М., Машиностроение, 1972г.
9) Справочник технолога-машиностроителя. Т.2., под ред. А.Н. Малова М., Машиностроение,1972г.
Приложение
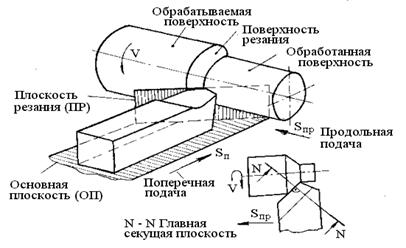
Рис. 1. Поверхности и координатные плоскости
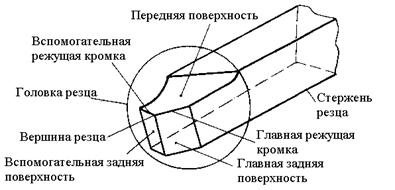
Рис. 2. Элементы токарного резца
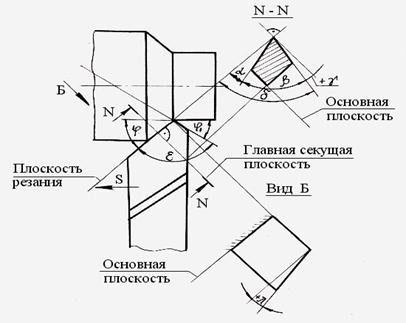
Рис. 3. Углы проходного резца