 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Расчет режимов резания при растачивании
Курсовая работа: Расчет режимов резания при растачивании
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
НОВГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ ЯРОСЛАВА МУДРОГО
КАФЕДРА ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Расчетно-графическая работа по курсу:
«Резание материалов и режущий инструмент»
для специальности 080502 «Экономика и управление предприятиями машиностроение»
9 вариант
Проверил:
Преподаватель
Косенко А.И.
Выполнила:
Студентка гр.433
Новикова И.В.
Великий Новгород
2007 г.
Оглавление
Введение ………….……………………………………………………...…3
1. Задание на работу………………………….. …….…………….......3
2. Схема операции согласно заданию…………………… ……….....4
3. Схема инструмента…………………………………... ……………5
4. Анализ влияния различных факторов на ЭРР……. ……….……..6
5. Расчет режима резания при растачивании……………………….17
Библиографический список. …………………………………………....24
Введение.
Обработка резанием в современном машиностроительном производстве остается важнейшим технологическим методом обеспечения все повышающихся требований к точности и качеству деталей машин. При этом как методы обработки, так и режущий инструмент и технологическая оснастка постоянно совершенствуются.
Все это предъявляет повышенные требования к знаниям современного состояния металлообработки и умения эти знания применить на практике при проектировании технологических процессов для его обеспечения. Практические навыки эффективного применения металлорежущего инструмента, оборудования и процессов металлообработки необходимы любому специалисту, работающему с техникой. Эти знания и умения необходимы и при ремонте различных механизмов и устройств и для реализации новых разработок независимо от масштабов производства: высокоавтоматизированного крупного машиностроительного предприятия или частной ремонтной мастерской из нескольких человек.
Цель курсовой работы: закрепить материал курса «Резание, металлорежущие станки и инструмент» в части выбора и применения современных инструментальных материалов и конструкций режущего инструмента, выбора рациональных условий эксплуатации инструмента с учетом возможностей технологического оборудования.
1. Задание на работу.
Главная цель работы – повысить производительность и качество обработки плоских поверхностей деталей машин за счет выбора рациональных параметров обработки; разработать математическую модель оптимизации режимов резания при растачивании.
| Марка обрабатываемого материала (сталь) | 45 |
| Временное сопротивление δВ Мпа | 451 |
| Вид операции | Растачивание |
| Диаметр заготовки D3, мм | 136 |
| Диаметр обрабатываемой поверхности d, мм | 140 |
| Длина обработки ℓ, мм | 60 |
| Шероховатость RZ, мм | 12,5 |
| Квалитет | 9 |
| Наружный диаметр трубы, мм | 200 |
2. Схема операции
В состав расчетно-графической работы входит выбор металлорежущего инструмента, расчет режимов обработки и сил резания, а так же проектирование одного из применяемых инструментов. С учетом данного способа обработки, выбрать и обосновать перечень необходимого металлорежущего инструмента с указанием полного наименования, конструкции и материала режущей части. При этом вид инструмента и его тип определяется способом обработки и формой и размерами обрабатываемых поверхностей.
Таким образом, следует провести операцию в следующей последовательности:
1) Выберем вид станка для заданной операции
2) Выберем вид инструмента, обеспечивающего обработку заданной поверхности
3) Выберем вид режущего материала, обеспечивающего максимальную производительность
4) Назначим оптимальные геометрические параметры режущего инструмента
5) Назначим стойкость инструмента, обеспечивающего максимальную производительность
6) Выберем оптимальный вид смазочно-охлаждающей технологической среды
7) Определим глубину резания с учетом заданного квалитета
8) Назначим величину подачи с учетом заданной шероховатости
9) Рассчитаем скорость резания
10) Рассчитаем эффективную мощность
11) Проверим назначенный режим резания по эффективной мощности
12) Рассчитаем машинное время операции
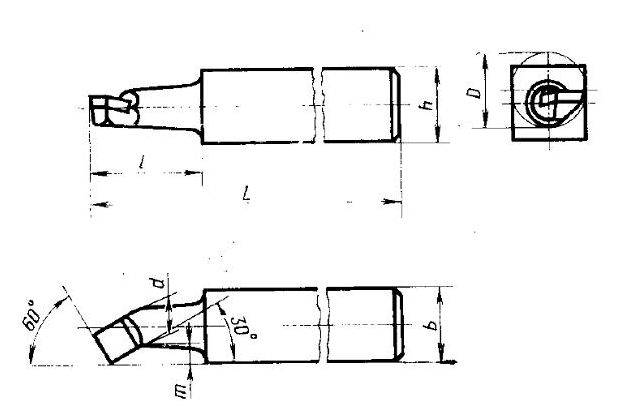
3. Схема инструмента
Расточный резец для обработки сквозных отверстий
4. Анализ влияния различных факторов на ЭРР и влияние ЭРР на конечные технико-экономические показатели процесса резания.
1.1.Роль оптимизации в повышении эффективности.
В XX веке основными направлениями повышения эффективности процесса резания были: создание и совершенствование новых режущих материалов, металлорежущих станков, инструментов, смазочно-охлаждающих технологических средств (СОТС).
Так, например, создание быстрорежущих сталей в начале XX в. и их внедрение вместо углеродистых легированных сталей повысило производительность процесса резания в 2-3 раза. Создание твердых сплавов в 30-ые годы текущего столетия повысило производительность в 3-4- раза. При этом одновременно повысилось качество обработки. Разработка и внедрение во второй половине XX в. минеральной (режущей) керамики, композитов, искусственных алмазов повысило скорость процесса резания и существенно возросли точность и качество обработанной поверхности. В дальнейшем (последние 20-30 лет) происходило лишь совершенствование уже известных видов режущих материалов, которое, однако, не привело к значительному изменению производительности процесса и качества обработки. Создание новых режущих материалов вызывало необходимость разработки новых металлорежущих станков с более высокими скоростями резания, новых режущих инструментов, что позволило в полной мере реализовать на практике потенциальные свойства новых материалов. Интенсивные работы по созданию новых и совершенствованию широко применявшихся в то время СОТС проведены в нашей стране в 60-70 годы. Это позволило на ряде операций повысить производительность до 50%, значительно уменьшить шероховатости обработанной поверхности, повысить точность.
Анализ результатов производственной практики и исследований показывает, что максимальный эффект достигается только при оптимальных условиях ведения процесса. Поэтому оптимизация процесса резания сегодня и в ближайшем будущем будет важнейшим направлением повышения его эффективности.
1.2. Содержание и последовательность оптимизации.
Примерная последовательность и содержание оптимизации включают в себя решение следующих вопросов:
1. Выбор способа обработки.
2. Выбор оборудования.
3. Выбор режущего материала, инструмента и его параметров.
4. Выбор СОТС и способа ее применения.
5. Расчет оптимальной скорости резания.
1.3. Критерии оптимизации.
В качестве критериев оптимизации используются:
1. Производительность станка.
2. Себестоимость операции.
3. Себестоимость расходов по режущему инструменту.
4. Погрешность размеров.
5. Качество обработанной поверхности.
6. Стойкость режущего инструмента.
1.4. Формулировка цели оптимизации.
Кратко цель оптимизации состоит в достижении минимального или максимального значения выбранного критерия оптимизации. Развернуто цель оптимизации формулируется, как выбор таких условий ведения процесса (способ обработки, станок, инструмент, СОТС, режим) при которых достигается минимальная себестоимость или максимальная производительность при выполнении заданных технических условий на операцию (погрешность, качество).
2. Физические основы оптимизации.
Возможность оптимизации предопределяется характером влияния условий процесса резания и прежде всего элементов режима на силы, контактную температуру, износ и стойкость инструмента, что в конечном итоге влияет на производительность и себестоимость, а также на погрешности и качество.
2.1. Зависимость стойкости от скорости резания.
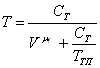
Ф.Тейлор в 1905г. установил зависимость:
![]()
![]()
где Ст - константа, зависящая от физико-механических свойств
обрабатываемого и инструментального материалов и условий обработки.
V - Скорость резания. - показатель степени, определяющий величину влияния скорости на стойкость.
Зависимость (1) приближенно отражает некоторый диапазон изменения скорости резания. В этом легко убедиться, сравнивая формулу с экспериментальными значениями
µ![]() - - показатель степени,
определяющий величину влияния скорости на стойкость.
- - показатель степени,
определяющий величину влияния скорости на стойкость.
Зависимость (1) приближенно отражает некоторый диапазон изменения скорости резания. В этом легко убедиться, сравнивая формулу с экспериментальными данными (рис. 2).
Сложный (неоднозначный) характер зависимости стойкости от скорости приближенно отражает формула Темчина Г.И.:
 (2)
(2)
где: т![]() - предельное значение стойкости
при изменении скорости резания в широком диапазоне, исключая микроскорости.
Значения т
- предельное значение стойкости
при изменении скорости резания в широком диапазоне, исключая микроскорости.
Значения т![]() приведены в таблице №1.
приведены в таблице №1.
2.2. Зависимость стойкости от подачи, глубины резания.
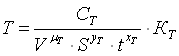
Влияние элементов режима резания на стойкость выражается формулой:
 (3)
(3)
где: S - подача.
T - глубина резания.
У![]() - показатель степени, определяющий
величину влияния подачи на Т.
- показатель степени, определяющий
величину влияния подачи на Т.
Х![]() - показатель степени, определяющий величину
влияния глубины на Т.
- показатель степени, определяющий величину
влияния глубины на Т.
К![]() - поправочный коэффициент, численно
равный произведению ряда
- поправочный коэффициент, численно
равный произведению ряда
коэффициентов, учитывающих конкретные условия процесса резания в отличии от тех, которые учтены коэффициентом Ст.
KТ = КжКиКмКпКсК![]() К
К![]() К
К![]() … …К
… …К![]()
Где Кж......Ка - коэффициенты,
учитывающие соответственно влияние жесткости системы, инструментального
материала, состояние поверхностного слоя, обрабатываемого материала, СОТС,
главного переднего угла, угла в плане, угла наклона главной режущей кромки,
главного заднего угла. Необходимо учитывать, что ![]() Т>УТ>ХТ. Последнее соотношение свидетельствует, что наибольшее
влияние на стойкость оказывает скорость резания, наименьшее - подача. Это можно
объяснить влиянием режима резания на температуру .
Т>УТ>ХТ. Последнее соотношение свидетельствует, что наибольшее
влияние на стойкость оказывает скорость резания, наименьшее - подача. Это можно
объяснить влиянием режима резания на температуру .
2.3. Влияние стойкости на производительность и себестоимость.
Экспериментально установлено, что производительность станка - Qс, себестоимость операции - Со, себестоимость расходов по режущему инструменту -Sи существенно и неоднозначно зависят от стойкости. Эта зависимость выражается графиками
ТQ=тах, стойкость, при которой производительность станка - максимальная.
Тс=min, стойкость инструмента, при которой себестоимость операции - минимальная.
TS=min, стойкость инструмента, при которой себестоимость расходов по режущему инструменту - минимальная.
ТQ=тах, Тс=min, TS=min - оптимальные величины.
Таким образом, задача оптимизации сводится к тому, чтобы для заданных и выбранных условий назначить режим резания, при котором действительная стойкость инструмента была бы равна либо ТQ=тах (критерий оптимизации -производительность), либо Тс=min (критерий оптимизации - себестоимость операции), либо , TS=min (критерий оптимизации - себестоимость расходов по режущему инструменту).
3. Критерии оптимизации.
3.1. производительность металлорежущего станка.
Производительность металлорежущего станка Q рассчитывается по формуле
QC = ![]() (5)
(5)
где: Fд - действительный фонд времени работы станка.
tц - цикловое (повторяющееся) время при выполнении операции.
tц = tм + tин + tв (6)
где: tм - машинное время операции (время, когда инструмент для
выполнения данной операции перемещается с рабочей подачей).
tин - время простоя станка из-за замены затупившегося инструмента, отнесенное к одной операции.
tв - вспомогательное время операции.
![]() (7)
(7)
где: ![]() - общее время простоя
станка, связанное с заменой затупившегося инструмента.
- общее время простоя
станка, связанное с заменой затупившегося инструмента.
Z![]() - количество
операций, выполняемых за период стойкости - Т.
- количество
операций, выполняемых за период стойкости - Т.
![]() (8)
(8)
где: tр- время резания.
![]() (9)
(9)
где: ![]() - коэффициент
времени резания.
- коэффициент
времени резания.
![]() (10)
(10)
Подставляя в формулу
(5) значения tц (6) с учетом tин (7), Z![]() (8), tр (9), получим:
(8), tр (9), получим:
 (11)
(11)
Формула (11) применима для одноинструментальной обработки. Если операция выполняется на многоинструментальном станке с участием К инструментов, то
 (12)
(12)
3.2.Себестоимость операции.
При известной величине себестоимости станкоминуты работы станка - Е себестоимость операции - Со определяется по формулам: для одноинструментальной обработки:
 (13)
(13)
для многоинструментальной обработки:
 (14)
(14)
где: Sи - себестоимость расходов по режущему инструменту на одну операцию.
Sм - затраты на материал заготовки.
3.3. Себестоимость затрат по режущему инструменту.
Для расчета Sи необходимо знать величину расходов по режущему инструменту за период стойкости ST.
 (15)
(15)
где: A![]() - первоначальная
стоимость инструмента.
- первоначальная
стоимость инструмента.
а![]() - стоимость отходов
инструмента.
- стоимость отходов
инструмента.
p - количество переточек до полного износа.
Ез - себестоимость станкоминуты заточного станка.
t![]() . - штучное время на
переточку инструмента.
. - штучное время на
переточку инструмента.
![]() - тарифная ставка
наладчика.
- тарифная ставка
наладчика.
tн - время наладчика на замену инструмента.
Формула (15) применима для перетачиваемого инструмента. При использовании неперетачиваемого инструмента для расчета 8т рекомендуется формула:
 (16)
(16)
где: Кк - количество кромок режущей пластины.
Величина Sи рассчитывается по формуле:
 (17)
(17)
3.4. Выбор критерия оптимизации.
На рис.3 изображены зависимости (Qс, Со, Sи, от скорости резания, которые являются зеркально отображенными зависимостям (см.рис.З). Это естественно, поскольку между скоростью и стойкостью взаимосвязь выражается согласно (2,1), Как видно из графиков скорость резания, при которой производительность максимальная VQ = тах, не равна скорости резания, при которой себестоимость минимальная – Vc =min.
Если фактическая скорость окажется меньше VC=min, то как и в предыдущем случае будут потери и по производительности, и по себестоимости операции.
Если фактическая скорость резания -Vф окажется между VQ=тах и VC=min, то тогда при критерии оптимизации по Qс уменьшается производительность, но при этом уменьшается себестоимость операции (своего рода компенсация за потери производительности). При критерии оптимизации Со, если V между VQ=тах и VC=min - себестоимость увеличивается, но при этом производительность растет (аналогичная компенсация за потери в себестоимости). Такой характер зависимости Qс, Со от V позволяет сформулировать следующий подход к выбору критерия оптимизации и установлению фактической скорости резания.
Если критерий оптимизации задан - Qс, то V должна быть несколько меньше VQ=тах (с учетом погрешности установки числа оборотов, дискретности чисел оборотов). Если критерий оптимизации - Со, то V должна быть несколько больше VC=min.
Если выбор критерия Qс или Со затруднен за расчетную оптимальную скорость следует принять среднюю между VQ=тах и VC=min.
4.Назначение и расчет режима резания.
4.1. Способы назначения режима резания.
С учетом вида производства (индивидуальное, серийное, массовое), его состояния и целей используются следующие способы назначения элементов режима резания:
1. Интуитивный
2. По усредненным таблицам
3. По нормативам (справочникам)
4. Опытный
5. Теоретический
6. С помощью информационных центров по режимам резания
7. Расчетный для оптимальной скорости резания
Режимы резания при обработке твердым сплавом.
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |