 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Виготовлення деталей та їх класифікація
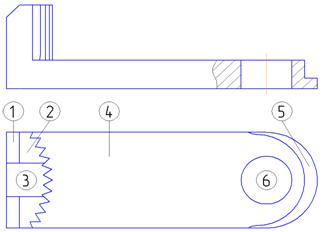
Рис.1.1
S1 = 65 мм2; S2 = 104,6 мм2; S3 = 221,7 мм2; S4 = 3608,7 мм2; S5 = 224,6 мм2; S6 = 314,2мм2.
Об’єм частин і деталі в цілому:
V1-3 = (2S1 + 2S2 + S3) ∙ H2 = (2 ∙ 65 + 2 ∙ 104,6 + 221,7) ∙ 35 = 19631,5 мм3
V1 = ![]() =
= ![]() = 162,5 мм3
= 162,5 мм3
V3 = S3 ∙ Н3 = 221,7 ∙ 6 = 1330 мм3
V4 = S4 ∙ Н4 = 3608,7 ∙ 12 = 43304,4 мм3
V5 = S5 ∙ Н5 = 224,6 ∙ 4,5 = 1010,7 мм3
V6 = S6 ∙ Н6 = 314,2 ∙ 12 = 3770,4 мм3
Vд = V1-3 - 2V1 - V3 + V4 + V5 - V6 = 19631,5 - 2∙162,5 - 1330 + 43304,4 + 1010,7 - 3770,4 = 58521 мм3 = 58,5 см3
Маса деталі: Gд = Vд ∙ γ = 58,5 ∙ 0,00785 = 0,46 кг
Згідно цієї таблиці при масі деталі 0,46 кг і річному випуску N = 5000шт., тип виробництва - середньосерійний.
2. Технологічний розділ 2.1 Вибір виду заготовки і обґрунтування методу її одержання 2.1.1 Вибір заготовки та її обгрунтування
Вибір виду заготовки грає велику роль у технологічному процесі механічної обробки деталі. Чим ближче за формою і розмірами вихідна заготовка до готової деталі тим менше часу необхідно для її обробки, менше йде матеріалу, і, отже, нижче собівартість виробу. Враховуючи вид виробництва (середньосерійний) і матеріал заготовки (сталь 20Х) можна запропонувати два варіанти отримання заготовок:
1. з гарячекатаного листового прокату по ГОСТ 19903-74 (як на базовому підприємстві);
2. з штампованої поковки, отриманої у відкритих штампах на КГШП.
Для виявлення кращого варіанту заготовки необхідно
визначити розміри заготовки по кожному варіанту і їх масу за формулою: Gз=
Vз · γ,![]()
де: Gз - маса заготовки, кг; Vз
- об’єм, заготовки, см![]() ;
; ![]() - питома вага матеріалу, для
сталі 45: γ = 0,00785 кг/см
- питома вага матеріалу, для
сталі 45: γ = 0,00785 кг/см![]() Потім за
допомогою коефіцієнту використання матеріалу і вартості виготовлення заготовки виконуємо
порівняння і обираємо найкращий варіант.
Потім за
допомогою коефіцієнту використання матеріалу і вартості виготовлення заготовки виконуємо
порівняння і обираємо найкращий варіант.
Варіант № 1.
Заготовка з листового прокату.
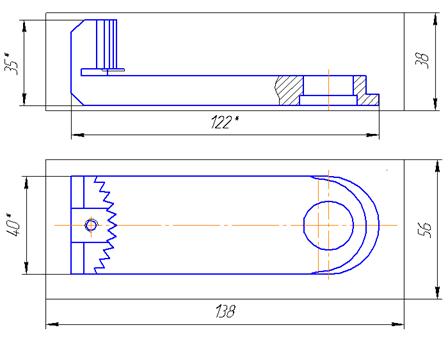
Рис.2.1
За ГОСТ 19903-74 знаходимо найближчу необхідну товщину листового прокату: 38 мм. Заготовка з листа вирізається газорізкою. При цьому припуск на сторону повинен бути не менше 8 мм. Остаточно розміри заготовки такі:
довжина L = 122 + 8 ∙ 2 = 138 мм
ширина В = 40 + 8 ∙ 2 = 56 мм
Розрахуємо об’єм заготовки:
V![]() = 38 х 138
х 56 = 293664 мм3 = 293,7 см3
= 38 х 138
х 56 = 293664 мм3 = 293,7 см3
Масса заготовки:
G![]() V
V![]() γ = 293,7 · 0,00785
= 2,3 кг
γ = 293,7 · 0,00785
= 2,3 кг
Коефіцієнт використання матеріалу:
Kвм = ![]() = 0,2
= 0,2![]()
![]()
Розраховуємо вартість заготовки з прокату за формулою:
C![]()
![]()
де: Cі = 4100 грн - вартість 1 т матеріалу сталі 20Х;
Свідх = 700 грн - вартість 1 т відходів
![]() = 8,14 грн
= 8,14 грн
Варіант №2
Заготовка - штамповка на КГШП.
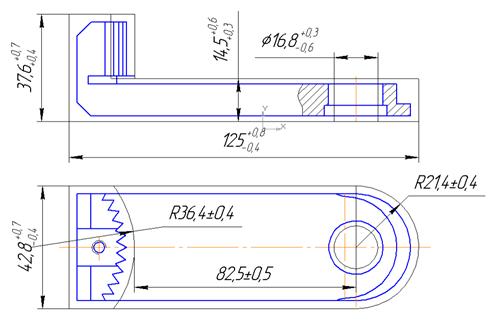
Рис.2.2
Використавши ГОСТ 7505 - 89 " Поковки стальні штамповані. Допуски, припуски і ковальські напуски " визначаємо припуски на лінійні і діаметральні розміри та допуски на них. Все це заносимо у таблицю:
Таблиця 2.1
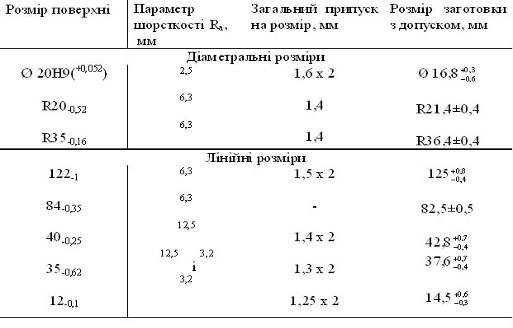
За даними цієї таблиці знаходимо об’єм заготовки. Для цього її розбиваємо на прості фігури (Рис.2.3) і розраховуємо їх об’єм, а потім всієї заготовки.
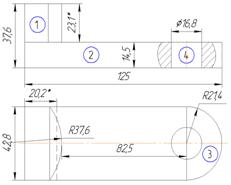
Рис.2.3
V1 = 42,8 ∙ 23,1 ∙ 20,2 = 19971 мм3
V2 = 103,6 ∙ 42,8 ∙ 14,5 = 64294 мм3
V3 = ![]() 10426 мм3
10426 мм3
V4 = ![]() = 3213 мм3
= 3213 мм3
Vшт = V1 + V2 +V3 - V4 = 19971 + 64294 + 10426 - 3213 = 91478 мм3 = 91,5 см3
Маса заготовки:
Gшт = Vшт · γ = 91,5 · 0,00785 = 0,72 кг
Коефіцієнт використання матеріалу:
Квм = ![]() =
=
![]() = 0,64
= 0,64
Визначаємо вартість заготовки - штамповки:
Сшт = (![]()
![]() · Gшт ·
Кп · Кс · Кв · Км ·
Кт) - (Gшт - Gд)
· Gшт ·
Кп · Кс · Кв · Км ·
Кт) - (Gшт - Gд) ![]() , с.31
, с.31 ![]()
де: Кп = 1,0 - коефіцієнт, що залежить
від умов виробництва с.38 ![]() ; Кс
= 0,75 - коефіцієнт, що залежить від групи складності заготовки табл.2.12
; Кс
= 0,75 - коефіцієнт, що залежить від групи складності заготовки табл.2.12 ![]() ; Кв =
1,33 - коефіцієнт, що залежить від маси заготовки табл.2.12
; Кв =
1,33 - коефіцієнт, що залежить від маси заготовки табл.2.12 ![]() ; Км = 1,0 - коефіцієнт,
що залежить від матеріалу заготовки с.37
; Км = 1,0 - коефіцієнт,
що залежить від матеріалу заготовки с.37 ![]() ;
Кт = 1,0 - коефіцієнт, що залежить від точності заготовки с.37
;
Кт = 1,0 - коефіцієнт, що залежить від точності заготовки с.37 ![]() ;
;
Сшт = (![]() ·
0,72 · 1 · 0,75 · 1,33 · 1 · 1) - (0,72 - 0,46) ·
·
0,72 · 1 · 0,75 · 1,33 · 1 · 1) - (0,72 - 0,46) ·
![]() = 2,76 грн
= 2,76 грн
Отримані дані для зручності зводимо у таблицю.
Таблиця 2.2
| Вид заготовки | Маса деталі, кг | Маса заготовки, кг | Коефіцієнт використання матеріалу | Вартість однієї заготовки, грн |
Вартість 1т металу, грн |
| Прокат | 0,46 | 2,3 | 0,23 | 8,18 | 4100 |
| Штамповка | 0,72 | 0,64 | 2,76 |
Виходячи з величини коефіцієнту використання матеріалу, вартості заготовки та типу виробництва визначаємо, що доцільно застосувати заготовку - штамповку, отриману на КГШП. При цьому економія металу з однієї заготовки дорівнює:
Е = G пр - G шт. = 2,3 - 0,72 = 1,58 кг
На всю річну програму:
Ep = E · N =1,58 ·5000 = 7900 кг = 7,9 т
На річну програму у гривнях:
Er = Ep · Cі = 7,9 · 4100 = 32390 грн
2.1.2 Стислий опис способу отримання заготовкиСпочатку від прутка металу із сталі 20Х відрубають необхідну заготовку. Її об’єм дорівнює об’єму готової заготовки з урахуванням окалини і облою. Потім заготовку нагрівають у термічних печах до необхідної температури. Нагріту заготовку розташовують у відкритий штамп і штампують на КГШП. Така штамповка забезпечує виготовлення відносно точних штамповок без зсуву і з підвищеною у порівнянні з молотами продуктивністю. Після штамповки заготовку для зняття залишкових напруг відпалюють.
Для зняття задирків і окалини заготовку галтують або травлять у розчині соляної кислоти.
2.1.3 Вибір загальних припусків і розрахунок розмірів заготовки по таблицямПрипуски і допуски на обробку поковок визначаються по ГОСТ 7505-89 ”Поковки стальні штамповані. Допуски, припуски та ковальські напуски”. За цим ГОСТом розраховуємо всі припуски, крім 2-х: діаметру отвору і товщина деталі 12-0,12. Ці два розміри ми розрахуємо розрахунковим методом. Отримані результати зводимо у таблицю 2.1.
2.1.4.Визначення операційних припусків, розмірів та допусків на один діаметральний та один лінійний розміри розрахунковим методом.
Розрахунок припуску на діаметральний розмір виконуємо для точного отвору Ø20Н9 (+0,052). Деталь виготовлена з сталі 20Х ГОСТ 4543-71. Заготовка - штамповка на КГШП, другого класу точності. Поверхня Ø20 виконана по 9 квалітету точності і має параметр шорсткості 2,5√.
Тому маршрутна технологія обробки цієї поверхні має вид:
1.зенкерування попереднє;
2.розгортання остаточне.
Розрахунок припусків ведеться у порядку зворотньому маршрутній технології. Мінімальний припуск при обробці внутрішніх поверхонь (двосторонній припуск) визначається за формулою:
![]() , стр.175 [2]
, стр.175 [2]
де: ![]() - висота
нерівностей профілю на попередньому переході табл.12 с.186 і табл.24 с.188 [2]
- висота
нерівностей профілю на попередньому переході табл.12 с.186 і табл.24 с.188 [2]
![]() - глибина дефектного поверхневого шару на попередньому переході - ті ж
таблиці.
- глибина дефектного поверхневого шару на попередньому переході - ті ж
таблиці.
ΔΣі-1 = ![]()
де: Δекс = 0,8 мм - відхилення від концентричності отворів табл.17 с.186![]()
Δжол = 0,5 мм - жолоблення поковок типу дисків і важелів, що отримують на пресах табл.17 с.186 ![]()
Δ![]() =
=
![]() = 0,943 мм = 943 мкм - для заготовки;
= 0,943 мм = 943 мкм - для заготовки;
![]() = 943 · 0,06 = 57 мкм = 0,057 мм - для зенкерування
= 943 · 0,06 = 57 мкм = 0,057 мм - для зенкерування
![]() = 943 · 0,02 = 19 мкм = 0,019 мм - для розгортання
= 943 · 0,02 = 19 мкм = 0,019 мм - для розгортання
εί - погрішність установки
заготовки на переході, що виконується табл.4.13 с.81![]() ,
εί = 60мкм = 0,06 мм - при встановленні у пневматичні лещата попередньо обробленої заготовки.
,
εί = 60мкм = 0,06 мм - при встановленні у пневматичні лещата попередньо обробленої заготовки.
Вибрані дані заносимо у таблицю.
Таблиця 2.3
|
Технологічні переходи обробки поверхні |
Елементи припуску |
Допуск δ, мкм |
|||
|
Rz |
h | ∆ | ε | ||
| Заготовка | 160 | 200 | 943 | - | 900 |
| Зенкерування | 32 | 50 | 57 | 60 | 300 |
| Розгортання | 5 | 10 | 19 | 60 | 52 |
Розраховуємо мінімальний припуск на механічну обробку:
а) припуск на зенкерування
2Z![]() = 2 ·
(160 + 200 +
= 2 ·
(160 + 200 + ![]() ) = 2610 мкм = 2,61 мм
) = 2610 мкм = 2,61 мм
б) припуск на розгортання
2Z![]() = 2 ·
(32 + 50 +
= 2 ·
(32 + 50 + ![]() ) = 330 мкм = 0,33 мм
) = 330 мкм = 0,33 мм
Визначаємо розрахункові та граничні розміри:
d![]() = d
= d![]() =
20,052 мм
=
20,052 мм
d![]() = d
= d![]() = d
= d![]() - 2Z
- 2Z![]() = 20,052 - 0,33 = 19,722 мм
= 20,052 - 0,33 = 19,722 мм
d![]() = d
= d![]() = d
= d![]() - 2Z
- 2Z![]() = 19,722 - 2,61 = 17,112 мм
= 19,722 - 2,61 = 17,112 мм
d![]() = 20,000 мм
= 20,000 мм
d![]() = d
= d![]() - δ
- δ![]() = 19,722 - 0,3 = 19,422 мм
= 19,722 - 0,3 = 19,422 мм
d![]() = d
= d![]() - δ
- δ![]() = 17,112 - 0,9 = 16,212 мм
= 17,112 - 0,9 = 16,212 мм
Визначаємо граничні та загальні припуски:
2Z![]() = 0,33 мм
= 0,33 мм
2Z![]() = 2,61 мм
= 2,61 мм
2Z![]() = d
= d![]() - d
- d![]() = 20,000 - 19,422 = 0,578 мм
= 20,000 - 19,422 = 0,578 мм
2Z![]() = d
= d![]() - d
- d![]() = 19,422 - 16,212 = 3,21 мм
= 19,422 - 16,212 = 3,21 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,33 + 2,61 = 2,94 мм
= 0,33 + 2,61 = 2,94 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,578 + 3,21 = 3,788 мм
= 0,578 + 3,21 = 3,788 мм
Результати всіх розрахунків для зручності зводимо у таблицю.
Таблиця 2.4
|
Технологічні переходи обробки поверхні |
Розрахун- ковий припуск, 2Zmin, мкм |
Розрахунковий розмір dр, мм |
Граничний розмір, мм |
Граничний розмір припуску, мм |
||
|
dmax |
dmin |
2Zmin |
2Zmax |
|||
| Заготовка | - | 17,112 | 17,112 | 16,212 | - | - |
| Зенкерування | 2610 | 19,722 | 19,722 | 19,422 | 2,61 | 3,21 |
| Розгортання | 330 | 20,052 | 20,052 | 20,000 | 0,33 | 0,578 |
| Разом | 2,94 | 3,788 | ||||
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |