 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Разработка конструкции и технологического процесса производства кровати в условиях ОАО "Ирбитская мебельная фабрика"
Эффективный годовой фонд времени работы станков
Таблица 3.4.3
| Оборудование |
Время на капитальный ремонт, ч |
Номинальный годовой фонд времени, ч |
| ЦТ4Ф |
Трем=18,2 |
Тэф=1932-18,2=1913,8 |
| НГ-30 |
Трем=18,2 |
Тэф=1932-18,2=1913,8 |
| АП 170 Г |
Трем=27,3 |
Тэф=1932-27,3=1904,7 |
| «HOMAG» |
Трем=119,6 |
Тэф=1932-119,6=1812,4 |
| электролобзика |
Трем=5,2 |
Тэф=1932-5,2=1926,8 |
| ФСШ-1А |
Трем=11,7 |
Тэф=1932-11,7=1920,3 |
| СГВП-1А |
Трем=41,6 |
Тэф=1932-41,6=1890,4 |
| «DZODA-220» |
Трем=91 |
Тэф=1932-91=1841 |
|
ручной инструмент облицовки кромки |
Трем=5,2 |
Тэф=1932-5,2=1926,8 |
Рассчитанное количество единиц оборудования, шт.:
np=![]()
Процент загрузки станка:
Р=![]() ∙100%,
∙100%,
где n – установленное количество оборудования, шт.
Количество оборудования, процент загрузки
Таблица 3.4.4
| Оборудование | Количество оборудования |
Процент загрузки, % |
|
| расчетное, шт. | принятое, шт. | ||
| ЦТ4Ф |
np= |
1 | 3 |
| НГ-30 |
np= |
1 | 10 |
| АП 170 Г |
np= |
1 | 4 |
| «HOMAG» |
np= |
1 | 2 |
| электролобзика |
np= |
1 | 10 |
| ФСШ-1А |
np= |
1 | 10 |
| СГВП-1А |
np= |
1 | 1 |
| «DZODA-220» |
np= |
1 | 0,5 |
|
ручной инстрмент облицовки кромки |
np= |
1 | 2 |
Данные и результаты расчетов показателей станков занесены в технологическую схему (лист 4) и в таблице 3.4.5.
3.5 Расчёт количества основных материалов
Норма расхода – это максимально допустимое плановое количество материала на производство единицы продукции, установленного количества, с учётом планируемых организационно-технических условий производства.
Он является основой для определения плановой потребности производства в материалах при годовом планировании выпуска продукции на предприятии.
В нормах расхода на производство единицы продукции учитываются полученный расход, а также потери материалов.
Полезный (чистый) выход учитывает количество материалов, которые вещественно входят в состав готового изделия или затрачиваются непосредственно на проведение соответствующих технологических процессов.
Выход чистовых заготовок – отношение объёма деталей в габаритных чистовых размерах к объёму затраченных древесных материалов, здесь учитываются технологические потери и выход при раскрое.
Окончательный (полезный) выход – отношение объёма деталей в изделии к объёму затраченных древесных материалов. Величина последнего выхода измеряется в процентах.
Составим ведомость расчета материалов для изготовления кровати. Рассмотрим пример расчета данных этой ведомости для передней спинки:
Расчёт материалов ведётся в м2. Заготовки выпиливают из ДСтП 3500´1750´16 мм.
Размеры выпиливаемых деталей в чистоте заносятся в ведомость (колонки №5,6,7).
l=1100 мм
b=1800 мм
h=16 мм
Также в колонку №8 заносится объём деталей в чистоте (Sд) на одно изделие с учётом их количества (т.к. учёт материалов ведётся в м2, то и объём записывается в квадратных метрах).
Sд =l·b·n; м2
где ![]() –
длина детали, мм;
–
длина детали, мм;
![]() -ширина
детали, мм;
-ширина
детали, мм;
![]() -
количество деталей в изделии, шт;
-
количество деталей в изделии, шт; ![]() =1шт
=1шт
Sд =1,1·1,8·1=1,98 (м2)
Выбранные станки сочетают в себе качество и точность раскроя, поэтому припуски назначаются только для фрезерованных деталей и заносятся в колонку №9, 10, 11, – соответственно на длину, ширину и толщину.
Припуск по ширине равен 18 мм
В колонки №12,
13, 14, заносят ![]() деталей с учетом
деталей с учетом
припусков:
L=1,118 м
Ш=1,818 м
Т=0,016 м
В колонку №15 записывают значение Sз - объем заготовок с припусками:
Sз= L · Ш · n
Sз=1,118·1,818·1=2,03 (м2)
В колонку №16 записываем объем заготовок на программу с учетом припусков:
Sпр =Vз![]() ,
,
где А – количество изделий по программе, шт. А=1000 шт.
Sпр =2,03·1000=2033 (м2).
В колонке №17 показывается необходимое увеличение количества изготавливаемых заготовок, требующихся с учётом отбраковки части заготовок в процессе производства (количество технологических отходов заготовок).
Для ДСтП процент технологических отходов Р![]() о=2%,
коэффициент, учитывающий технологические отходы К=1,02.
о=2%,
коэффициент, учитывающий технологические отходы К=1,02.
В колонке №18 указывается объём заготовок на программу с учётом технологических потерь, м2:
Sтех = Sпр ∙ К.
Sтех =2033∙1,02= 2073,17 (м2).
В колонке №19 определяется процент выхода заготовок из исходного материала. Процент полезного выхода определяем по картам раскроя.
В колонке №20 объём материала на программу, м3:
Sс= Sтех ∙ Пв,
где Пв - учитывающий средневзвешенный полезный выход, Пв=1,613.
Sс =2073,17∙2,004=4154,64 (м3).
В колонке №21 определяем процент чистого выхода изделий:
Сс=![]() ∙100%
∙100%
Для нашего случая Сс=![]() ∙100%=48%.
∙100%=48%.
Результаты расчетов расхода материалов на другие детали изделия приведены в ведомости расчета материалов (табл. 3.5.1).
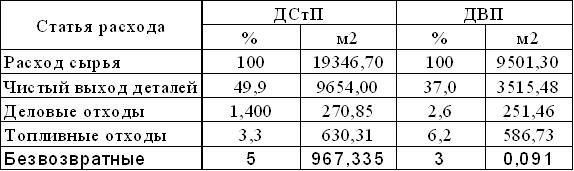
Таблица 3.5.2. Баланс сырья.
3.6 Расчёт количества отходов
Отходы – это та часть сырья, которая отделится в процессе обработки как несоответствующая техническим условиям на изготавливаемую заготовку. Отходы могут быть использованы в качестве основного сырья при изготовлении продукции другого вида или размера. Такие отходы – это вторичное сырьё или материал. Отходы классифицируют:
- по сортименту исходного сырья (ДВП, ДСтП)
- по структуре (кусковые средние, кусковые мелкие, сыпучие)
Количество отходов зависит от качества поставляемого сырья, типа и размера изготавливаемой продукции.
Выбор наиболее эффективного способа использования отходов зависит от типа производства, его объёма, номенклатуры и количества образующихся отходов, а также от условий транспортирования и сбыта продукции.
Количество отходов определяется по стадиям обработки, исходя из суммарных данных расхода отдельных видов материалов, и рассчитывается для каждого вида материала.
Количество отходов при раскрое
Qраскр = SSс-SS'з,
где Sс – объём сырья;
S'з – объём заготовок, полученный после раскроя
Для ДСтП
Qраскр = 19346,7-8003,6 =11343,1 (м2)
Для ДВП
Qраскр = 9501,3-3519 = 5982,3(м2)
Количество отходов на технологические потери
Qтехн.пот. = SS'з-SSз
где Sз – объём заготовок
Для ДСтП
Qтехн.пот. = 8003,6-7846,6 = 157 (м2)
Для ДВП
Qтехн.пот. = 3519-3450 = 69 (м2)
Отходы при обработке заготовок
Qобр.заг. = SSз-SSд
где Sд – объём деталей с учётом годовой программы
Для ДСтП
Qобр.заг. =7846,6-7,54·1000 = 306,6 (м2)
Для ДВП
Qобр.заг. = 3450-3,45·1000 = 0 (м2)
Отходы при обработке деталей
Qобр.дет. = (3¸5%)SS'з
3% - для деталей из ДВП
5% - для деталей из ДСтП
Для ДСтП
Qобр.дет. = 0,05·8003,6 = 400,2 (м2)
Для ДВП
Qобр.дет. = 0,03·3519,7 = 105,6 (м2)
Деловые отходы
Qдел. = 0,7 Qтехн.пот. +0,2·0,75 Qраскр
Для ДСтП
Qдел = 0,7·157+0,2·0,75 ·11343,1 = 1811,36 (м2)
Для ДВП
Qдел = 0,7·69 +0,2·0,75 ·5982,3= 945,64(м2)
Таблица 3.2. Расчет количества отходов
| Материал | Вид отходов | |||||
|
при раскрое, м2 |
от технол. потерь, м2 |
при обраб. заготовок, м2 |
при обраб. деталей, м2 |
деловые отходы, м2 |
Сумма | |
| ДСтП | 11343,1 | 157 | 306,6 | 400,2 | 1811,36 | 2675,16 |
| ДВП | 5982,3 | 69 | 0 | 105,6 | 945,64 | 1120,24 |
3.7 Расчёт нормы расхода клея
Расчёт нормы расхода клея на изделие выполняется с учётом вида клея, вида склеиваемых материалов, способа склеивания, а также с учётом конструктивных признаков, определяющих форму, размеры и виды склеиваемых поверхностей.
Облицовывание пластей производят смола КФЖМ. Норма расхода которого 0,23 кг/м2. Для облицовки кромок используют клей расплав. Норма расхода которого 0,355 кг/м2.
3.7.1 Определение площадей склеиваемых поверхностей м2,
S=n∙a∙b,
где a-ширина плиты, м;
b-длина плиты, м;
n-кол-во склеиваемых поверхностей.
Результаты расчётов приведены в таблице 3.7.1.
3.7.2 Норма расхода клея на деталь, кг:
W=S∙k,
где S-площадь склеивания, м;
k-расход клея, кг/м2.
3.7.3 Норма расхода клея на изделие, кг:
Wизд=(S1+S2+S3+…+Sn)∙k,
где (S1+S2+S3+…+Sn) сумма площадей склеивания, м;
k-расход клея, кг/м2.
3.7.4 Норма расхода клея на программу, кг:
Wпр= Wизд∙ПР,
где Wизд- норма расхода клея на изделие, кг;
ПР-программа, шт.
Результаты расчётов приведены в таблице 3.7.2
Определение площадей склеивания
Таблица 3.7.1
| № |
Наименование деталей |
Кол-во деталей в изделии |
Размеры деталей, мм |
Площадь облицовывания пластей, м2 |
Площадь облицовывания кромок, м2 |
||
| Д | Ш | Т | |||||
| 1 | Передняя стенка | 1 | 1118 | 1818 | 16 | 4,06 | 0,093 |
| 2 | Задняя стенка | 1 | 618 | 1818 | 16 | 2,25 | 0,077 |
| 3 | Боковой щит | 2 | 1986 | 618 | 16 | 4,9 | 0,126 |
| 4 | Перегородка | 3 | 1783 | 418 | 16 | 4,47 | 0,169 |
Определение норм расхода клеёв
Таблица 3.7.2
|
Наименование деталей |
Норма расхода на деталь, кг |
Норма расхода на изделие, кг |
Норма расхода на программу, кг |
|||
|
смола КФЖМ |
клей расплав |
смола КФЖМ |
клей расплав |
смола КФЖМ |
клей расплав |
|
| Передняя спинка | 0,93 | 0,033 | 3,6 | 0,16 | 3600 | 160 |
| Задняя спинка | 0,52 | 0,027 | ||||
| Боковой щит | 1,13 | 0,045 | ||||
| Перегородки | 1,03 | 0,06 | ||||
3.8 Расчет инженерно-технических ресурсов
В этом разделе необходимо представить данные по ожидаемому использованию (расходованию) пара на отопление, электроэнергии и дереворежущего инструмента. Эти показатели необходимы для более корректного определения финансовых затрат на производство продукции и расчета ее себестоимости. Расчеты в выпускной квалификационной работе бакалавра по данному разделу выполняются укрупнено, основываясь на известных нормативах.
3.8.1 Расчет расхода дереворежущего инструмента
Потребное количество станочного инструмента данного типа на год:
Р=
![]() ,
,
где N – количество часов работы инструмента в год (суммарное время работы на станке на программу);
n - число одинаковых инструментов в комплекте;
a - величина допускаемого стачивания инструмента, мм;
b - величина уменьшения рабочей части инструмента за одну переточку, мм;
Т - продолжительность работы инструмента без переточки, ч;
q - процент на поломку и непредвиденные расходы.
Данные для расчета потребного количества инструмента приведены в таблице 3.8.1.
Расчет потребного количества инструмента.
Таблица 3.8.1
| Инструмент |
n, шт |
Т,ч |
b,мм |
а,мм |
q,% |
Кол-во часов работы инструмента в год, N |
Потребное кол-во режущего инструмента, Р |
| Сверла | 5 | 4 | 0,25 | 30 | 15 | 259,77 | 3 |
| Фрезы цельные с пластинками из твердого сплава | 1 | 40 | 0,155 | 9 | 5 | 3374,00 | 2 |
| Пилы дисковые с пластинками твердого сплава | 2 | 30 | 0,225 | 7 | 15 | 1778,79 | 4 |
Полученное потребное количество инструмента умножается на 3. Это связано с тем, что в процессе производства один комплект находится в работе, один – в ремонте и один – на складе.
3.8.2 Расчет расхода электроэнергии
Количество электроэнергии на освещение принимается укрупнено 45 кВт на 1 м² площади помещения.
Площадь помещения составляет 1526,25 м².
Всего на освещение необходимо 68681,25 кВт/год.
Количество силовой электроэнергии принимается укрупнено 582 кВт на 1 кВт установленной мощности оборудования.
Суммарная мощность оборудования установленного в цехе 103,2 кВт (см. характеристики оборудования).
Всего силовой электроэнергии требуется 60062,4 кВт/год
3.8.3 Расчет расхода угля на отопление
Количество угля на отопление условно принимается 2,1 тонна на 1 м² площади помещения.
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |