 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Разработка технологии восстановления гильз цилиндров ДВС
![]() ;
; ![]() ,
,
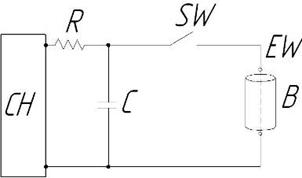
Рис. 3.7. Схема электроимпульсного напыления:
СH – источник питания для зарядки конденсатора; R – резистор; C – конденсатор; SW – выключатель; EW – металлическая проволока; B – напыляемая гильза
где S – площадь сечения металлической проволоки, мм2; l – длина металлической проволоки, мм; С – емкость конденсатора, Ф; U – напряжение зарядного тока, В; f – собственная частота колебаний электроразрядной цепи, Гц; K1, K2 – постоянные, определяемые материалом проволоки; K1=(1…3) 10-3; K2=4.
Расстояние l от поверхности изделия до расплавляемого конца металлической проволоки определяется через ее диаметр d и выражается в следующем виде: l=30d.
При разряде в оптимальном режиме около 40% массы проволоки превращается в газ, а остальные 60% – в капли расплавленного металла, сталкивающиеся с поверхностью основного материала. Образующиеся при взрывном разряде капли напыляемого металла можно разделить на две группы, к одной из которых относятся частицы размером несколько микрометров, а к другой – размером несколько сотых долей микрометра. Покрытие образуется за счет осаждения на поверхности частиц первой группы, тогда как частицы второй группы улетучиваются, превращаясь в аэрозоли. При недостаточном уровне энергии разряда металлическая проволока расплавляется без взрыва, а при чрезмерном уровне энергии – полностью переходит в газообразное состояние. И в том и в другом случае напыление невозможно.
Своеобразие электроимпульсного нанесения покрытий связано с особо малым размером частиц в мелкораспыленном состоянии напыляемого материала. При температуре распылений, которая, как считают, близка к точке кипения металла проволоки, все частицы в мелкораспыленном состоянии нагреваются равномерно. При столкновении с поверхностью основного материала скорость движения частиц достигает нескольких сотен метров в секунду. Движение частиц к основному материалу происходит за счет резкого расширения газа при взрыве и вытеснения воздуха из зоны взрыва, что почти полностью исключает окисление частиц, а следовательно, обеспечивает получение плотного покрытия с высокой прочностью сцепления с основным материалом. Недостаток электроимпульсного напыления состоит в том, что этот способ непригоден для восстановления гильз с большой величиной износа, так как данным способом невозможно получение покрытий большой толщины.
3.4.4 Восстановление электролитическими покрытиями
Сущность способа состоит в том, что при прохождении постоянного электрического тока через раствор-электролит в нем образуются положительно и отрицательно заряженные ионы. Положительно заряженные ионы перемещаются к отрицательному электроду-катоду, которым является металлическая деталь, и осаждаются на ее поверхности, прочно с ней сцепляясь. Отрицательно заряженные ионы перемещаются к положительному электроду-аноду и выделяются на нем. В качестве электролитов, как правило, применяются водные растворы солей, кислот и щелочей. [8]
Количество веществ, выделившихся при электролизе, пропорционально количеству электричества, прошедшего через раствор. Количество вещества в граммах, выделяемого из электролита при прохождении через, него тока в 1 ампер в течение часа, называется электрохимическим эквивалентом данного вещества (с, г/A-ч). Плотность тока (DK, A/дм2) называют отношение силы тока к покрываемой или обрабатываемой поверхности детали.
Осажденные при электролизе металлы отличаются по своим свойствам от литых металлов тем, что кристаллическая решетка их искажена вследствие различных условий кристаллизации. Изменяя режим электролиза (плотность тока, температуру и состав ванны), можно в значительной степени изменить и механические свойства осажденных металлов.
Образование покрытий высокого качества во многом зависит от рассеивающей и кроющей способности гальванической ванны. Под рассеивающей способностью понимают степень равномерности металлического осадка на различных частях покрываемой детали, имеющей неправильную форму. Под кроющей способностью понимают возможность ванны покрывать имеющиеся на катоде углубления. Улучшить рассеивающую и кроющую способность ванны можно конструкцией подвески для деталей и формой анодов, а также применением экранов.
Наибольшее распространение при восстановлении деталей нашли электролитические (гальванические) процессы хромирования и осталивания.
Хромирование. Применяется в тех случаях, когда покрытие должно иметь очень высокую твердость и износостойкость. Электролитический хром обладает твердостью от НВ 400 до НВ 1200, а также высокой износостойкостью, низким коэффициентом трения (0,13 при трении по баббиту и 0,16 при трении по стали), высокой теплопроводностью, низким коэффициентом линейного расширения. Электрохимический эквивалент хрома равен 0,324 г./A – ч.
Хромовые электролиты представляют собой растворы хромовой кислоты Н2СrO4, образующейся при растворении хромового ангидрида СгО3 в воде. Для осаждения хрома на катоде-детали, в раствор нужно добавить серную кислоту Н2SО4. При этом наилучшие по качеству осадки и наибольший выход хрома по току получаются при соотношении СгО3: Н2SО4= 100. Выход хрома по току очень мал – всего 13–15%. Установлено, что нормальный процесс хромирования обеспечивается, если трехвалентный хром содержится в пределах от 5 до 20 г./л. Это может быть обеспечено, если площадь анодов будет в 1,8–2 раза больше площади катодов-деталей.
В качестве анода при хромировании применяют рольный свинец с добавлением 6–12% сурьмы. В процессе работы ванны аноды окисляются, и их следует периодически очищать. [5]
Технологический процесс износостойкого хромирования деталей состоит из следующих операций [8]:
1. Очистка деталей от масла и грязи.
2. Предварительное шлифование для придания деталям правильной геометрической формы и получения необходимой шероховатости.
3. Промывка. Детали промывают в горячем щелочном растворе, протирают венской известью, промывают в проточной воде.
4. Изоляция подвески и поверхностей деталей, не подлежащих хромированию. Изолируют обычно цапон-лаком (раствором целлулоида в ацетоне), перхлорвиниловым лаком 9–32 или клеями АК-20 и БФ, которые наносят в 2–3 слоя.
5. Навешивание (установка) деталей на подвеску.
6. Обезжиривание. При химическом обезжиривании детали промывают в бензине или в водном растворе, нагретом до 60–70° С в течение 3–5 мин.
При электрохимическом обезжиривании детали навешивают на подвеску и погружают в ванну с горячим водным раствором. Раствор подогревают до 70–75° С и выдерживают в нем детали в течение 5–8 мин при плотности тока 3–10 A/дм2 и напряжении 8–10 B.
7. Анодное декапирование. Производится в целью удаления с поверхности обезжиренных деталей, окисных пленок и выявления структуры детали. Для этого подвеску с деталями загружают в специальную ванну со слабым раствором серной кислоты в воде (3–5 г./л) и выдерживают в течение 1–2 мин. После этого детали промывают в дистиллированной воде.
8. Хромирование. Для получения твердых износостойких покрытий чаще всего применяют следующий состав ванны и режим хромирования: 150–200 г./л хромового ангидрида и 1,5–2,0 г/л серной кислоты; плотность тока 35–45 А/дм2 и температура электролита 56–58° С.
9. Промывка. По окончании процесса хромирования подвески с покрытыми деталями промывают в дистиллированной воде для сбора электролита, а затем последовательно в проточной воде, в 3–5%-ном растворе щелочи для нейтрализации, снова в проточной воде и наконец в подогретой до 70–80° С воде.
10. Демонтаж (снятие) деталей с подвески и удаление изоляции.
11. Термообработка деталей для устранения их водородной хрупкости. Детали обычно нагревают в сушильных шкафах или в масляной ванне до температуры 150–220° С и выдерживают в течение 1,5–2,0 ч.
Реверсивное хромирование позволяет в 2 раза увеличить скорость отложения хрома, повысить на 1 – 2 класса чистоту покрытия по сравнению с обычным хромированием. При реверсивном хромировании периодически меняют полярность тока: продолжительность катодного периода 10–15 мин, а анодного – 10 – 15 сек. Состав электролита обычный (СгО3 – 200 – 250 г./л и Н2SO4 – 2,0 – 2,5 г/л) при повышении плотности тока до 60 – 150 A/дм2.
Струйное хромирование цилиндрических поверхностей валов и осей дает возможность в 4–8 раз повысить производительность процесса, не снижая качества покрытия. При струйном хромировании деталей на специальных установках электролит интенсивно перемешивается и постоянно обновляется в зоне, непосредственно прилегающей к покрываемой поверхности катода.
Осталивание. Выход металла по току при осталивании в 5– 7 раз выше, чем при хромировании, и равен 75–95%, а скорость отложения осадка в 10 раз больше (0,4 мм за час). При осталивании можно получить покрытия толщиной до 2 мм.
Для твердого и износостойкого осталивания обычно применяют хлористые электролиты следующего состава: хлористое железо FеС12 – 200–500 г./л, хлористый натрий NaС1 – 100 г./л, соляная кислота НС1 – 0,5–0,9 г/л, хлористый марганец MnCl2 –10 г./л. Аноды изготавливают из малоуглеродистой стали. Общая площадь анодов должна быть в 2 раза больше покрываемой поверхности деталей [8].
Твердость, вязкость и износостойкость покрытий при осталивании можно изменять в широких пределах, изменяя состав электролита, его температуру и плотность тока. При малой плотности тока и высоких температурах электролита получают мелкозернистые вязкие покрытия. С повышением плотности тока увеличивается твердость покрытий.
Технологический процесс осталивания анологичен хромированию.
Недостатком восстановления гильз электролитическими покрытиями является небольшая толщина наносимого покрытия, большая продолжительность нанесения покрытия и неравномерность наносимого слоя.
3.4.5 Гальваномеханический способ восстановления
Проведенные исследования показали, что применение гальваномеханического способа при восстановлении деталей машин наиболее полно удовлетворяет требованиям ремонтного производства. Отличительной его особенностью является то, что в процессе электролиза покрываемая поверхность подвергается механическому активированию (царапанию) абразивными или алмазными инструментами в виде лент или брусков, которые перемещаются в межэлектродном пространстве. [6]
Механическое активирование способствует снижению перенапряжения разряда оседаемого металла за счет уменьшения концентрационных ограничений, интенсивного удаления с поверхности катода адсорбировавшихся гидридов, гидроокисей и газообразного водорода. Все это позволяет в десятки раз увеличивать рабочие плотности тока при нанесении хрома, никеля, кобальта, меди и существенно повышать скорость их осаждения.
Данный способ представляет собой разновидность электрохимического хонингования, где в качестве СОЖ используется электролит для нанесения соответствующего металла, и сводится к предварительному хонингованию, электроосаждению металла с одновременным хонингованием при незначительном давлении брусков и к окончательному хонингованию для получения необходимой геометрии обрабатываемой поверхности. Таким образом, весь технологический процесс осуществляется с одной установки на одном и том же оборудовании.
Постоянное хонингование обрабатываемой поверхности во время электроосаждения, высокая скорость циркуляции электролита при малом межэлектродном зазоре обеспечивают высокую скорость осаждения металла, которая в 20 – 50 раз выше, чем при стационарных условиях нанесения покрытий.
Технологический процесс сводится к обезжириванию, промывке в воде, гальваномеханическому процессу нанесения покрытий (декапирование 15…85 с, нанесение покрытия с выходом на режим в течение 8…10 мин, с плавным увеличением Dк и Ра до оптимального), последующей промывке детали в проточной воде, их нейтрализации и ополаскиванию.
Разработана и изготовлена технологическая оснастка для восстановления зеркала гильзы цилиндра ЯМЗ-238, 236, Д-50 (Д-240). Прошли апробацию в условиях опытного производства технологический процесс и установка для восстановления зеркала гильз цилиндров Д-50 (Д-240), а также произведены стендовые испытания трех серий гильз, восстановленных по разработанной технологии, которые показали высокую работоспособность деталей [7].
Недостатком данного способа является сложность приобретения
необходимого оборудования, сравнительно высокая стоимость материалов, используемых при восстановлении.
3.4.6 Восстановление термопластическим деформированием
Способ заключается в нагреве наружней поверхности гильзы в индукторе в течение нескольких секунд до температуры 700…7500С и последующем быстром охлаждении в масле. При этом рабочая часть гильзы сокращается на величину до 0,1 мм, что позволяет дальнейшей механической обработкой восстановить требуемый размер.
Градиент температур создают в стенке детали непрерывно-последовательно вдоль оси детали.
При создании градиента температур деталь нагревают, например, током высокой частоты, а охлаждают струями воды.
Нагрев и охлаждение детали ведут в процессе перемещения детали, относительно источников со скоростью не более 3–4 мм/с, при этом температуру нагрева устанавливают не более 870–920 °С.
На рис. 3.8 показана установка для осуществления способа.
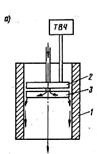
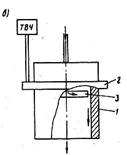
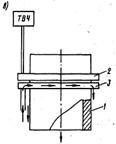
Рис. 3.8. Схема обработки детали ТВЧ:
а – при расположении источников нагрева и охлаждения внутри детали; б – при расположении источника нагрева снаружи детали, а источника охлаждения внутри ее; в-при расположении источников нагрева и охлаждения снаружи детали; 1 – восстанавливаемая деталь; 2 – источник нагрева; 3 – источник охлаждения.
Способ восстановления изношенной внутренней цилиндрической поверхности преимущественно стальных и чугунных деталей типа гильз цилиндров двигателей внутреннего сгорания осуществляется путем создания градиента температур посредством воздействия на деталь 1 источника 2 нагрева и источника 3 охлаждения (рис. 3.8), при этом градиент температур создают в стенке детали непрерывно – последовательно вдоль оси детали, нагрев осуществляют, например, током высокой частоты (ТВЧ), а охлаждают, например, струями воды.
При нагреве и охлаждении деталь перемещают относительно источников на грева ТВЧ и охлаждения со скоростью не более 3 – 4 мм/с, а температуру нагрева устанавливают при этом не более 870–920° С.
В результате создания температурного градиента возникают резко изменяющиеся (как от точки к точке тела, так и в каждой точке во времени) тепловые (термические) напряжения. При этом в нагретых участках возникают окружные напряжения сжатия, а в холодных – напряжения-растяжения. Нагретые участки металла стремятся расшириться, но этому препятствуют более холодные участки цилиндра, поэтому нагретые участки оказываются сжатыми, и, в свою очередь, действуют на холодную часть цилиндра как симметрично приложенная сила растяжения. Поскольку предел прочности металла с повышением температуры падает, то будет происходить деформация в сторону сжатия, т.е. вовнутрь цилиндра.
Результаты исследования показывают, что при создании в полой детали осевого температурного градиента ней появляется пластическая деформация (уменьшение внутреннего диаметра).
Пластическая деформация наблюдается как у детали, изготовленной из чугуна, так и из стали.
Величина деформации зависит от целого ряда факторов, основными из которых являются максимальная температура нагрева и форма температурного поля в детали, физико-механические свойства материала детали, скорость перемещения источников нагрева и охлаждения относительно детали, геометрические размеры детали, интенсивность охлаждения.
Процесс осуществляется следующим образом. Чугунная деталь – гильза двигателя устанавливается на стол устройства. Затем со скоростью 1,5 мм/с относительно индуктора гильза перемещается с непрерывно-последовательным нагревом внутренней поверхности до 870 °С и охлаждением струями воды с температурой 200С и расходом 15 л/мин. При этом величина радиальной деформации Е составляет в среднем 0,7 мм. Затрата подготовительного, основного и заключительного времени на восстановление одной гильзы составляет 2 мин.
3.4.7 Способ постановки ремонтных втулок
Данный способ восстановления внутренней поверхности гильз цилиндров внутреннего сгорания позволяет увеличить процент повторно используемых гильз, так как появляется возможность ремонтировать гильзы при износе внутренней поверхности, превышающем 0,4 мм,
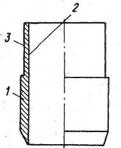
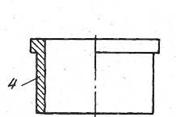
Способ осуществляется следующим образом. Измеряют зону износов 1 внутренней рабочей поверхности гильзы 2, на наружной поверхности которой от верхней кромки делают проточку 3 на длину, на 5… 10 мм превышающую зону износов внутренней рабочей поверхности гильзы. Глубина проточки не должна превышать 0,5 толщины стенки гильзы. Вычитают ремонтную стальную втулку 4, конфигурация которой соответствует удаляемому участку гильзы. Внутренний диаметр втулки 4 и наружный диаметр проточенной части гильзы 2 подбирают с учетом допуска на прессовую посадку.
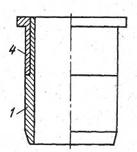
На рис. 3.9 а, б представлены соответственно гильза и ремонтная втулка на подготовительной стадии; на рис. 3.9 в-гильза, прошедшая восстановительный ремонт.
Наружную поверхность втулки вытачивают с допусками на последующую доводку до номинальных размеров гильзы после операции напрессовки. Изготовленную втулку 4 нагревают до 300…400 °С и насаживают на подготовленный участок гильзы. При охлаждении втулки происходит обжим гильзы, за счет чего восстанавливается внутренний диаметр гильзы. В заключение обрабатывают внутреннюю и наружную поверхности гильзы под номинальные размеры.
а) б) в)
Рис. 3.9. Способ восстановления постановкой втулки:
а – гильза; б – ремонтная втулка; в-гильза с напрессованной втулкой.
Данный способ прост в изготовлении, не требует приобретения дополнительного оборудования, но имеет ряд недостатков: ухудшается охлаждение гильзы за счет ухудшения теплоотвода, так как нарушена однородность материала; для различных гильз необходимо изготавливать различные втулки, что удорожает производство и усложняет технологический процесс.
4.1 Устройство и работа приспособления для восстановления гильз гальваномеханическим способом
Особенностью восстановления внутренней поверхности гильз гальваномеханическим способом является то, что в процессе электролитического наращивания покрываемая поверхность подвергается механическому активированию режущим инструментом в виде брусков, которые перемещаются в межэлектродном пространстве. Также высокая скорость циркуляции электролита при малом межэлектродном зазоре обеспечивает высокую скорость осаждения металла, а за счет постоянного хонингования в процессе осаждения – высокую точность и качество восстанавливаемой поверхности.
Существуют установки для нанесения покрытий гальваномеханическим способом. Но появляется необходимость в их приобретении, что повышает затраты на восстановления гильзы. Предлагаемое приспособление предназначено для закрепления гильз на хонинговальном станке 3Б833 для восстановления гильз гальваномеханическим способом. Так как этот станок широко распространен, то нет необходимости покупать дорогостоящее оборудование [5].
Приспособление состоит из корпуса (8, рис. 5.1), установленного на опорной плите (7), которая крепится на столе хонинговального станка 8Б833. Закрепление гильзы (11) происходит за счет призм (9), которые перемещаются по резьбе за счет вращения вала, на котором они расположены. На опорный бурт гильзы устанавливается кожух (10) для отвода электролита в ванну и защиты деталей приспособления. Рядом со станком устанавливаются две ванны с электролитом и водой. Ванны через трубопроводами связаны с насосами для подачи электролита (2) и воды (17) соответственно. Ванны снабжены датчиками контроля температуры и нагревательными элементами для поддержания постоянной температуры.
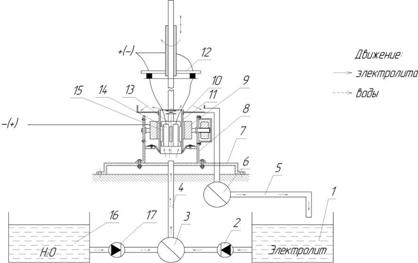
Рис. 4.1. Схема гальваномеханического способа нанесения покрытий:
1 – ванна с электролитом; 2, 17 – насосы; 3, 6 – кран-распределитель; 4 – нагнетательный трубопровод; 5 – трубопровод отвода электролита; 7 – монтажная плита; 8 – корпус; 9 – призмы; 10 – защитный кожух; 11 – восстанавливаемая гильза; 12 – токосъемное устройство; 13 – электрод-инструмент; 14 – электрод; 15 – хонинговальные бруски; 16 – ванна с водой
Далее трубопроводы соединяются через кран-распределитель (3), который связан через нагнетательный трубопровод (4) с корпусом приспособления. К режущему инструменту (электрод-инструмент) (13) прикреплены электроды (14), которые подсоединены к источнику питания через токосъемное устройство (12). На гильзу (электрод-деталь) также подается напряжение через призмы.
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |