 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Виготовлення деталей та їх класифікація
Розраховуємо припуск на лінійний розмір 12-0,1. Маршрут обробки цього розміру: 1.фрезерування чорнове;
2. фрезерування чистове.
Для послідовної обробки протилежних поверхонь:
Zmin = Rzi-1 + hi-1 + ΔΣi-1 + εί
Rz = 160 мкм; h = 200 мкм - для заготовки;
Rz = 32 мкм; h = 50 мкм - для фрезерування чорнового;
Rz = 10 мкм; h = 15 мкм - для фрезерування чистового.
ΔΣі-1 = ![]() =
= ![]() = 640 мкм = 0,64 мм
= 640 мкм = 0,64 мм
де: ![]() = 400 мкм
= 0,4 мм - відхилення від співвісності елементів, що штампуються у різних половинах
штампів табл.18 с.187 [4]
= 400 мкм
= 0,4 мм - відхилення від співвісності елементів, що штампуються у різних половинах
штампів табл.18 с.187 [4]
ΔΣ1 = ΔΣ · 0,06 = 0,64 · 0,06 = 0,038 мм - для чорнового фрезерування;
ΔΣ11= ΔΣ · 0,02 = 0,64 · 0,02 = 0,013 мм - для чистового фрезерування.
ε = 60 мкм - погрішність установки у пневматичних лещатах попередньо обробленої заготовки.
Мінімальний припуск на механічну обробку (на бік):
а) припуск на чистове фрезерування
Z![]() = 32 + 50
+ 38 + 60 = 180 мкм = 0,18 мм
= 32 + 50
+ 38 + 60 = 180 мкм = 0,18 мм
На розмір 2Z![]() =
2 ∙ 0,18 = 0,36 мм
=
2 ∙ 0,18 = 0,36 мм
б) припуск на чорнове фрезерування
Z![]() = 160 +
200 + 640 + 60 = 1060 мкм = 1,06 мм
= 160 +
200 + 640 + 60 = 1060 мкм = 1,06 мм
На розмір 2Z![]() =
2 ∙ 1,06 = 2,12 мм
=
2 ∙ 1,06 = 2,12 мм
Розрахункові та граничні розміри:
l![]() = l
= l![]() =
11,9 мм
=
11,9 мм
l![]() = l
= l![]() = l
= l![]() + 2Z
+ 2Z![]() = 11,9 + 0,36 = 12,26 мм
= 11,9 + 0,36 = 12,26 мм
l![]() = l
= l![]() = l
= l![]() + 2Z
+ 2Z![]() = 12,26 + 2,12 = 14,38 мм
= 12,26 + 2,12 = 14,38 мм
l![]() = 12,00 мм
= 12,00 мм
l![]() = l
= l![]() + δ
+ δ![]() = 12,26 + 0,3 = 12,56 мм
= 12,26 + 0,3 = 12,56 мм
l![]() = l
= l![]() + δ
+ δ![]() = 14,38 + 0,9 = 15,28 мм
= 14,38 + 0,9 = 15,28 мм
Граничні та загальні припуски:
2Z![]() = 0,36 мм, 2Z
= 0,36 мм, 2Z![]() = l
= l![]() - l
- l![]() = 12,56 - 12,00 = 0,56 мм
= 12,56 - 12,00 = 0,56 мм
2Z![]() = 2,12 мм, 2Z
= 2,12 мм, 2Z![]() = l
= l![]() - l
- l![]() = 15,28 - 12,56 = 2,72 мм
= 15,28 - 12,56 = 2,72 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,36 + 2,12 = 2,48 мм
= 0,36 + 2,12 = 2,48 мм
2Z![]() = 2Z
= 2Z![]() + 2Z
+ 2Z![]() = 0,56 + 2,72 = 3,1 мм
= 0,56 + 2,72 = 3,1 мм
Отримані результати заносимо у таблицю 2.5.
Таблиця 2.5
|
Технологічні переходи |
Розрахун-ковий припуск, мкм |
Розрахун- ковий розмір, мм |
Допуск, мм |
Граничний розмір, мм |
Граничне значення припуску, мм |
||
|
lmax |
lmin |
2Zmax |
2Zmin |
||||
| Фрезер. чистове | 360 | 11,9 | 0,1 | 12,00 | 11,90 | 0,56 | 0,36 |
| Фрезер. чорнове | 2120 | 12,08 | 0,3 | 12,56 | 12,26 | 2,72 | 2,12 |
| Заготовка | - | 14,2 | 0,9 | 15,28 | 14,38 | - | - |
| Разом | 3,28 | 2,48 | |||||
На основі наведених розрахунків будуємо схему графічного зображення припусків і допусків на обробку отворів Ø20Н9 (+0,052).
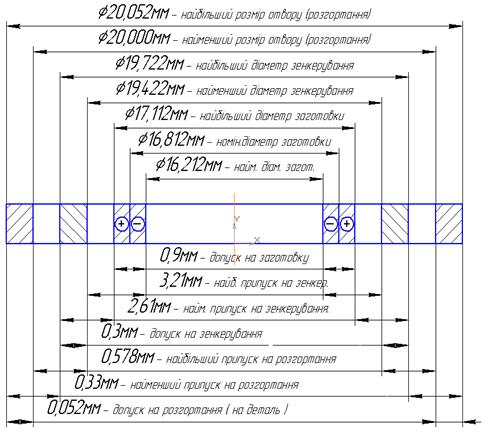
Рис.2.4
Будуємо схему графічного зображення припусків і допусків на обробку поверхонь з розміром 12-0,1.
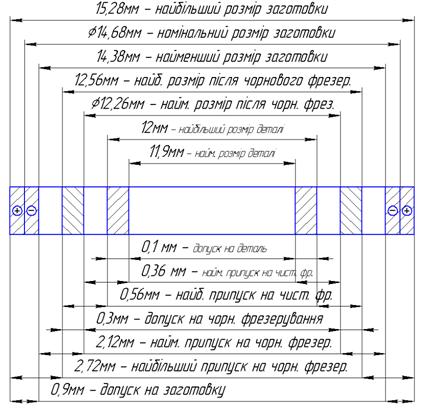
Рис.2.5
2.2 Розробка маршрутної технології обробки заготовки 2.2.1 Розробка технологічного процесу по операціях, установах та переходахВихідною інформацією для проектування технологічного процесу механічної обробки заготовки є: робоче креслення деталі; технічні вимоги; регламентована точність поверхонь; параметри шорсткості поверхонь; об’єм річного випуску деталей.
Для спрощення запису технологічного процесу використовуємо наступну схему розташування поверхонь, що обробляються:
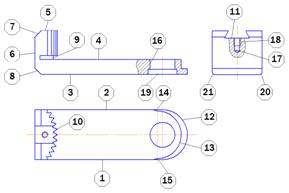
Рис.2.6
Складаємо технологічний маршрут обробки заготовки важеля з урахуванням зображеної схеми.
Таблиця 2.6
|
№ опер. |
Найменування операції | Обладнання | Пристрій | База | |
| 1 | 2 | 3 | 4 | 5 | |
| 005 |
Фрезерна 1.Фрезерувати пов.1 "як чисто". 2.Фрезерувати пов.2 у розмір 40-0,25. |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Необроблені зовнішні пов.3, 5 і 6 |
|
| 010 |
Фрезерна 1.Фрезерувати пов.3 начорно. 2.Фрезерувати пов.3 начисто. 3.Фрезерувати пов.4 у розмір 12,5-0,3. 4.Фрезерувати пов.5 у розмір 35-0,62. |
Вертикально - фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Оброблені зовнішні пов.1 і 2 |
|
| 015 |
Фрезерна Фрезерувати пов.6 "як чисто". |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Оброблені зовнішні пов.1 і 2 |
|
| 020 |
Фрезерна Фрезерувати 2 фаски 7 і 8 (5х45°). |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пневмо-затиском |
Оброблені зовнішні пов.1 і 2 |
|
| 025 |
Фрезерна Фрезерувати пов.4 начисто з фрезеруванням пазу 9 шир.2±0,25. |
Вертикально-фрезерний верстат мод.6Р11 |
Лещата з пнемо- затиском |
Оброблені зовнішні пов.1, 2 і 3 |
|
| 030 |
Фрезерна 1.Фрезерувати послідовно: а) пов.10 до R35-0,16; б) паз11 попередньо на глибину 6+0,3; в) пов.12 з R20-0,52; г) пов.13, 14 і 15 з R19-0,52 і R6*. 2.Фрезерувати паз.11 під "ластівки хвіст". 3.Зенкерувати отв.16 до Ø19,4+0,3. 4. Свердлити отв.Ø4,3 на гли-бину 10+0,36 (17) під різьбу М5. |
Вертикально- фрезерний верстат з ЧПУ і інструменталь- ним магазином мод.6Р11МФ3-1 |
Лещата з пнемо- затиском |
Оброблені зовнішні пов.1, 2 і торець 6 |
|
| 035 |
Довбальна Довбати зубці 4±0,15 х 60°, витримуючи R35-0,16 (пов.1). |
Довбальний верстат мод.7А412 |
Лещата з пнемо- затиском |
Оброблені зовнішні пов.1, 2 і 6 |
|
| 040 |
Слюсарна 1. Нарізати різьбу М5 (пов.18) на глибину 6 мм в отв.17. 2.Зенкувати отв. 19 до Ø23+0,52 до розміру 8-0,09. 3.Запилити 2 фаски 20 і 21 у розмір 0,6х45°. 4.Зняти задирки після фрезерних і довбальної операцій. |
Вертикально- свердлильний верстат мод.2Н118 |
Лещата | - | |
| 045 | Термічна | Термопіч | - | - | |
| 050 |
Свердлильна Розгорнути отв.16 до Ø20Н9 (+0,052). |
Вертикально- фрезерний верстат мод.2Н118 |
Лещата | - | |
| 055 | Контрольна | Стіл БТК | - | - |
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |