 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Проектування технологічного оснащення для оброблення деталі "Кронштейн 6464.4700.015"
![]() , (2.1.5)
, (2.1.5)
де ![]() – коефіцієнт запасу.
– коефіцієнт запасу.
![]() мм.
мм.
Перевірка умови:
![]() (2.1.6)
(2.1.6)
Оскільки ![]() мм
мм ![]()
![]() мм, то умова
задовольняється, механізм центрує та затискає деталь.
мм, то умова
задовольняється, механізм центрує та затискає деталь.
Розрахунок параметрів окремих елементів пружної втулки.
Товщину стінки
оболонки ![]() обчислюють за математичною
залежністю:
обчислюють за математичною
залежністю:
![]() (2.1.7)
(2.1.7)
![]() мм.
мм.
Ширину посадного
пояска ![]() визначають за формулою:
визначають за формулою:
![]() (2.7.8)
(2.7.8)
![]() мм.
мм.
Приймаємо ![]() мм.
мм.
Радіус
заокруглення приймаємо конструктивно - ![]() мм.
мм.
Рекомендовану
висоту робочої частини під заповнення гідро-пластмасою ![]() обчислюють за математичною
залежністю:
обчислюють за математичною
залежністю:
![]() (2.1.9)
(2.1.9)
![]() мм.
мм.
Згідно рекомендацій [1] половину висоти порожнини виконуємо у втулці, а другу половину – у корпусі пристрою.
Решту розмірів вибираємо конструктивно.
Визначення
максимального крутного моменту ![]() , що
передається втулкою.
, що
передається втулкою.
Максимальний
крутний момент ![]() , що передається
втулкою, розраховують за формулою:
, що передається
втулкою, розраховують за формулою:
 , (2.1.10)
, (2.1.10)
де величину ![]() обчислюють таким чином:
обчислюють таким чином:
![]() (2.1.11)
(2.1.11)
![]() мм.
мм.
![]() Н×м.
Н×м.
Розрахунок
тиску гідро-пластмаси ![]() , необхідного для
надійного закріплення заготовки на втулці.
, необхідного для
надійного закріплення заготовки на втулці.
Сумарний тиск
гідро-пластмаси ![]() , необхідний для
надійної фіксації заготовки на втулці, обчислюють за формулою:
, необхідний для
надійної фіксації заготовки на втулці, обчислюють за формулою:
![]() , (2.1.12)
, (2.1.12)
де ![]() – тиск, що відповідає
первинному контакту оболонки з деталлю, МПа;
– тиск, що відповідає
первинному контакту оболонки з деталлю, МПа; ![]() -
тиск, що залежить від сили різання, МПа.
-
тиск, що залежить від сили різання, МПа.
Тиск, що
відповідає первинному контакту оболонки з деталлю, ![]() при
при
![]() мм >
мм > ![]() мм визначають за
математичною залежністю:
мм визначають за
математичною залежністю:
 (2.1.13)
(2.1.13)
 МПа.
МПа.
Тиск ![]() дорівнює нулю, оскільки в
даному випадку відсутній процес різання. Тоді
дорівнює нулю, оскільки в
даному випадку відсутній процес різання. Тоді
![]() МПа.
МПа.
Визначення
довжини контакту оброблюваної заготовки з втулкою ![]() в
момент, коли заготовка закріплена.
в
момент, коли заготовка закріплена.
Довжину контакту
оброблюваної заготовки з втулкою ![]() в
момент, коли заготовка закріплена, розраховують, виходячи із таких міркувань.:
в
момент, коли заготовка закріплена, розраховують, виходячи із таких міркувань.:
Для довгих втулок
при ![]() :
:
![]() (2.1.14)
(2.1.14)
![]() мм.
мм.
Для забезпечення точного центрування та надійного закріплення необхідно витримувати умову:
![]() , (2.1.15)
, (2.1.15)
де ![]() .
.
![]() - умова задовольняється.
- умова задовольняється.
Визначення
розмірів і ходу плунжера, що забезпечує необхідний тиск гідро пластмаси. Діаметр плунжера ![]() обчислюють за формулою:
обчислюють за формулою:
![]() (2.1.16)
(2.1.16)
![]() мм.
мм.
Приймаємо ![]() мм.
мм.
Довжину робочої
поверхні плунжера ![]() визначають за
формулою:
визначають за
формулою:
![]() (2.1.17)
(2.1.17)
![]() мм.
мм.
Спряження
плунжера з отвором в корпусі виконуємо за пасуванням - ![]() . Хід плунжера
. Хід плунжера ![]() розраховують за
математичною залежністю:
розраховують за
математичною залежністю:
 , (2.1.18)
, (2.1.18)
де ![]() - початковий об’єм
гідро-пластмаси в пристрої
- початковий об’єм
гідро-пластмаси в пристрої
 (2.1.19)
(2.1.19)
 см3.
см3.
![]() - збільшення об’єму робочої
порожнини за рахунок зміни діаметра втулки внаслідок деформації на величину
- збільшення об’єму робочої
порожнини за рахунок зміни діаметра втулки внаслідок деформації на величину ![]() .
.
![]() (2.1.20)
(2.1.20)
![]() см3.
см3.
![]() - об’єм, утворений за
рахунок стиску гідро-пласту (0,5 % від початкового об’єму на 100 МПа тиску),
тобто:
- об’єм, утворений за
рахунок стиску гідро-пласту (0,5 % від початкового об’єму на 100 МПа тиску),
тобто:
![]() (2.1.21)
(2.1.21)
![]() см3.
см3.
![]() мм.
мм.
Розрахунок,
виходячи з необхідного тиску гідро-пластмаси та діаметра плунжера, необхідного
початкового зусилля на плунжері, ![]()
Необхідне початкове
зусилля на плунжері, ![]() визначають за
формулою:
визначають за
формулою:
 (2.1.22)
(2.1.22)
![]() Н » 1518 Н.
Н » 1518 Н.
2.2 Розрахунок контрольного пристрою на точність
Виходячи з технологічного допуску, сумарна похибка при виконанні контрольної операції дорівнює:
![]()
![]() , (2.2.1)
, (2.2.1)
де ![]() - похибка розташування
установчих елементів;
- похибка розташування
установчих елементів; ![]() - похибка
базування;
- похибка
базування; ![]() - похибка налагоджування;
- похибка налагоджування; ![]() - похибка розмірного
спрацювання (стирання);
- похибка розмірного
спрацювання (стирання); ![]() -
похибка зношування.
-
похибка зношування.
Похибка
розташування установних елементів ![]() визначає
здатність установних елементів (плоских пластин або опор) забезпечувати задану
точність оброблення на протязі усього робочого циклу. Для контрольного пристрою
при відсутності значних зусиль і навантажень приймаємо
визначає
здатність установних елементів (плоских пластин або опор) забезпечувати задану
точність оброблення на протязі усього робочого циклу. Для контрольного пристрою
при відсутності значних зусиль і навантажень приймаємо ![]() =20 мкм.
=20 мкм.
Похибку базування
![]() в зв’язку з використанням
оправки із гідро-пластмасою, приймаємо рівною 0, тобто
в зв’язку з використанням
оправки із гідро-пластмасою, приймаємо рівною 0, тобто ![]() =0.
=0.
Похибка
налагоджування визначається точністю вимірних елементів пристрою, приймаємо![]() : = 10 мкм.
: = 10 мкм.
Похибка
зношування ![]() = 20 мкм.
= 20 мкм.
![]() мкм.
мкм.
Перевіряємо
виконання умови: ![]()
![]() (0,85…0,9)Th.
(0,85…0,9)Th.
![]() мкм < (34…36) мкм – умова
виконується, тобто пристрій забезпечить нормальну роботу на протязі всього
періоду експлуатації.
мкм < (34…36) мкм – умова
виконується, тобто пристрій забезпечить нормальну роботу на протязі всього
періоду експлуатації.
2.3 Опис конструкції та роботи контрольного пристрою
Креслення даного пристрою приведено у графічній частині проекту (ДП. ПТСТС. 083200.000.СК).
На повірочну плиту2 із опорними пальцями 15 встановлюють деталь (зображена умовно). В базовому отворі Б деталі розмішують оправку із гідро-пластмасою 1, яка збазована на фланці 3. Орнім цього оправка 1 та фланець 3 з’єднані між собою по торцевих поверхнях чотирма гвинтами 10 із шестигранним заглибленням під ключ. На фланець 3 запресована втулка 5, на якій розміщена по посадці Н6/h5 планка 4 із індикатором 13 годинникового типу у втулці 6. Для обмеження осьових переміщень планки служить стопорне кільце 14. Планка 4 містить два профрезерованих пази у двох взаємно перпендикулярних площинах. Один з цих пазів служить для переміщення втулки 6 із індикатором 13, а другий – для фіксування визначеного положення втулки 6 із індикатором 13 за допомогою гвинта 11 по різі у втулці 6. В оправці 1 розміщена гідро-пластмаса, яку подають через торцеві отвори, заглушені після цього гвинтами 9. Для створення тиску в оправці 1 служить болт-плунжер 7, хід якого обмежує гвинт 12, законтрений гайкою 8 із шайбою 16.
Працює контрольний пристрій таким чином. В процесі обертання болта-плунжера 7 гідро-пласт деформує тонкостінну втулку оправки 1, яка центрує і затискає деталь. Після цього виставляють втулку 6 із індикатором 13 на визначену відстань відносно базового отвору Б і фіксують гвинтом 11. Індикатор 13 при цьому підводять до контрольованої поверхні та виставляють на нуль. Повертаючи планку 4 з індикатором 13 на втулці 5, за відхиленням стрілки визначають відхилення від перпендикулярності торця до базового отвору Б.
2.4 Розроблення транспортного засобу для транспортування оброблюваних деталей на дільниці механічного оброблення
Сучасні підприємства серійного та масового виробництва обладнують просторовими підвісними конвейєрами складної траси для беперевантажувального транспортування вантажів на протязі всього технологічного процесу. Вони практично не займають виробничих площ, оскільки їх розташовують звичайно у верхній частині цехів.
Траси підвісних конвейєрів можуть бути будь-якої складності та практично необмеженої довжини при встановленні необхідної кількості приводів. Використовують ланцюговий привід із зірочками або гусеничний. Широке поширення підвісні конвейєри отримали у потоковому виробництві для міжопераційних передач виробів, причому вантажі, що переміщають підвісними конвейєрами, на шляху транспортування можуть піддавати різноманітним технологічним операціям: очищуванні у піскоструменевих камерах, обробленню у дробоструменевих камерах, травленню у хімічних ваннах, покриттю лаком, сушінню тощо.
Підвісний конвейєр, як правило складається із замкнутого тягового елемента із каретками, що служать для підтримування тягового елемента та приєднанню підвісок із тарою. Катки (ролики) кареток за допомогою тягового елементу переміщуються по замкнутій підвісній дорозі. У якості тягового елементу використовують ланцюги, а також стальні канати. Ходовими шляхами підвісних конвейєрів звичайно є двотаврові балки. Внаслідок певної гнучкості ланцюга конвейєра траса підвісного конвейєра може охоплювати значний робочий простір та обходити перешкоди на шляху траси. Рельс конвейєра звичайно підвішений до верхньої частини будинку і тому не займає виробничої площі цеху Велика протяжність підвісного конвейєра у поєднанні із його просторовою гнучкістю дозволяє обслуговувати одним конвейєром закінчений виробничий цикл при можливості широкої автоматизації керування конвейєром та розподілу вантажів. Ці переваги підвісних конвейєрів зробили їх найбільш поширеними засобами для цехового та міжцехового транспортування вантажів та міжопераційної передачі виробів у потоковому виробництві різноманітних галузей промисловості.
Підвісні конвейєри в залежності від способу руху поділяють на вантажонесучі, штовхаючі та вантажотягнучі. За видом траси вони бувають горизонтальні та просторові. У вантажонесучих конвейєрах вантаж транспортують на підвісках кареток, у штовхаючих конвейєрів на ланцюгу передбачені кулачки для переміщення візків. У вантажотягнучих конвейєрів каретки з’єднані роз’ємно із штангами.
Можливість роботи підвісного конвейєра на складній трасі (у багатоповерхових цехах та між ними), мала енергоємність, легкість налагодження конвейєра до зміни технології виробництва, нескладність автоматизації по розподілу вантажів зробили підвісні конвейєри основним транспортом на сучасних підприємствах народного господарства.
Креслення даного пристрою приведено у графічній частині проекту (ДП. ПТСТС. 083300.000.СК).
Спроектований підвісний конвеєр складається із робочих 1 та неробочих 2 кареток, які переміщаються по двотавру 4 за допомогою ланцюга 3.
2.5 Добір і проектування допоміжних інструментів
До допоміжного інструменту відносяться різні типи втулок (перехідних і розрізних), подовжувачів, вставок, розточувальних оправ і борштанг, оправ для розточування внутрішніх виїмок і рівців, різцетримачів, швидкозмінних патронів і перехідних втулок до них, плавальних патронів і компенсуючих для закріплення мітчиків тощо. Конструктивне виконання допоміжних інструментів залежить від типу шпинделів силових головок, насадок і різних пристроїв. Раціональний вибір його конструкції багато в чому визначає продуктивність технологічного устаткування.
Конструкція допоміжного інструменту повинна забезпечувати надійне закріплення різального інструменту в робочих шпинделях або супортах верстатів, швидку і легку його зміну, можливе регулювання (підналагодження) безпосередньо на верстаті, а також налагодження і підналагодження його на заданий розмір поза верстатом. У ряді випадків допоміжний інструмент підвищує точність механічного оброблювання і розширює технологічні можливості металорізалного устаткування. Наприклад, борштанга з копірним пристроєм дозволяє здійснювати поперечну подачу блока є різцем під час поздовжнього переміщення шпинделя верстата і таким чином розточувати рівці, підрізувати торці тощо. Застосування пружинних компенсаторів забезпечує отримання точних лінійних розмірів в процесі цекування і зняття фасок незалежно від точності включення подачі. Плавальні патрони для розверток і мітчиків усувають вплив неспіввісності шпинделя і похибки індексації заготовки на точність оброблювання тощо.
При виборі допоміжного інструмента для спорядження запроектованого технологічного процесу студент повинен передусім використовувати наявні стандартні і нормалізовані інструменти (стандарт підприємства), потім широко відомі конструкції спеціальних допоміжних інструментів. Проектувати новий спеціальний допоміжний інструмент дозволяється лише в тому випадку, якщо стандартні конструкції не задовольняють або не забезпечують заданої точності та продуктивності. Конструкцію його слід розробляти з врахуванням максимального зменшення основного і допоміжного часу, простоювання устаткування під час заміни та налагодження різального інструмента, розширення технологічних можливостей верстатів і більш повнішого використання їх потужності.
В сучасних багатоінструментальних налагодженнях різальний інструмент використовується разом з допоміжним (блок інструменту). Блокове інструментальне спорядження доцільно застосовувати в умовах великої концентрації різальних елементів і закріплення блоку за допомогою швидкодійних пристроїв. Інструменти з механічним закріпленням багатогранних твердосплавних пластинок також є блоками. Так, наприклад, різець з механічним кріпленням твердосплавної пластинки (різальний інструмент) н держаку з пристроєм для закріплення цієї пластинки (допоміжний інструмент) є блоковим спорядженням.
Технологічне спорядження (у тому числі і допоміжний інструмент) треба проектувати з врахуванням резерву точності. Так, наприклад, якщо точність виготовлюваного виробу характеризується величиною А, розрахункова точність для проектування спорядження повинна складати приблизно 60 – 70% цієї величини.
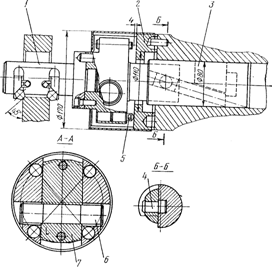 |
Рис. 2.4.1. Спеціальна хитна головка для одночасного двостороннього розточування фасок
Отже технологічне устаткування і технологічне спорядження повинні забезпечувати резерв точності не менше 30 - 40%.
Для ілюстрації на рис. 12.19 наведена конструкція спеціальної коливної головки, призначеної для одночасного двостороннього розточування фасок кривошипної головки шатуна в автоматичній лінії. Влаштована вона таким чином. В паз корпуса 2 вмонтовано хитний на осі 6 тримач 7, до передньої частини якого закріплений різцетримач 1. Задня частина тримаючи закінчується півциліндричним хвостовиком (розріз Г- Г) зі вставленим в ньому пальцем 4. Подача оправи з різцями здійснюється косим пазом (кут 15°) повзуна 3. Величина ходу різццевої оправи обмежується двама регулювальими упорами 5, закрученими в держак.
Цикл роботи головки такий. В початковому положенні держак стоїть на верхньому упорі 5, а ковзун 3 займає крайнє ліве положення. В такому положенні здійснюється швидке підведення стола до упора і витримка на ньому. Різцева оправа при цьому входить в отвір шатуна. Автоматично вмикається головка і подача повзуна вправо. Коли нижній упор держака притиснутий до опори, робочий хід різцевої оправи завершений. Ковзун з пришвидшеним ходом переміщається вліво і ставить держак 7 на верхній упор. Вимикається обертання головки і хід повзуна. Стіл верстата на швидкому ході відводиться в початкове положення.
Застосування такої головки в автоматичній лінії дозволяє позбавитись операції встановлення заново шатунів і таким чином скоротити лінію на один верстат. Застосування як різального інструменту багатогранних неперезагострювальних твердосплавних пластинок з механічним закріпленням (блок інструменту) також скорочує до мінімуму допоміжний час на заміну і налагодження різального інструмента.
Конструкція спеціального допоміжного інструмента виконується у вигляді складального креслення без деталювання в чіткій відповідності з чинними стандартами ЕСКД. Масштаб креслень витримується як М1:1. Специфікація складається на форматі А4 за стандартом ГОСТ 2108-68 і поміщається в пояснювальну записку. Проектування ведеться з максимальним застосуванням нормалей і стандартів на деталі пристроїв, елементи різальних інструментів тощо. В записці пояснення наводиться повний розрахунок на міцність особливо навантажених деталей і розрахунок точності пристроїв. Дається короткий опис пристрою і експлуатації допоміжних інструментів.
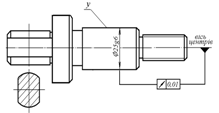
Рис. 2.4.2. Ескіз до розрахунку точності оправи
Література
1. Мельников Г.Н., Вороненко В.П. Проектирование механосборочных цехов. – Москва: Машиностроение, 1990. – 352 с.
2. Канарчук В.Е., Токаренко В.М., Балабашов А.Н. Основы проектирования и реконструкции механических цехов и участков машиностроительных и ремонтных производств. – Киев: Вища школа, 1988. – 224 с.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1 / Под ред. В.М. Кована. – Москва: Машгиз, 1963. – 887 с.
4. Божидарнік В.В, Григор’єва Н.С., Шабайкович В.А. Технологія виготовлення деталей виробів: Навчальний посібник. – Луцьк: Надстир’я, 2006. – 592 с.
5. Вибір методів отримання заготовки та їх техніко-економічне обґрунтування. Методичні вказівки та завдання для виконання практичних занять з дисципліни “Технологічні методи виробництва заготовок деталей машин” для студентів спеціальності 7.090202 “Технологія машинобудування” усіх форм навчання / Укладачі: Кук А.М., Кирилів Я.Б. – Львів: Вид-во Нац. ун-ту “Львівська політехніка”, 2005. – 42 с.
6. Размерный анализ технологический процессов обработки / И.Г. Фридлендер, В.А. Іванов, М.Ф. Барсуков, В.А, Слуцкер; Под общ.ред. И.Г. Фридлендера. – Ленинград: Машиностроение, 1987. – 141 с.
7. Нормування технологічних процесів складання. Методичні вказівки до практичного заняття з дисципліни “Технологія машинобудування” для студентів спеціальності 1201 “Технологія машинобудування” усіх форм навчання / Укладач: Литвиняк Я.М. – Львів: Вид-во Держ. ун-ту “Львівська політехніка”, 1996. – 41 с.
8. Общемашиностроительные нормативы режимов резания и времени для технического нормирования. – Москва: Машгиз, 1965.
9. Общемашиностроительные нормативы времени вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках. Массовое производство. – Москва: Машиностроение, 1974. – 136 с.
10. Общемашиностроительные нормативы времени на слесарно-сборочные работы при сборке машин (массовое и крупносерийное производство). – Москва: ЦБПНТ, НИИТ, 1973. – 148 с.
11. Общемашиностроительные нормативы времени на слесарно-сборочные работы. Серийное производство. – Москва: Машгиз, 1964.
12. Технологичность конструкции изделия: Справочник / Ю.Д. Амиров, Т.К. Алферова, П.Н. Волков и др.; Под общ. ред. Ю.Д. Амирова. – Москва: Машиностроение, 1990. – 768 с.
13. Справочник машиностроителя. В 6-и т. Т.5 / Под ред. Э.А. Сателя. – Москва: Машгиз, 1956. – 760 с.
14. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. В.М. Кована. – Москва: Машгиз, 1963. – 726 с.