 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Реферат: Вакуумная перегонка мазута. Технологическая схема типовой установки АВТ, получаемые продукты и их применение
 Конденсационно-вакуумсоздающая
система современных установок АВТ состоит из системы конденсации, системы
вакуумных насосов, барометрической трубы, газосепаратора и сборника конденсата.
Конденсационно-вакуумсоздающая
система современных установок АВТ состоит из системы конденсации, системы
вакуумных насосов, барометрической трубы, газосепаратора и сборника конденсата.
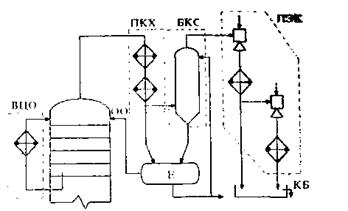
Для конденсации паров на практике применяются следующие два способа (рис. 9):
 1) конденсация с
ректификацией в верхней секции вакуумной колонны посредством
1) конденсация с
ректификацией в верхней секции вакуумной колонны посредством
- верхнего циркуляционного орошения (ВЦО) или (и)
- острого орошения (ОО);
2) конденсация без ректификации вне колонны в выносных конденсаторах-холодильниках:
- поверхностного типа (ПКХ) теплообменом с водой или воздухом;
- барометрического типа (БКС) смешением с водой или газойлем, выполняющим роль хладоагента и абсорбента;
- в межступенчатых конденсаторах водой, устанавливаемых непосредственно в пароэжекторных насосах (ПЭК).
Для создания достаточно глубокого вакуума в колонне не обязательно использование одновременно всех перечисленных выше способов конденсации. Так, не обязательно включение в КВС обоих способов конденсации паров с ректификацией в верхней секции колонны: для этой цели вполне достаточно одного из двух способов. Однако ВЦО значительно предпочтительнее и находит более широкое применение, поскольку по сравнению с ОО позволяет более полно утилизировать тепло конденсации паров, поддерживать на верху вакуумной колонны оптимально низкую температуру в пределах 60-80°С, тем самым значительно уменьшить объем паров и газов. Из способов конденсации паров без ректификации вне колонны на установках АВТ старых поколений применялись преимущественно барометрические конденсаторы смешения, характеризующиеся низким гидравлическим сопротивлением и высокой эффективностью теплообмена, кроме того, при этом отпадает необходимость в использовании газосепаратора. Существенный недостаток БКС - загрязнение нефтепродуктом и сероводородом оборотной воды при использовании последней как хладоагента. В этой связи более перспективно использование в качестве хладоагента и одновременно абсорбента охлажденного вакуумного газойля. По экологическим требованиям в КВС современных высокопроизводительных установок АВТ, как правило, входят только поверхностные конденсаторы-холодильники в сочетании с газосепаратором.
В качестве вакуум-насосов в настоящее время применяют струйные насосы - одно- и преимущественно двух- или трехступенчатые эжекторы на водяном паре и промежуточной его конденсацией (ПЭН). Пароэжекционные вакуумные насосы обладают рядом принципиальных недостатков (низкий коэффициент полезного действия, значительный расход водяного пара и охлажденной воды для его конденсации, загрязнение охлаждающей воды и воздушного бассейна и т.д.).
По признаку связи с окружающей средой различают сборники конденсата открытого типа - барометрические колодцы (БК) и закрытого типа - емкости-сепараторы (Е). Вместо широко использовавшихся ранее барометрических колодцев на современных установках АВТ применяют сборники преимущественно закрытого типа, обеспечивающие более высокую экологическую безопасность для обслуживающего персонала.
КВС установок АВТ обязательно включают барометрическую трубу (БТ) высотой не менее 10 м, которая выполняет роль гидрозатвора между окружающей средой и вакуумной колонной.
Глубина вакуума в колоннах при прочих идентичных условиях зависит в значительной степени от температуры хладоагента, подаваемого в выносные конденсаторы-холодильники. При вакуумной перегонке с водяным паром остаточное давление в колонне не может быть меньше давления насыщенных паров воды при температуре их конденсации:
Температура воды, ° С 10 15 20 25 30 40 50
Давление насыщенных
паров воды, гПа 1,25 17,1 23,4 32,2 42,5 74 124
Поэтому обычно летом вакуум падает, а зимой повышается. Практически давление вверху колонны больше вышеуказанных цифр на величину гидравлического сопротивления потоков паров в трубопроводах и выносных конденсаторах-холодильниках.
В последние годы на вакуумных колоннах ряда НПЗ (Московском. Мозырском. Мажейкяйском, Комсомольском. «Уфанефтехиме» и др.) внедрена и успешно эксплуатируется новая высокоэффективная экологически чистая КВС с использованием жидкостного струйного устройства - вакуумного гидроциркуляционного (ВГЦ) агрегата. В ВГЦ агрегате конденсация паров и охлаждение газов осуществляется не водой, а охлаждающей рабочей жидкостью (применительно к АВТ - газойлевой фракцией, отводимой из вакуумной колонны). По сравнению с традиционным способом создания вакуума с использованием паровых эжекторов КВС на базе ВГЦ агрегатов обладает следующими преимуществами:
- не требует для своей работы расхода воды и пара;
- экологически безопасно, работает с низким уровнем шума, не образует загрязненных сточных вод;
- создает более глубокий вакуум (до 67 Па или 0,5 мм рт. ст.);
- полностью исключает потери нефтепродуктов и газов, отходящих с верха вакуумной колонны;
- значительно уменьшает потребление энергии и эксплуатационные затраты на тонну сырья;
- позволяет дожимать газы разложения до давления, необходимого для подачи их до установок сероочистки.
Принципиальная технологическая схема КВС для перспективных установок АВТ с использованием ВГУ агрегатов приведена на рисунке 10.
10. Фракционирование углеводородных газов нефтепереработки
Процессы газофракционирования предназначены для получения из нефтезаводских газов индивидуальных низкомолекулярных углеводородов С1-С6 (как предельных, так и непредельных, нормального или изостроения) или их фракций высокой чистоты, являющихся компонентами высокооктановых автобензинов, ценным нефтехимическим сырьем, а также сырьем для процессов алкилирования и производств метилтретбутилового эфира и т.д.
Источником углеводородных газов на НПЗ являются газы, выделяющиеся из нефти на установках AT, ABT и образующиеся в термодеструктивных или каталитических процессах переработки нефтяного сырья, а также газы стабилизации нестабильных бензинов (таблица 1).
В зависимости от химического состава различают предельные и непредельные газы. Предельные углеводородные газы получаются на установках перегонки нефти и гидрокаталитической переработки (каталитического риформинга, гидроочистки, гидрокрекинга) нефтяного сырья. В состав непредельных газов, получающихся при термодеструктивной и термокаталитической переработке нефтяного сырья (в процессах каталитического крекинга, пиролиза, коксования и др.), входят низкомолекулярные моно-, иногда диолефины как нормального, так и изостроения.
Как правило, предельные и непредельные углеводородные газы на НПЗ перерабатываются раздельно вследствие их различного назначения.
При фракционировании предельных газов получают следующие узкие углеводородные фракции:
- метан-этановую (сухой газ), иногда этановую, которую используют как сырье пиролиза или в качестве хладоагента на установках глубокой депарафинизации масел и т.д.;
- пропановую, используемую как сырье пиролиза, бытовой сжиженный газ и хладоагент для производственных установок;
- -изобутановую, являющуюся сырьем установок алкилирования, производств синтетического каучука;
- бутановую для получения бутадиена или используемую как бытовой сжиженный газ и как компонент автобензинов для регулирования их пусковых свойств;
- изопентановую, которая служит сырьем для производства изопренового каучука и высокооктановым компонентом автобензинов;
- пентановую фракцию - сырье для процессов пиролиза, изомеризации и т.д. Иногда смесь пентанов и более тяжелых углеводородов не разделяют на фракции, а используют как газовый бензин.
Таблица 1 - Состав газов различных процессов переработки ромашкинской нефти, % масс.
| Компонент | Газы процессов переработки | Сжиженные газы стабилизации | ||||||||
| АВТ | КР | ГО диз-топлива | ЗК | пиролиз | КК | АВТ | КР | КК | ЗК | |
|
Водород Метан Этилен Этан Пропилен Пропан Изобутилен Н-Бутилен Изобутан Н-Бутан Амилены Изопентан Н-Пентан Гексаны и Выше Примеси |
- 2,65 - 13,32 - 41,29 - 8,02 24,50 - 5,05 3,27 1,90 - |
5,50 12,50 - 24,50 - 32,00 - 11,00 14,50 - - - - - |
- 34,0 - 24,5 - 20,5 - - 21,0 - - - - - |
0,4 32,5 4,5 21,5 4,0 15,0 2,2 4,4 7,0 8,5 - - - - - |
16,0 34,4 29,3 5,0 10,5 0,2 1,3 1,2 - 0,5 - - - - 1,50 |
2,50 11,0 6,0 8,0 22,0 12,5 6,0 14,0 14,0 4,0 - - - - - |
- - - 0,80 - 21,70 - - 14,80 48,20 - 8,10 3,50 2,90 - |
- - - 1,60 - 46,9 - - 26,2 21,1 - 2,2 2,0 - - |
- - 0,12 0,84 23,00 7,89 19,81 18,81 17,47 4,14 3,07 4,43 0,90 0,06 0,09 |
- - 3,5 5,0 7,5 6,6 2,15 6,60 12,90 15,50 13,25 2,10 11,50 13,00 0,75 |
На ГФУ непредельных газов из олефинсодержащих потоков выделяются следующие фракции:
- пропан-пропиленовая - сырье процессов полимеризации и алкилирования, нефтехимических производств;
- бутан-бутиленовая - сырье установок алкилирования для производств метилэтилкетона, полиизобутилена, синтетического каучука и др.;
- этан-этиленовая и пентан - амиленовая фракции, используемые как нефтехимическое сырье.
Получаемые на ГФУ фракции углеводородных газов должны по качеству соответствовать техническим условиям на эти нефтепродукты.
До фракционирования углеводородные газы направляются вначале в блоки очистки от сероводорода и осушки.
На нефте- и газоперерабатывающих заводах наибольшее распространение получили следующие физические процессы разделения углеводородных газов на индивидуальные или узкие технические фракции: конденсация, компрессия, ректификация и абсорбция. На ГФУ эти процессы комбинируются в различных сочетаниях.
Компрессия и конденсация — процессы сжатия газа компрессорами и охлаждения его в холодильниках с образованием двухфазной системы газа и жидкости. С повышением давления и понижением температуры выход жидкой фазы возрастает, причем сконденсировавшиеся углеводороды облегчают переход легких компонентов в жидкое состояние, растворяя их. Обычно применяют многоступенчатые (2, 3 и более) системы компрессии и охлаждения, используя в качестве хладоагентов воду, воздух, испаряющиеся аммиак, пропан или этан. Разделение сжатых и охлажденных газов осуществляют в газосепараторах, откуда конденсат и газ направляют на дальнейшее фракционирование методами ректификации или абсорбции.
Абсорбция - процесс разделения газовых смесей, основанный на избирательном поглощении отдельных компонентов сырья жидким поглотителем - абсорбентом. Растворимость углеводородов в абсорбенте возрастает с повышением давления, ростом молекулярной массы и понижением температуры процесса ниже критической температуры абсорбируемого газа.
Абсорбция - обратимый процесс, и на этом основано выделение поглощенного газа из жидкости - десорбция. Сочетание абсорбции с десорбцией позволяет многократно применять поглотитель и выделять из него поглощенный компонент. Для десорбции благоприятны условия, противоположные тем, при которых проводят абсорбцию, то есть повышенная температура и низкое давление. Наилучшим абсорбентом для углеводородных газов являются близкие им по строению и молекулярной массе жидкие углеводороды, например, бензиновая или керосиновая фракции.
Ректификация является завершающей стадией разделения углеводородных газов. Особенность ректификации сжиженных газов, по сравнению с ректификацией нефтяных фракций, - необходимость разделения очень близких по температуре кипения компонентов или фракций сырья при высокой четкости фракционирования. Так, разница между температурами кипения этана и этилена составляет 15°С. Наиболее трудно разделить бутан-бутиленовую фракцию: температура кипения изобутана при нормальном давлении составляет 11,7 °С, изобутилена - 6,9, бутена - 1 - 6,29, а н-бутана - 0,5 °С.
 Ректификацию
сжиженных газов приходится проводить при повышенных давлениях в колоннах,
поскольку для создания жидкостного орошения необходимо сконденсировать верхние
продукты колонн в обычных воздушных и водяных холодильниках, не прибегая к
искусственному холоду.
Ректификацию
сжиженных газов приходится проводить при повышенных давлениях в колоннах,
поскольку для создания жидкостного орошения необходимо сконденсировать верхние
продукты колонн в обычных воздушных и водяных холодильниках, не прибегая к
искусственному холоду.
Конкретный выбор схемы (последовательности) разделения, температуры, давления и числа тарелок в колоннах определяется составом исходной газовой смеси, требуемой чистотой и заданным ассортиментом получаемых продуктов.
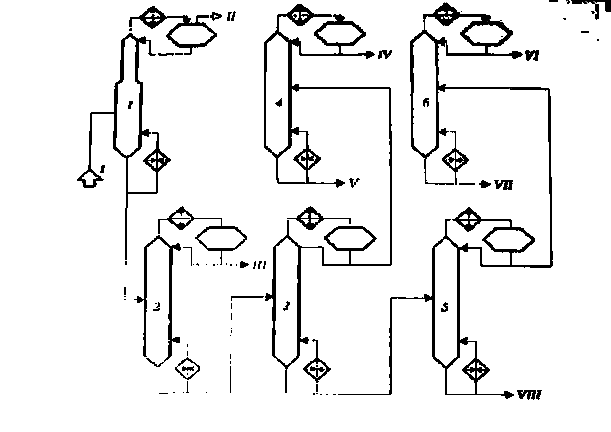
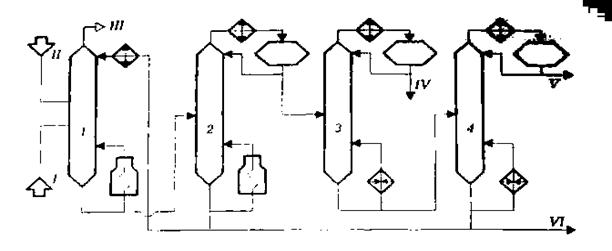
На НПЗ для разделения нефтезаводских газов применяются преимущественно 2 типа газофракционирующих установок, в каждый из которых входят блоки компрессии и конденсации: ректификационный - сокращенно ГФУ, и абсорбционно-ректификационный АГФУ. На рис.11 и 12 приведены принципиальные схемы ГФУ для разделения предельных газов и АГФУ для фракционирования жирного газа и стабилизации бензина каталитического крекинга (на схемах не показаны блоки сероочистки, осушки, компрессии и конденсации). В блоке ректификации ГФУ (рис.11) из углеводородного газового сырья сначала в деэтанизаторе 1 извлекают сухой газ, состоящий из метана и этана. На верху колонны 1 поддерживают низкую температуру подачей орошения, охлаждаемого в аммиачном конденсаторе-холодильнике. Кубовый остаток деэтанизатора поступает в пропановую колонну 2, где разделяется на пропановую фракцию, выводимую с верха этой колонны, и смесь углеводородов С4 и выше, направляемую в бутановую колонну 3. Ректификатом этой колонны является смесь бутанов, которая в изобутановой колонне 4 разделяется на изобутановую и бутановую фракции. Кубовый продукт колонны 3 подается далее в пентановую колонну 5, где в виде верхнего ректификата выводится смесь пентанов, которая в изопентановой колонне 5 разделяется на н-пентан и изопентан. Нижний продукт колонны 5 - фракция С6 и выше - выводится с установки.
Для деэтанизации газов каталитического крекинга на установках АГФУ (рис.12) используется фракционирующий абсорбер 1. Он представляет собой комбинированную колонну абсорбер-десорбер. В верхней части фракционирующего абсорбера происходит абсорбция, то есть поглощение из газов целевых компонентов (С3 и выше), а в нижней - частичная регенерация абсорбента за счет подводимого тепла. В качестве основного абсорбента на АГФУ используется нестабильный бензин каталитического крекинга. Для доабсорбции унесенных сухим газом бензиновых фракций в верхнюю часть фракционирующего абсорбера подается стабилизированный (в колонне 4) бензин. Абсорбер оборудован системой циркуляционных орошений для съема тепла абсорбции (на рис.12 не показана). Тепло в низ абсорбера подается с помощью «горячей струи». С верха фракционирующего абсорбера 1 выводится сухой газ (С1-С2), а с низа вместе с тощим абсорбентом выводятся углеводороды С3 и выше. Деэтанизированный бензин, насыщенный углеводородами С3 и выше, после подогрева в теплообменнике подается в стабилизационную колонну 2, нижним продуктом которого является стабильный бензин, а верхним - головка стабилизации. Из нее (иногда после сероочистки) в пропановой колонне 3 выделяют пропан-пропиленовую фракцию. Кубовый продукт пропановой колонны разделяется в бутановой колонне 4 на бутан-бутиленовую фракцию и остаток (С5 и выше), который объединяется со стабильным бензином.
|
|
В таблице 2 и 3 приведен технологический режим ректификационных колонн установок ГФУ и АГФУ.
Известно, что затраты при ректификации определяются преимущественно флегмовым числом и числом тарелок в колонне. Для близкокипящих компонентов с малой относительной летучестью эти параметры особенно велики. Поэтому из общих капитальных и эксплуатационных затрат на газофракционирование существенная (около половины) часть приходится на разделение фракций iC4-нC4 и iC5-hC5. В этой связи на НПЗ часто ограничиваются фракционированием предельных газов без разделения фракций С4 и выше.
Таблица 2 - Технологический режим колонн ГФУ
|
Ректификационная колонна[7] |
Давление, МПа |
Температура, 0С |
|
| верха | низа | ||
|
Деэтанизатор (1) Пропановая (2) Бутановая (3) Изобутановая (4) Пентановая (5) Изопнтановая (6) |
2,6-2,8 1,2-1,4 2,0-2,2 1,0-1,2 0,3-0,4 0,35-0,45 |
25-30 62-68 58-65 65-70 75-80 78-85 |
110-115 145-155 110-115 80-85 120-125 95-100 |
Таблица 3 - Технологический режим колонн АГФУ
| Параметр |
Ректификационные колонны |
|||
| 1 | 2 | 3 | 4 | |
Давление, МпаТемпература, 0С: верха питания низа Число тарелок Флегмовое число |
1,35 35 40 130 60 - |
0,93 78 150 218 60 2 |
1,73 44 86 107 60 3 |
0,59 48 61 106 60 3 |
11. Заключение
Технологические установки перегонки нефти предназначены для разделения нефти на фракции и последующей переработки или использования их как компоненты товарных нефтепродуктов. Они составляют основу всех НПЗ. На них вырабатываются практически все компоненты моторных топлив, смазочных масел, сырье для вторичных процессов и для нефтехимических производств. От их работы зависят ассортимент и качество получаемых компонентов и технико-экономические показатели последующих процессов переработки нефтяного сырья.
Список использованных источников
1) Ахметов С.А. Технология глубокой переработки нефти и газа. Уфа: «ГИЛЕМ», 2002. – 671с.;
2) Справочник нефтепереработчика. Под редакцией Ластовкина Г. А., Радченко Е.Д. Л.: Химия, 1986;
3) Эрих В.Н., Расина М.Г., Рудин М.Т. Химия и технология нефти и газа. Л.: Химия, 1985.
[1] В зависимости от типа перегоняемой нефти и структуры выпуска товарных нефтепродуктов на разных НПЗ получают фракции, несколько отличающиеся по температурным пределам выкипания.
[2] Тип тарелок – клапанная перекрестно-прямоточная
[3] На ЭЛОУ – АВТ ОАО «Орскнефтеоргсинтез»
[4] Тип тарелок: в концентрационной части - клапанная перекрестно-прямоточная, в отгонной - ситчатая с отбойниками.
[5] Тип тарелок - клапанные перекрестно-прямоточные.
[6] Разработчики - профессор Уфимского государственного нефтяного технического университета К.Ф.Богатых с сотрудниками.
[7] Общее число тарелок – от 390 до 720