 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Разработка технологии восстановления гильз цилиндров ДВС
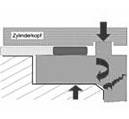
Рис. 2.5. Излом в результате уменьшения глубины канавки
Если данный дефект гильзы не будет вовремя обнаружен, то после пуска двигателя сломанная гильза сдвинется в направлении коленчатого вала, и как только место излома окажется на высоте первого поршневого кольца, поршневое кольцо выскочит выше места излома. При обратном ходе поршня он вдавит гильзу цилиндра. Вращающийся коленчатый вал разобьет гильзу, поршень и шатун также будут повреждены.
2.4 Трещины на поверхности гильзы
Причиной появления трещин в деталях являются, в первую очередь, ненормальные условия их работы, а именно, сильный перегрев, быстрое охлаждение, ударные нагрузки и т.д. Трещины могут возникнуть также вследствие нарушения технологии ремонта. Перетяжка болтов головки блока на некоторых двигателях может стать причиной образования трещин на поверхности гильз. Эксплуатация двигателя в холодное время года на воде в системе охлаждения – также достаточно распространенная причина появления трещин в блоке и гильзах цилиндров после замерзания воды.
Трещина, возникшая в той или иной детали, редко локализуется, т.е. остается неизменной длительное время. В большинстве случаев, испытывая циклические рабочие нагрузки и циклы нагрева-охлаждения, трещина развивается дальше до поломки детали. Последствия и скорость развития трещины зависят от типа детали, материала и сечения, по которому проходит трещина. Для ответственных деталей КШМ и поршневой группы, включая коленчатый вал, шатуны и поршневые пальцы, трещина, независимо от места ее образования, практически всегда приводит к разрушению детали и выходу двигателя из строя.
В корпусных деталях типа блока цилиндров и головки блока, а также гильзах трещины, как правило, проходят в полость системы охлаждения, соединяя ее с каналами систем смазки, вентиляции картера, цилиндрами, либо с окружающей средой, вызывая течи и / или перемешивание рабочих жидкостей. Помимо этого, через трещины в стенке цилиндра или камеры сгорания в систему охлаждения при работе двигателя поступают отработавшие газы, которые вытесняют охлаждающую жидкость, резко снижая эффективность охлаждения двигателя.
Трещины в нижней части гильзы обычно связаны с ударами разрушенного шатуна и, как правило, располагаются вертикально.
Установка на двигатель детали с трещиной приводит обычно к его неработоспособности (выходу из строя) сразу после первого запуска или через определенное время, т.е. к необходимости повторного ремонта. Кроме того, традиционные виды ремонта рабочих поверхностей детали с трещиной (шлифование, хонингование и т.д.) иногда приносят убытки ремонтному предприятию, так как деталь с трещиной заведомо неремонтопригодна и требует замены. Учитывая это, обнаружению трещин в деталях перед ремонтом должно быть уделено самое серьезное внимание. [4]
2.5 Износ посадочных поясков гильзы
Износ посадочных поясков частично связан с кавитационным изнашиванием. Признаком дефекта гильз являются глубокие раковины на поверхности поясков, что является следствием явления кавитации или коррозии.
В процессе работы возникает вибрация гильзы, что также вызывает износ посадочных поясков гильзы.
В реальных условиях эксплуатации двигателей возможно появление овальности посадочных поясков гильзы, вызванное кавитационным разрушением или отложением накипи в зазорах посадочных поясков гильзы в блоке.
3. Выбор способа восстановления гильз
В ремонтной практике восстановление изношенных автотракторных деталей производится разными способами и выбор того или иного способа в конкретных условиях определяется или экономическими соображениями или производственными возможностями ремонтных мастерских (наличием соответствующего технологического оборудования).
Для гильз принята следующая схема технологического процесса ремонта [4]:
1) правка;
2) восстановление размеров посадочных поясков;
3) устранение неисправностей опорного буртика;
4) восстановление внутренней рабочей поверхности;
5) цинкование наружной поверхности;
6) контроль.
3.1 Правка гильзы
При дефектовке гильз проверяют овальность центрирующих посадочных поясков. При овальности поясков больше допустимого размера гильзу подвергают правке. Нагрузку прилагают по максимальной оси овала. В процессе правки упругая деформация гильзы не должна превышать 20 мм. После правки каждую гильзу проверяют на магнитном дефектоскопе для обнаружения возможных трещин.
Гильзы правят на специальном гидравлическом прессе (рис. 3.1) с приводом от топливного насоса. Насосная установка смонтирована под столом и управляется педалью. Гильзу ставят на нижнюю алюминиевую подушку 7 с войлочной прокладкой 1.
Подушка 7 закреплена на сварной станине 6 пресса. Нагрузку на деталь прикладывают через верхнюю подушку 3 с войлочной прокладкой 2, которая подвешена при помощи Т-образного паза к грибку плунжера 4 так, что может
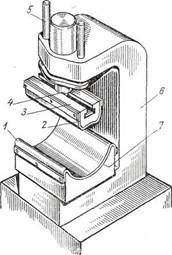
Рис. 3.1. Пресс для правки гильзы
самоустанавливаться по гильзе в процессе правки. Верхняя подушка для облегчения выполнена из алюминиевого сплава с тем, чтобы по возможности разгрузить возвратные пружины, скрытые в защитных колпачках 5. Предохранительный клапан гидравлического пресса ограничивает усилие правки в пределах 2500 кг. При большем усилии возможно возникновение трещин.
3.2 Восстановление размеров посадочных поясков
Для гильз, в зависимости от величины износа центрирующих поясков, установлено три маршрута их ремонта.
К первому маршруту относят детали с незначительным (до 0,09 мм) износом поясков. Эти детали не требуют наращивания поясков.
По второму маршруту ремонтируют детали с износом центрирующих поясков не более 0,2 мм. Пояски с таким износом наращивают способом хромирования.
В третий маршрут включают гильзы с износом центрирующих поясков более 0,2 мм. Для этих деталей рекомендуется наращивание поясков виброконтактной наплавкой.
Признаком для бракования гильзы являются глубокие раковины на рабочей поверхности и на поясках, возникающие вследствие коррозии, которые нельзя устранить шлифованием. [3]
Если на поверхности центрирующих поясков нет коррозии и не требуется их наращивания, то при их ремонте ограничиваются слесарной обработкой. Напильником зачищают выступающие неровности металла на кромках поясков. Поверхность поясков рекомендуется полировать наждачным полотном зернистостью 18–140. При наличии коррозии и износе до 0,2 мм пояски гильзы шлифуют, хромируют и вторично шлифуют до нормальных размеров. Для шлифования посадочных поясков на круглошлифовальном станке деталь устанавливают на центровую оправку (рис. 3.2) с двумя соосными коническими грибками. Обрабатываемую гильзу базируют по неизношенным нерабочим фаскам, расположенным по концам отверстия.
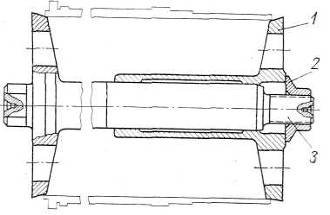
Рис. 3.2. Центровая оправка для шлифования поясков гильзы:
1 – втулка; 2 – гайка; 3 – оправка
Для хромирования поясков гильз применяют индивидуальные подвесные приспособления. Поверхности, не подлежащие хромированию, изолируют перхлорвиниловым пластикатом. После обезжиривания и анодной обработки пояски гильз хромируют в сернокислом электролите. Для получения блестящего осадка принимают плотность тока 45–50 а/дм2, температуру электролита 55–60° С. Толщина слоя хрома должна быть 0,15–0,2 мм.
Хромированные пояски шлифуют корундовым кругом зернистостью 46–60, твердостью СТ1 – СТ2.
Овальность поясков должна быть не более 0,05 мм; разностенность детали в зоне поясков допускается не более 0,08 мм.
На поверхности поясков допускаются мелкие углубления (сыпь), площадью не более 20% поверхности обоих поясков.
Для виброконтактной наплавки изношенных центрирующих поясков гильз применяют малоуглеродистую сварочную проволоку диаметром 1,4–1,6 мм. Рекомендуется следующий режим наплавки: напряжение сварочного тока 16–18 В, индуктивность 8 витков, амплитуда вибрации электрода 1,5 мм; скорость подачи проволоки 48–60 м/мин; число оборотов гильзы 0,75 в минуту (окружная скорость 48 м/мин); скорость перемещения электрода вдоль оси детали 2 мм за один оборот. Охлаждающую жидкость подводят к внутренней поверхности гильзы. Поверхность буртика и переходной канавки от наплавки и брызг металла предохраняют тонким слоем обмазки состава (в г): мел – 600, декстин – 50 и вода – 340.
Наплавленные посадочные пояски шлифуют под ремонтные размеры. Для обработки применяют корундовый круг зернистостью 45–60, твердостью С1 – С2.
3.3 Устранение неисправностей опорного буртика
Поврежденные уплотнительные канавки на верхнем торце буртика восстанавливают прокатыванием стальных закаленных роликов. Металл, вытесненный из канавок, увеличивает высоту гребешков примерно на 0,25 мм. После обработки канавок на круглошлифовальном станке шлифуют обе плоскости бурта. В результате увеличивается высота бурта на 0,15 мм, что вполне достаточно для восстановления размеров бурта гильзы. Для шлифования буртов гильзу закрепляют на оправке.
Чтобы прокатать канавки на торце буртика гильзы, применяют специальный станок, похожий на вертикальный гидравлический пресс, в плунжере которого на шарикоподшипниках смонтирован шпиндель, несущий накатную головку. Гильзу устанавливают в гнездо массивной выдвижной плиты, соосно со шпинделем. Накатная головка закреплена на шпинделе и несет три коромысла, каждое из которых свободно качается на горизонтальной оси, установленной вдоль радиуса головки. Угол между осями коромысел накатной головки равен 120°. На концах каждого коромысла свободно вращаются накатные ролики. Благодаря такому устройству накатная головка представляет собой статически определимую систему, в которой усилие пресса распределяется между роликами равномерно.
Профили роликов показаны на рис. 5.3. На первом коромысле установлены два ролика: ролик 1 обкатывает внутреннюю и наружную кромки гильзы, ролик 2 выдавливает металл из галтели. Остальные ролики, попарно установленные на втором и третьем коромыслах, вытесняют металл из канавок.
Ролики в пазу коромысла закреплены с некоторым осевым зазором f0. Благодаря этому каждый ролик самоустанавливается в канавке, даже при наличии значительных погрешностей, допущенных в процессе первоначальной обработки канавок.
Наружный диаметр роликов равен 40 мм; изготовлены они из стали Р18 и закалены до твердости НRС 62–65. Число оборотов шпинделя 20 в минуту. Необходимое усилие гидравлического пресса устанавливают при наладке станка путем регулировки предохранительного клапана.
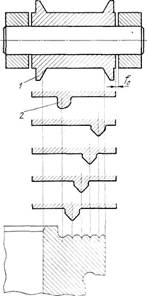
Рис. 3.3. Схема обработки канавок на буртике гильзы
3.4 Восстановление внутренней поверхности
При всем многообразии применяемых в производстве ремонтных операций все же многие из них можно сгруппировать в типовые группы с одинаковым технологическим процессом и из общей технологии ремонта выделить наиболее часто встречающиеся способы восстановления деталей. [3]
Технологическая однородность ремонтных операций является основным классифицирующим признаком, по которому можно разделять все способы ремонта следующим образом:
1). восстановление изношенных деталей способом ремонтных размеров;
2). восстановление изношенных деталей наплавкой;
3). восстановление изношенных деталей металлизацией;
4). восстановление изношенных деталей гальваническим способом;
5). восстановление изношенных деталей путем раздачи и осадки их;
6). восстановление изношенных деталей путем поворачивания их другой, нерабочей стороной;
7). восстановление изношенных деталей при помощи добавочных деталей, имеющих форму втулок, гильз или колец;
8). восстановление изношенных деталей путем замены изношенной части новой.
3.4.1 Растачивание под ремонтный размер
Растачивание и хонингование гильз цилиндров производятся при износе внутренней поверхности (в месте наибольшего износа) до диаметра, превышающего предельный, при овальности и конусности на рабочем участке более допустимых размеров.
В зависимости от величины износа гильзы ремонтируют растачиванием или шлифованием с последующим хонингованием или только хонингованием под ремонтные размеры.
Перед устранением дефектов гильзы промывают и очищают от грязи, коррозии и накипи, а посадочные пояски и опорные поверхности буртиков зачищают до металлического блеска.
По величине износа внутренней поверхности гильзы сортируют на три группы. Первая группа гильз – с внутренним диаметром в пределах допуска на новую гильзу; вторая группа – с внутренним диаметром, превышающим номинальный не более чем на 0,2 мм, и третья группа – с внутренним диаметром, превышающим номинальный на 0,15–0,2 мм, но не более чем на 0,4 мм.
Гильзы первой группы могут быть использованы без ремонта или после хонингования внутренней поверхности до удаления неровностей и следов коррозии. Хонингование гильз производят на хонинговальном станке ЗБ833 головками ПТ-1085А с шлифовальными брусками К36–5 СМ1-С1К и КЗЗ-М20 СМ1-С1К.
В качестве охлаждающей жидкости рекомендуется применять керосин. Иногда к нему добавляют 10–20% веретенного масла.
Также для хонингования цилиндров применяют бруски из синтетических алмазов, обеспечивающие значительное повышение производительности процесса, точности обработки, уменьшение шероховатости поверхности. Стойкость брусков из синтетических алмазов в десятки раз выше стойкости обычных брусков. Для предварительного хонингования могут быть использованы бруски АС12М1, а для окончательного АСМ40М1.
Гильзы второй группы ремонтируют хонингованием или шлифованием на внутришлифовальном станке с последующим окончательным хонингованием. При обработке гильз только хонингованием сначала производят предварительное хонингование шлифовальными брусками К316–8 СМ1-С1К или (с целью повышения производительности) более крупнозернистыми брусками К340МЗК. Для окончательного хонингования применяют бруски КЗЗ-М20 СМ1-С1К.
Гильзы третьей группы ремонтируют растачиванием внутренней поверхности с последующим предварительным и окончательным хонингованием до ремонтного размера. В процессе растачивания и хонингования нагрев гильзы допускается не более 50–60° С [4].
Гильзы растачивают на вертикальном алмазно-расточном станке –278Н расточными резцами с пластинками из твердого сплава ВК2 или ВКЗМ.
Гильзы на станке центрируют при помощи оправки, вставленной в шпиндель станка (рис. 3.4). Шаровой конец оправки должен входить в цилиндр на глубину 3 – 4 мм. Вылет шарового конца оправки подсчитывают по формуле:
![]() ,
,
где D – диаметр гильзы, под который производится растачивание;
d – диаметр шпинделя (оправки).
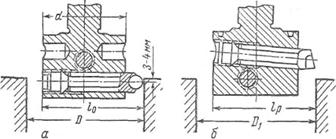
Рис. 3.4. Центрирование гильзы (а) и установка резца (б) при растачивании гильзы цилиндра
При установке резца для растачивания необходимо учесть припуск на хонингование в пределах 0,06–0,12 мм на диаметр. Внутренняя рабочая поверхность расточенной гильзы может иметь овальность не более 0,04 мм, конусность не более 0,05 мм, шероховатость поверхности должна быть не ниже 6-го класса чистоты.
Для того чтобы получить высокую чистоту рабочей поверхности, гильзу хонингуют. После хонингования на рабочей поверхности гильзы не должно быть рисок и следов. Геометрия отверстия должна отвечать техническим требованиям. Для хонингования гильзы применяют пружинящую хону (рис. 3.5), которая отличается от обычной хоны тем, что каждый брусок прижимается к поверхности гильзы отдельной пружиной. Такая хона не исправляет геометрической формы гильзы, а лишь повышает класс чистоты ее поверхности.
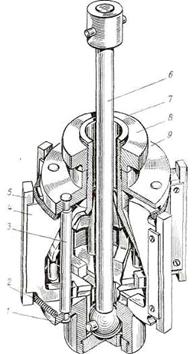
Рис. 3.5. Хона:
1 – нижний диск; 2 – пружина; 3 – стержень; 4 – державка; 5 – абразивные бруски; 6 – тяга; 7 – пружинящая коронка; 8 – натяжная гайка; 9 – верхний диск
При предварительном хонинговании расточенной гильзы до ремонтного размера оставляют припуск на окончательное хонингование в пределах 0,01–0,03 мм на диаметр. После предварительного хонингования на внутренней поверхности гильзы не должно быть следов износа, неровностей. Овальность не должна превышать 0,04 мм, а конусность – 0,05 мм (при температуре гильзы, равной температуре окружающего воздуха). Шероховатость поверхности должна быть не ниже 7-го класса чистоты.
После окончательного хонингования диаметр внутренней поверхности гильзы должен находиться в пределах допуска на ремонтный размер, а овальность и конусность не должны превышать 0,03 мм. Шероховатость поверхности должна быть не ниже 9-го класса чистоты.
Данный способ широко применяют при ремонте цилиндро-поршневой группы двигателей, однако износе внутренней поверхности гильз больше последнего ремонтного размера деталь выбраковывают, тем самым увеличиваются затраты на приобретение новой детали.
3.4.2 Шлифование внутренней поверхности
Растачивание часто заменяют шлифованием. Внутреннюю рабочую поверхность гильзы шлифуют до выведения следов износа. Овальность рабочей поверхности гильзы в нижнем и верхнем поясах, а также конусность поверхности на длине гильзы допускается не более 0,06 мм. Разрешается наличие нетронутой шлифовальным камнем выработки от верхнего поршневого кольца. Кроме того, допускается наличие нетронутых камнем площадок на высоте не более 50 мм от нижнего края гильзы, общей площадью не более 20 см2.
Опыт показывает, что при шлифовании гильз ремонтного фонда в большинстве случаев не удается выполнить эти технические требования. Поэтому такие гильзы обычно бракуют.
Для шлифования отверстия гильзу устанавливают в приспособлении (рис. 3.6), закрепленном на планшайбе шпинделя внутришлифовального станка. Приспособление состоит из чугунного стакана 5, прижимного кольца 8 и выталкивателя 3. В стакан запрессованы базовые стальные закаленные кольца 1, и 6. Для того чтобы обеспечить соосность отверстия гильзы со шпинделем станка, отверстия колец и торец кольца 1 шлифуют после закрепления приспособления на планшайбе. Поэтому на крупных ремонтных предприятиях один из станков налаживают для обработки гильз с поясками ремонтного размера, а остальные станки – для обработки гильз нормального размера.
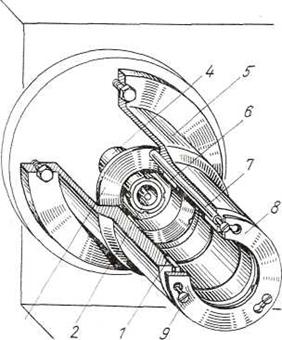
Рис. 3.6. Приспособление для установки гильзы при шилифовании рабочей поверхности
Выталкиватель представляет собой стальную тарелку, шарнирно соединенную с тягой 4 пневматического цилиндра, закрепленного на заднем конце шпинделя. С тарелкой также шарнирно соединены три тяги 7, в каждую из которых ввернут винт 9 с конической головкой. В нажимном кольце имеется три паза, образующие с этими винтами штыковой замок.
Чтобы установить гильзу в приспособлении, тягу пневматического цилиндра подают вправо, нажимное кольцо поворачивают против часовой стрелки и снимают с приспособления. Затем вкладывают в стакан гильзу, надевают нажимное кольцо, поворачивают его до упора по часовой стрелке, а тягу пневматического цилиндра подают влево. Благодаря шарнирным соединениям тяг с выталкивателем, усилие пневматического цилиндра распределяется равномерно между тремя тягами 7. Это сохраняет гильзу от коробления при шлифовании. Для снятия гильзы со станка тягу пневматического цилиндра подают вправо. При этом нажимное кольцо освобождается, а выталкиватель выдвигает гильзу из базирующих ее колец.
Внутри тяги пневматического цилиндра проходит труба 2, по которой подается охлаждающая эмульсия.
Для шлифования гильзы применяют круг ПП-125–50–50 на керамической связке СМ1, зернистостью 12–16.
После шлифования рабочей поверхности гильзы наружную поверхность подвергают пескоструйной очистке и цинкованию.
Такая последовательность выполнения операций принята потому, что на некоторых гильзах в процессе шлифования не удается устранить следы износа. Эти гильзы бракуют. Следовательно, цинкование наружной поверхности гильз до шлифования рабочей поверхности нецелесообразно.
Толщина слоя цинкового покрытия должна быть равна 0,03–0,05 мм. Осадок металла должен быть мелкокристаллический светло-серебристого цвета. Цинком покрывают только поверхность между посадочными поясками. Центрирующие пояски изолируют цапон-лаком, а нижнюю часть гильзы – экраном из целлулоида.
3.4.3 Электроимпульсное нанесение покрытий
При восстановлении гильз возможно использование способа электроимпульсного нанесения покрытитий [5].
Электроимпульсное нанесение покрытий основано на импульсном разряде конденсатора через проволоку напыляемого металла. При этом происходит взрывное плавление проволоки и осаждение расплавленных мелких частиц металла на внутренней поверхности гильзы (рис. 3.7).
Используемая для нанесения покрытий электроразрядная цепь представляет собой колебательный контур и характеризуется следующими данными: емкость конденсатора 100 мкФ, максимальное напряжение зарядного тока 30 кВ, собственная частота колебаний электроразрядной цепи 25 кГц. Для напыления используют металлическую, например вольфрамовую, проволоку диаметром 0,5– 1 мм и длиной 20–150 мм. Режим напыления, выбираемый в зависимости от размера и формы изделия, согласно многочисленным экспериментальным данным рассчитывают по следующим уравнениям [5]:
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |