 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Изготовление детали "кронштейн"
Дипломная работа: Изготовление детали "кронштейн"
Техническое задание
Реферат
Содержание
Введение
1. Разработка технологического процесса
1.1. Служебное назначение и техническая характеристика детали
1.2. Постановка задачи на проектирование
1.3. Анализ технологичности конструкции детали. Разработка
технологического чертежа
1.4. Выбор и обоснование типа производства
1.5. Выбор вида и способа получения заготовки. Технико-экономическое
обоснование
1.6. Назначение и обоснование технологических баз, схем базирования и
установки заготовки
1.7. Выбор метода обработки отдельных поверхностей
1.8. Формирование структуры вариантов технологического процесса
1.8.1. Разработка маршрутной технологии
1.8.2. Выбор оптимального технологического процесса на основе
технико-экономического анализа вариантов
1.8.3. Построение операции с разработкой схем обработки
1.9. Выбор оборудования и средств технологического оснащения
1.10. Выбор и расчет припусков и операционных размеров
1.11. Выбор и расчет режимов резания
1.12. Расчет норм времени и определение разряда работ
1.13. Технико-экономический анализ вариантов технологических
операций по себестоимости
2. Разработка и конструирование средств технологического оснащения
2.1. Конструирование, расчеты и описание приспособления
2.2. Силовой расчет приспособления
4. Стандартизация и управление качеством продукции
5. Мероприятия по экологической безопасности в цехе
6. Технико-экономические показатели работы цеха
6.1. Определение состава и количества оборудования
6.2. Расчет количества рабочих операторов на линии
6.3. Определение потребности в основных материалах
6.4. Планирование фонда заработной платы основных рабочих
6.5. Планирование себестоимости, цены, прибыли и рентабельности
7. Технологические расчеты цеха и его технико-экономических
показателей
7.1 Расчет необходимого количества оборудования
7.2 Расчет количества основных рабочих
7.3 Расчет вспомогательных рабочих
7.4 Определение площадей участка
8. Охрана труда, окружающей среды, противопожарные мероприятия и
гражданская оборона
Заключение
Библиографический список
Приложения
РЕФЕРАТ
Пояснительная записка: с. , рис., табл., наименований литературных источников, приложения на с. Графическая часть: листов формата А1.
КРОНШТЕЙН, ПРЕДЪЯВЛЯЕМЫЕ ТРЕБОВАНИЯ, ЗАГОТОВКИ, МЕТОДЫ ОБРАБОТКИ, СХЕМЫ БАЗИРОВАНИЯ, МАРШРУТ, ОПЕРАЦИИ, ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ, ПРИПУСКИ, РЕЖИМЫ РЕЗАНИЯ, ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ, ТЕХНИКО-ЭКОНОМИЧЕСКИЙ АНАЛИЗ, МЕХАНИЧЕСКИЙ ЦЕХ, ОХРАНА ТРУДА.
Выявлено служебное назначение детали, сформулированы технические требования на изготовление деталей и узла.
С целью уменьшения трудоёмкости изготовления и повышения точности относительного расположения поверхностей существенно пересмотрен технологический процесс механической обработки.. Разработано приспособление для обработки поверхностей. Рассчитаны припуски, режимы резания. Определена техническая норма времени на все операции.
Разработаны технико-экономические показатели работы механического цеха. Намечены мероприятия по охране труда и окружающей среды.
ВВЕДЕНИЕ
Жизнь современного человека немыслима без машин, оказывающих ему помощь в труде, способствующих удовлетворению его материальных и духовных запросов. Машина служит средством, с помощью которого выполняется тот или иной технологический процесс, результатом которого является полученная для человека продукция.
Общество постоянно испытывает потребности либо в новых видах продукции, либо в сокращении затрат труда при производстве уже освоенной продукции. В обоих случаях эти потребности могут быть удовлетворены только с помощью новых технологических процессов и новых машин, необходимых для их выполнения. Любой технологический процесс является отражением уровня научного и технического развития человеческого общества.
Машина может быть полезна лишь в том случае, если она обладает надлежащим качеством. Некачественные машины не только не приносят пользы, но и наносят ущерб, так как вложенный в них труд оказывается затраченным напрасно. А ресурсы труда в жизни человеческого общества представляют собой наивысшую ценность. Поэтому человек всегда стремится к экономии труда в любом деле.
Процесс создания машины от формулировки ее служебного назначения до получения в готовом виде подразделяют на два этапа: проектирование и изготовление. Первый этап завершается разработкой конструкции машины (изделия) и предоставлением ее в чертежах, второй - реализацией конструкции производственного процесса. Построение и осуществление второго этапа составляет основную задачу технологии машиностроения.
В настоящей работе рассмотрены технологические, организационные и частично социальные вопросы, связанные с производством деталей гидроподъемных устройств, используемых при профилактических и ремонтных работах, в частности, летательных аппаратов в условиях аэродромов.
Авиационное производство характеризует широкая номенклатура и высокая сложность выпускаемых изделий. Совокупность этих условий значительно снижает уровень эффективности такого типа производства по сравнению с производствами, имеющими большую серийность, меньшую номенклатуру и сложность изделий. Мировой опыт показывает, что одним из возможных и наиболее эффективных способов увеличения эффективности многономенклатурного сложного производства, является использование оборудования с ЧПУ и в особенности группы обрабатывающих центров.
Это обосновано факторами, приводящими к сужению и удалению границ между типами производств от единичного до массового и увеличению эффективности производства.
1. Разработка технологического процесса
1.1. Служебное назначение и техническая характеристика детали
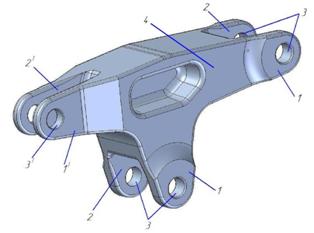
Кронштейн по своим конструктивным признакам относится к классу сложнопрофильных деталей. Кронштейн представляет собой корпусное Т-образное тело малых габаритов с тремя отверстиями Ø14 мм, выемками для облегчения массы детали, пазами шириной 14,6 и 36 мм для размещения элементов других деталей в сборке, тремя отверстиями Ø1,5 мм для контровки гаек в сборке. Форма детали образована сочетанием простых поверхностей (плоских, цилиндрических) и сложных поверхностей (контур детали, выемки, сопряжения).
Кронштейн 74.01.4201.749 устанавливается на раме 74.01.4201.700 и служит для крепления тяги привода створок передней опоры шасси.
Рабочая среда – атмосфера, рабочее давление - атмосферное, tº=60…+60ºC.Деталь подвержена вибрационным нагрузкам.
Сопряжения поверхностей детали необходимы для предотвращения образования усталостных трещин, так как деталь работает в условиях знакопеременных нагрузок.
Кронштейн устанавливается в раму по поверхностям 1' (27h12 мм), 2' (14,6Н9 мм), 3' (Ø14H8 мм) (рисунок 2). Эти поверхности являются основными конструкторскими базами. Также конструкторскими базами являются поверхности 1 (56h12 мм), 2 (36H9 мм), 3 (Ø14H8 мм). По ним происходит соединение кронштейна с тягами в сборке. К этим поверхностям предъявляются повышенные требования как по точности выполнения размеров и точности взаимного расположения (неперпендикулярность поверхностей 3 и 3' относительно поверхностей 1 и 1' не более 0,05), так и качеству поверхности (Ra1,6 для поверхностей 1, 2, 3, 1', 2', 3'). В то же время эти поверхности просты и достаточно протяженны. Это позволяет использовать их в качестве технологических баз на завершающей стадии обработки.
Рабочими поверхностями изделия являются внешние и внутренние плоские поверхности 1, 1', 2, 2' и внутренние цилиндрические поверхности 3, 3' .
Неуказанные
предельные отклонения допусков: отверстий Н14, валов h14,
остальные ± ![]() .
.
Материалом детали является – конструкционная легированная сталь 30ХГСА ГОСТ 4543-71. Сталь 30ХГСА используется при изготовлении различных улучшаемых деталей: валов, осей, зубчатых колес, фланцев, корпусов обшивки, лопаток компрессорных машин, работающих при температуре до 200° С, рычагов, толкателей, ответственных сварных конструкций, работающих при знакопеременных нагрузках, крепежных деталей, работающих при низких температурах.
Химический состав в % материала 30ХГСА
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0,28 – 0,34 | 0,9 – 1,2 | 0,8 – 1,1 | до 0,3 | до 0.025 | до 0.025 | 0,8 – 1,1 | до 0,3 |
Коэффициент обрабатываемости материала по отношению к Ст.45 составляет 0,85, что говорит о хорошей обрабатываемости резанием.
Рекомендуемые виды термообработки для стали 30ХГСА:
· Закалка 860-880 °С, масло. Отпуск 200-250 °С, воздух;
· Закалка 880 °С, масло Отпуск 540 °С, вода или масло;
В нашем случае применяется 2-й вариант. Данный вид термообработки используется для снятия внутренних напряжений и для обеспечения требуемого качества поверхностного слоя. Термообработка осуществляется после заготовительной операции, так как материал с такой твердостью хорошо обрабатывается режущим инструментом. Проведение же термообработки после чернового этапа приведёт к короблению детали и необходимости введения дополнительной операции по восстановлению баз. Также предварительную термическую обработку проводят для предотвращения перерезания волокон материала при использовании поковки в качестве заготовки.
Требуемое покрытие – оксидная плёнка для защиты от коррозии.
Термообработка проводится по технологии цеха №003.
Механические свойства в зависимости от термообработки
| Термообработка |
sT, МПа |
sв, МПа |
d5, % |
y, % |
HRC э |
| Закалка 860-880 °С, масло. Отпуск 200-250 °С, воздух. | 1270 | 1470 | 7 | 40 | 43-51 |
| Закалка 880 °С, масло Отпуск 540 °С, вода или масло. | 830 | 1080 | 10 | 45 | 36-41 |
1.2. Постановка задачи на проектирование
Исходя из своего служебного назначения, кронштейн должен представлять собой изделие высокой надежности. Наиболее уязвимым его звеном, с точки зрения прочности и долговечности работы, является система поворота передней опоры шасси.
С целью обеспечения повышенной надежности работы, организации высокопроизводительного процесса обработки наиболее ответственных деталей кронштейна необходимо решить следующие задачи:
1. на основе критического анализа существующего технологического
процесса разработать более эффективный процесс изготовления
вышеназванных деталей;
2. предусмотреть возможность широкого использования
высокопроизводительного оборудования, режущего инструмента и
технологической оснастки;
3. разработать проект механического цеха по изготовлению деталей
кронштейнов;
4. наметить мероприятия по охране окружающей среды и безопасности
жизнедеятельности работников цеха;
5. определить технико-экономические показатели работы цеха.
1.3. Анализ технологичности конструкции детали. Разработка технологического чертежа
Деталь «Кронштейн» удовлетворяет следующим требованиям технологичности:
• возможность использования рациональных заготовок,
• достаточная жесткость детали,
• возможность применения унифицированных инструментов при обработке детали,
• большинство поверхностей детали доступны для обработки и контроля (инструментальная доступность),
• базовые поверхности обеспечивают простоту и надежность закрепления детали в приспособлении.
Удовлетворение вышеперечисленным требованиям увеличивает технологичность детали.
К факторам, снижающим технологичность детали, относятся:
• наличие сложнопрофильных поверхностей, которые усложняют процесс обработки и затрудняют их контроль,
• отверстия под углом к поверхности.
В целом деталь можно считать технологичной.
1.4. Выбор и обоснование типа производства
Проектирование технологического процесса и разработка его маршрута должны выполняться с учетом типа организации производства. Различают три основных типа машиностроительного производства: массовое, серийное и единичное.
Для оценки типа производства можно воспользоваться характеристикой серийности, в основу которой положена классификация деталей по их массе и габаритам. В нашем случае годовая программа выпуска деталей составляет 11 единиц, и масса 1,96 кг устанавливаем тип производства – единичное.
1.5. Выбор вида и способа получения заготовки. Технико-экономическое обоснование
Расчет заготовки делаем по ГОСТ 7829-70 «ПОКОВКИ ИЗ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ, ИЗГОТОВЛЯЕМЫЕ КОВКОЙ». Исходя из размеров готовой делали(220х110х57) производим расчет припусков.
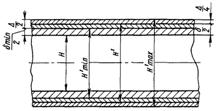
H - обдирочный размер заготовки или номинальный размер детали; dmin - наименьший припуск на размер H;
d - номинальный припуск на размер H;
![]() мм
мм
![]() мм
мм
![]() мм м
мм м
H¢min - наименьший размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
H¢ - номинальный (расчетный) размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
H¢max - наибольший размер поковки:
![]() мм
мм
![]() мм
мм
![]() мм
мм
D - поле предельных отклонений размера поковки
![]() мм
мм
![]() мм
мм
![]() мм
мм
В данный момент на производстве применяем поковкк размерами
231мм х 121мм х 65мм. Выполняется по ТУ 1-92-156-90 группа контроля 2 с шероховатостью поверхностей Ra 3.2, без выполнения штамповочных уклонов. Для нахождения массы поковки воспользуемся программой КОМПАС.
Деталь
Объем V = 1963118.400000 мм3
Материал Сталь 30ХГСА ГОСТ 1050-88
Плотность Ro = 0.007820 г/мм3
Масса M = 15351.585888 г
Способ получения заготовки, схож с действующий в производстве, предполагается не менять заготовку.
Изначальным материалом для поковки будет являться круг D=200 мм, высотою Н=65 мм.
Объем данного круга равен V=π·D2·H/4=3,14·2002·65/4=2041000 мм3,
Что является достаточным.
1.5.1 Определение стоимости заготовки
При бухгалтерском методе расчёта цеховая себестоимость заготовки
С з.ц.
= С м + З п (1 + ![]() ,
,
где С м – затраты на материал; З п – заработная плата рабочего; Z – коэффициент, зависящий от условий производства, колеблется от 150 до 800%, принимается равным 200%.
С м = С 1 · Мз – Ц отх М отх,
где С 1 = 50 рублей – стоимость 1 кг материала; Ц отх = 5 рублей – цена 1 кг реализуемого отхода; М отх – масса реализуемых отходов.
В базовом варианте М отх = 15,35 – 1,96 = 13,39 кг, а затраты на материал
С м = 50 · 15,35 – 5 · 13,39 = 700,55 руб.
Заработная плата 3-х рабочих (см. ниже) в кузнице на одну заготовку
З п = 3 · Ч · Т шт-к
где Т шт-к – штучно-калькуляционное время на кузнечную операцию; Ч = 10,51 руб – часовая тарифная ставка 4 разряда.
Т шт-к
= (Т о + Т в) К · К м + ![]() ,
,
где Т о и Т в – соответственно суммарное основное и вспомогательное время по всем переходам; К = 1,22 – коэффициент к оперативному времени на организационно-техническое обслуживание рабочего места и перерывы на отдых и личные надобности; К м = 2 – поправочный коэффициент на марку стали 30ХГСА.
На ковочной операции выбран тяжёлый молот с массой падающих частей 5 т, а состав бригады из трёх человек: кузнеца, подручного кузнеца и машиниста молота.
Содержание работы и время на её выполнение по двум операциям:
- загрузить заготовку в печь, выгрузить заготовку из печи, уложить поковку – 0,31 · 2 = 0,68 мин;
- взять заготовку клещами, поставить и осадить – 0,27 мин;
- переустановить поковку перевёртыванием – 0,1 мин;
- основное время на один удар – 0,009 мин; число ударов при осадке – 32
- время на осмотр заготовки – 0,03 ·2 = 0,06 мин.
Подготовительно-заключительное время Т п.з. складывается из времени на получение задания и инструктаж, а также сдачу партии поковок – 16 мин. Штамп универсальный с плоским бойком, поэтому времени на смену штампа не затрачивается.
Таким образом, при изготовлении партии поковок n = 11 штукам суммарное штучно-калькуляционное время на двух ковочных операциях
Т шт-к
= (1,04 + 2,27) · 1,22 ·2 + ![]() = 9,53
мин.
= 9,53
мин.
З п = 3 · 10,51 · 9,53/60 = 219,8 руб.
По базовому варианту технологического процесса
С з.ц. = 700,55 + 219,8 (1 + 2) = 955,65 руб,
1.6. Назначение и обоснование технологических баз, схем базирования и установки заготовки
Достижение конструкторских требований к детали в процессе ее изготовления обеспечивается технологией ее обработки, в которой особая роль отводится установке заготовки.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |