 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Виготовлення деталей та їх класифікація
2.3 Операційна розробка технології. 2.3.1.Зміст та стисла характеристика операції.
Розглянемо операцію 030 фрезерна. Ця операція є операцією по обробці цілого ряду поверхонь за одну установку, частину з яких трудно отримати на універсальному обладнані. Виконання цієї операції дозволить отримати:
1.3 радіусні поверхні з R19-0,52; R20-0,52 і R35-0,16;
2.паз типу "ластівки хвіст";
3.отвір Ø20Н9 попередньо;
4.отвір Ø4,3 під М5.
Фрезерування і свердління здійснюється на фрезерному верстаті з ЧПУ і інструментальним магазином на 8 інструментів мод.6Р11МФ3-1 набором з 4-х інструментів. У якості вимірювального інструменту використовується спеціальні радіусні шаблони і калібр - пробки.
2.3.2 Обгрунтування установочних баз.Так як обробка на верстаті з ЧПУ ведеться з багатьох сторін необхідно найти базу і місце затискання заготовки, щоб на неї не наїхала фреза. Таким місцем у якості установчої бази, а також місцем затискання найбільш зручно використати дві оброблені поверхні з розміром 40-0,25. При цьому кінцівка з радіусами R19 і R20 повинна звісати. Ще однією базою може бути більший торець деталі, точніше його нижня частина (на верхній проходить фреза). До тогож від цього торця зав’язані всі розміри.
2.3.3 Обгрунтування вибору верстату.Для многоопераційної обробки деталей є декілька моделей фрезерних верстатів з ЧПУ. Враховуючи невеликий розмір деталі обираємо верстат з самим малим розміром столу. Це вертикально-фрезерний верстат з ЧПУ і інструментальним магазином мод.6Р11МФ3-1. Його основні характеристики такі:
Робоча поверхня стола (ширина х довжину), мм 250 х 1000
Найбільше переміщення столу, мм:
повздовжнє 630
поперечне 300
вертикальне 350
Внутрішній конус шпинделю (конусність7: 24) 50
Число швидкостей шпинделю Б/с
Частота обертання шпинделю, об/хв 63-2500
Число подач столу Б/с
Подачі столу, мм/хв.0,1-4800
Швидкість швидкого руху столу, мм/хв.4800
Потужність електродвигуна приводу головного руху, кВт 8
Габаритні розміри (довжина х ширина х висота), мм 2750 х 2230 х 2450
Маса (без виносного обладнання), кг 2650
2.3.4 Обгрунтування вибору пристроюДля обробки на вертикально-фрезерних верстатах звичайно використовуються лещата. Вони нам підходять. А для облегшення труда робочого використовуємо пневматичні лещата. Цей пристрій дозволяє встановити і надійно закріпити заготовку одним поворотом рукоятки. При цьому тиск скрапленого повітря дозволяє надійно затиснути заготовку.
2.3.5 Обгрунтування вибору ріжучого інструментуДля обробки радіусів і пазу на вертикально-фрезерних станках використовуються кінцеві фрези. Діаметр фрези у нас обмежений шириною пазу під "ластівки хвіст". У верхній частині цей паз має ширину 14+0,18. Тому обираємо фрезу Ø14 мм.
Для остаточного фрезерування пазу "ластівки хвіст" використовуються спеціальні кінцеві кутові фрези по МН 407-65.
Для зенкерування отвору Ø20Н9 використовуємо цільний зенкер Ø19,4 мм за ГОСТ 12489-71, а для свердління отвору під різьбу М5 свердло Ø4,3 мм середньої серії за ГОСТ 10902-77.
2.3.6 Обгрунтування вибору засобів операційного контролю.Контроль розмірів у серійному виробництві здійснюється переважно граничними калібрами. Тому для контролю розмірів обираємо радіусні шаблони R19-0,52, R20-0,52 і R35-0,16, калібр-пробки 19,4+0,3 і 14+0,18. Вони дозволять не тільки скоротити час на вимірювання деталі, але і підвищити якість контролю. За допомогою граничних калібрів визначають не числове значення параметру, що контролюють, а гідність деталі. Тому якість контролю мало залежить від суб’єктивного чинника, тобто від людини.
2.4 Визначення режимів різання і норм часу на 4 операціїОперація 005.Фрезерна.
Верстат: вертикально-фрезерний мод.6Р11.
Інструмент: фреза торцева Ø100 з механічним кріпленням пластин твердого сплаву Т5К10.
Перехід 1.Фрезерувати площину „як чисто”.
Глибина різання: ![]() мм. Подача: Sz =
0,12 мм/зуб таблиця 33 с.283 [3] Z = 8 - число зубців фрези.
мм. Подача: Sz =
0,12 мм/зуб таблиця 33 с.283 [3] Z = 8 - число зубців фрези.
Швидкість різання:
![]()
![]() с.282 [3]
с.282 [3]
де: СV=332; m=0,2; x=0,1; y=0,4; u=0,2; p=0; g=0,2 - коефіцієнт і показники степеня таблиця 39 с.286 [3];
Т = 180хв - стійкість фрези (час роботи між перезагостренням);
D = 100мм - діаметр фрези;
В = 52,1 мм - максимальна ширина фрезерування (на 2 деталі);
КV=К мv* К nv *
К uv - коефіцієнт, що враховує зміну умов обробки с.282 [3]; де: К мv
= К r* - коефіцієнт,
що враховує обробляємий матеріал таблиця 1.с.261 [3];
- коефіцієнт,
що враховує обробляємий матеріал таблиця 1.с.261 [3];
Кnv = 0,8 - коефіцієнт, що враховує стан поверхні заготовки (поковка з кіркою) таблиця 5.с.263 [3];
Кuv = 0,65 - коефіцієнт, що враховує інструментальний матеріал таблиця 6.с.263 [3]
V=![]()
Число оборотів фрези:
![]()
Коректуємо по паспорту верстату: nф = 500 об/хв.
Фактична швидкість різання:
Vф = ![]()
Розраховуємо силу Pz, що виникає при фрезеруванні:
![]() с.282 [3];
с.282 [3];
де: Ср=825; х=1; y=0,75; u=1,1; g=1,3;
w=0,2; - коефіцієнт та показники ступенів таблиця 41 с.291 [3];  - коефіцієнт, що враховує обробляємий
матеріал таблиця 9 с.264 [3];
- коефіцієнт, що враховує обробляємий
матеріал таблиця 9 с.264 [3];
![]()
Потужність, що витрачається на різання:
![]()
Порівняємо з потужністю верстату: Nвер=5,5 * 0,85 = 4,7 кВт. 2,8 < 4,7 N < N вер - за такими умовами процес різання є можливим. Довжина робочого ходу: L рх = L + L1, мм, де: L = 125 мм - довжина фрезерування; L1 = 24 мм - величина урізання та перебігу фрези
Lрх = 125 + 24 = 149 мм
Основний час:
![]() на 2 деталі.
на 2 деталі.
На 1 деталь:
То = ![]()
Перехід 2.Фрезерувати площину у розмір 40-0,25.
Всі вихідні і розрахункові дані залишаються ті ж самі що у 1 переході.
Загальний основний час: То = 0,155 + 0,155 = 0,31 хв. Допоміжний час:
![]()
де: ![]() 0,07хв -
допоміжний час на взяття, встановлення закріплення, відкріплення, зняття і відкладання
деталі вагою до 1 кг у пневматичних лещатах таблиця.5.5 с. 199 [4];
0,07хв -
допоміжний час на взяття, встановлення закріплення, відкріплення, зняття і відкладання
деталі вагою до 1 кг у пневматичних лещатах таблиця.5.5 с. 199 [4];
![]() допоміжний час на заходи, зв’язані з переходом таблиця.5.8 с. 202 [4];
допоміжний час на заходи, зв’язані з переходом таблиця.5.8 с. 202 [4];
![]() включити або виключити верстат кнопкою;
включити або виключити верстат кнопкою;
![]() підвести або відвести фрезу від деталі;
підвести або відвести фрезу від деталі;
![]() ;
;
![]() - допоміжний час на вимірювання деталі таблиця.5.12 с. 207 [4];
- допоміжний час на вимірювання деталі таблиця.5.12 с. 207 [4];
![]() 0,07хв - вимірювання розміру 40-0,25 калібр - скобою
0,07хв - вимірювання розміру 40-0,25 калібр - скобою
![]()
Оперативний час:
![]()
Штучний час: ![]() де: ао=1,4% - час на технічне
обслуговування робочого місця у процентах від оперативного таблиця.5.21 с.212 [4];
де: ао=1,4% - час на технічне
обслуговування робочого місця у процентах від оперативного таблиця.5.21 с.212 [4];
ав=6% - час на відпочинок та особисті потреби робочого у процентах від оперативного таблиця.5.22 с.213 [4]
![]()
Підготовче - заключний час (час на підготовку операції та її завершення) таблиця 6.5 с.217 [4]:
Тn31=3хв - час на встановлення 1-2 фрез.
Тn32=12хв - час на встановлення та наладку пристрою.
Тnз = 3 + 12 = 15 хв
Величина партії деталі:
![]()
де: Тзм = 480хв - тривалість робочої зміни.
Штучно - калькуляційний час:
![]()
Перехід 2.Фрезерувати площину у розмір 40-0,25.
Всі вихідні і розрахункові дані залишаються ті ж самі що у 1 переході.
Операція 030.Фрезерна (програмна).
Верстат: вертикально-фрезерний з ЧПУ і інструментальним магазином мод.6Р11МФ3-1.
Інструмент: фреза кінцева Ø14 Р6М5 ГОСТ 17026-71.
Перехід 1.1.Фрезерувати послідовно:
а) пов. з R35-0,16;
б) паз попередньо на глибину 6+0,3;
в) пов. з R20-0,52;
г) пов. з R19-0,52 і R6*.
Глибина різання: а) ![]() ; б)
; б) ![]() ; в)
; в) ![]() ; г)
; г) ![]() .
.
Ширина фрезерування: а) В = 35 - 12 - 2 = 21 мм
б) В = 6 мм
в) В = 12 мм
г) В = 7,5 мм
Вибираємо для розрахунку найбільш тяжкі умови роботи - прорізання пазу (пункт б). Для нього і визначаємо режими різання.
Подача: Sz = 0,05 мм/зуб таблиця 35 с.284 [3] Z = 4 - число зубців кінцевої фрези. Швидкість різання:
![]() с.282 [3]
с.282 [3]
Кuv= 1,0. Решта коефіцієнтів ті ж самі.
V=![]()
Число оборотів фрези:
![]()
Коректуємо по паспорту верстату: nф = 630об/хв.
Фактична швидкість різання:
Vф=![]()
Розраховуємо силу Pz, що виникає при фрезеруванні:
![]()
![]()
Потужність, що витрачається на різання:
![]()
Порівняємо з потужністю верстату:
Nвер = 8 * 0,85 = 6,8 кВт
0,82 < 6,8 N < N вер - за такими умовами процес різання є можливим.
Довжина робочого ходу:
L рх = Lа + Lб + Lв + Lг, мм,
де: Lа = 55 мм - розраховано за допомогою комп’ютера; Lб = 18 + 8 + 2 = 28 мм - довжина пазу, урізання і перебігу фрези; Lв = ![]() + 2 + 2 = 89 мм - довжина половини R20+Rфр, урізання і перебігу фрези; Lг=
+ 2 + 2 = 89 мм - довжина половини R20+Rфр, урізання і перебігу фрези; Lг= ![]() + 3 + 2 = 87 мм - довжина половини R19+Rфр, урізання і перебігу фрези.
+ 3 + 2 = 87 мм - довжина половини R19+Rфр, урізання і перебігу фрези.
L рх = 55 + 28 + 89 + 87 = 259 мм
Основний час: ![]() .
.
Перехід 2. Фрезерувати паз шир.14 мм під "ластівки хвіст".
Інструмент: кінцева кутова фреза для пазів типу "ластівки хвіст" Ø20 МН 407-65 таблиця 8 с.60 [6]
Глибина різання (максимальна): ![]()
Подача: Sz = 0,03 мм/зуб Z = 8 - число зубців фрези.
Швидкість різання:
![]() =
=
![]()
Число оборотів фрези:
![]()
Коректуємо по паспорту верстату: nф = 500 об/хв.
Фактична швидкість різання:
Vф = ![]()
Розраховуємо силу Pz, що виникає при фрезеруванні:
![]() =
= ![]()
Потужність, що витрачається на різання:
![]()
Порівняємо з потужністю верстату:
0,04 < 6,8 N < N вер - за такими умовами процес різання є можливим.
Довжина робочого ходу:
L рх = L + L1 = 18 + 22 = 40 мм
Основний час:
![]()
Перехід 3. Зенкерувати отв.Ø16,8 до Ø19,4+0,3.
Інструмент: зенкер Ø 19,4 Р6М5 ГОСТ 12489-71. Глибина різання: t = ![]() . Подача: S = 0,6 мм/об. Швидкість
різання:
. Подача: S = 0,6 мм/об. Швидкість
різання:
![]()
Число оборотів зенкера:
![]()
По паспорту: ![]() =
200 об/хв
=
200 об/хв
Фактична швидкість різання:
![]() =
= ![]() =
=![]()
Крутячий момент при зенкеруванні:
![]()
Потужність, що витрачається на зенкерування:
![]()
Порівнюємо з потужністю верстату:
0,3 < 6,8 N < Nв.
Основний час:
![]()
Перехід 4. Свердлити отв.Ø4,3 на глибину 10+0,36 під різьбу М5.
Інструмент: свердло Ø4,3 Р6М5 ГОСТ 10902-77.
Глибина різання: t = ![]() . Подача: S = 0,1 мм/об
. Подача: S = 0,1 мм/об
Швидкість різання:
![]()
Число оборотів свердла:
![]()
По паспорту: ![]() =
1600 об/хв
=
1600 об/хв
Фактична швидкість різання:
![]() =
= ![]() =
=![]()
Крутячий момент при свердлінні:
![]()
Потужність, що витрачається на свердління:
![]()
Порівнюємо з потужністю верстату:
0,172 < 6,8 N < Nв.
Основний час:
![]()
Загальний основний час на операцію:
То = 2,056 + 0,333 + 0,158 + 0,075 = 2,622 хв
Допоміжний час для верстатів з ЧПУ (разом з основним) встановлюється хронометражем, тобто вимірюється в процесі обробки секундоміром. Орієнтовно допоміжний час можна прийняти у розмірі 30% від основного:
Тд = 0,3То = 0,3 ∙ 2,622 = 0,787 хв.
Вимірювання деталі можна робити під час обробки наступної деталі.
Оперативний час:
![]()
Штучний час:
![]()
![]()
Підготовче - заключний час: Тnз = 7 + 17 = 24 хв
Величина партії деталі:
![]()
Штучно - калькуляційний час:
![]()
Операція 035 Довбальна.
Верстат: довбальний мод.7А412.
Інструмент: різець довбальний Т5К10 спеціальний СПК 010.28.006.00.00.
Довбати зубці 4±0,15 х 60°, витримуючи R35-0,16 за 5 переходів.
Глибину різання розраховуємо за допомогою рис.2.7:
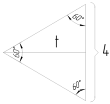
Рис.2.7
t = 4 ∙ sin60° = 4 ∙ 0,866 = 3,5 мм
Розрахунок режимів різання проводиться як і для токарної обробки з введенням допоміжного коефіцієнту на швидкість різання Куv = 0,6, що враховує ударне навантаження с.276 [3].
Подача: S = 0,2 мм/дв.хід табл.15 с.268 [3]
Визначаємо швидкість різання по формулі:
![]() =
= ![]()
Знаходимо число двійних ходів стола у хвилину:
![]()
Коректуємо по паспорту верстату: nф = 210 дв.ход/хв
Тоді фактична швидкість різання буде:
![]()
Розраховуємо силу різання при довбанні:
![]()
![]()
Визначаємо потужність різання:
![]()
Порівнюємо з потужністю верстату
![]()
1,2 < 1,3 N < Nвер
Визначаємо основний час: ![]()
![]() на 1 прохід
на 1 прохід
На операцію (5проходів): То = 5∙Т![]() = 5∙0,107 = 0,535 хв
= 5∙0,107 = 0,535 хв
Допоміжний час:
Тд = tуст + tпер+ tдоп = 0,09 + (0,01∙2 + 0,02·10) + (0,07·2 + 0,09) = 0,54 хв
Оперативний час:
Топ= То + Тд = 0,535 + 0,54 = 1,075 хв
Штучний час:
![]()
![]()
Підготовчо-заключний час: Тп.з = 4 + 8 = 12 хв
Величина партії деталей: ![]()
![]()
Штучно-калькуляційний час: Тшт.к = Тшт
+ ![]() = 1,153 +
= 1,153 + ![]() 1,183хв
1,183хв
Операція 050 Свердлильна.
Обладнання: вертикально-свердлильний верстат мод.2Н118.
Свердлильна
Розгорнути отв. Ø19,4 до Ø20Н9 (+0,052).
Інструмент: розгортка Ø 20 Р6М5 ГОСТ 1672-80.
Глибина різання:
t = ![]()
Подача: S = 0,8 мм/об табл.27 с.278 [3]. Швидкість різання:
![]()
Число оборотів розгортки:
![]()
По паспорту: ![]() =
125 об/хв
=
125 об/хв
Фактична швидкість різання:
![]() =
= ![]() =
=![]()
Крутячий момент і потужність при розгортанні зважаючи на їх невелику величину не розраховуються. Основний час:
![]()
Допоміжний час:
Тд = Ту + Тп + Тв = 0,08 + (0,01*2 + 0,03*2) + 0,12 = 0,28 хв.
Оперативний час:
Топ = То + Тд= 0,22 + 0,28 = 0,5 хв.
Штучний час:
![]()
Підготовно-заключний час:
Тпз = 6 + 5 = 11 хв
Величина партії деталей:
![]()
Штучно-калькуляційний час:
![]()
Всі отримані дані заносимо у таблиці 2.7 і 2.8.
Таблиця 2.7
| № з/п | Найменування операції | t,мм |
Lр,мм |
Lр.х.,мм |
То,хв |
S,мм/об | Швидкості різання і обороти шпинделю | N,кВт | |||
| розраховані | прийняті | ||||||||||
| V | n | V | n | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 005 | Фрезерна1.Фрезеруванняплощини | 1,4 | 125 | 149 | 0,155 | Sz0,12мм/зуб | 173,4 | 552 | 157 | 500 | 2,8 |
| 2.Фрезерування іншої площини | 1,4 | 125 | 149 | 0,155 | 0,12 | 173,4 | 552 | 157 | 500 | 2,8 | |
| 010 | Фрезерна1.Фрезеруванняоснови начорно | 1 | 125 | 149 | 0,31 | 0,12 | 157 | 500 | |||
| 2.Фрезеруванняоснови начисто | 0,25 | 125 | 149 | 0,31 | 0,12 | 157 | 500 | ||||
| 3.Фрезеруваннярозміру 12,6 | 0,25 | 40 | 96 | 0,2 | 0,12 | 157 | 500 | ||||
| 4.Фрезеруваннярозміру 35 | 1,3 | 40 | 55 | 0,115 | 0,12 | 157 | 500 | ||||
| 015 |
Фрезерна Фрезерування торця |
2,5 | 35 | 60 | 0,125 | 0,12 | 157 | 500 | |||
| 020 |
Фрезерна Фрезерування 2-х фасок 5х45° |
5 | 40х2 | 48х2 | 0,635 | 0,06 | 25 | 398 | 19,8 | 315 | |
| 025 |
Фрезерна Фрезерування пов. і пазу 2 начисто |
0,25 | 40 | 96 | 2,4 | 0,08 | 160 | 509 | 157 | 500 | |
| 030 | Фрезерна1.Фрезерування 4-х поверхонь | 14 | 259 | 2,056 | 0,05 | 27,6 | 628 | 27,7 | 630 | 0,82 | |
| 2.Фрезеруваняя пазу "ластівки хвіст" | 3 | 18 | 40 | 0,333 | 0,03 | 37,9 | 603 | 31,4 | 500 | 0,04 | |
| 3.Зенкерування Ø19,4 | 1,3 | 12 | 19 | 0,158 | 0,6 | 14,7 | 241 | 12,2 | 200 | 0,3 | |
| 4. Свердління Ø4,3 | 2,15 | 10 | 12 | 0,075 | 0,1 | 31,1 | 2303 | 21,6 | 1600 | 0,17 | |
| 035 | Довбальна | 3,5 | 21 | 35 | 0,535 | 0,2 | 21,4 | 305д.х./хв | 14,7 | 210д.х./хв | 1,2 |
| 040 | Слюсарна1. Нарізання різьби М5 | 0,35 | 6 | 10 | 0,05 | 0,8 | 4 | 255 | 3,9 | 250 | |
| 2.Зенкування Ø23 | 1,5 | 4 | 7 | 0,056 | 0,5 | 20 | 277 | 18,1 | 250 | - | |
| 3.Запилювання 2-х фасок 0,6х45° | 0,8 | ||||||||||
| 4.Зняття задирків | - | - | - | 1,7 | - | - | - | - | - | - | |
| 045 | Термічна | - | - | - | - | - | - | - | - | - | - |
| 050 | Свердлильна | 0,3 | 12 | 22 | 0,22 | 0,8 | 9,1 | 144,9 | 7,85 | 125 | - |
| 055 | Контрольна | - | - | - | - | - | - | - | - | - | - |
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |