 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Отчет по практике: Организация технологического процесса на предприятиях легкой промышленности
3.1 Организация обувного производства
3.1.1 Генеральный план
Генеральный план на строительство предприятий является основным документом, в котором указаны структура управления производством, объем производства, организация строительства и эксплуатация зданий и сооружений. Следовательно, от решения генерального плана зависит как организация производства, так и экономические показатели его работы.
Основная цель разработки генерального плана обувного предприятия - обеспечивать выпуск продукции запроектированного объема и соответствующего качества. При разработке генерального плана или совершенствовании его при реконструкции предприятия необходимо предусматривать возможность строительства вспомогательных производств (например, ремонтно-механических мастерских, гаража для обслуживания автокар и электрокар и т. п.).
Решение генерального плана разбивается на две части:
размещение всех зданий, сооружений и устройств в плане, т. е. на горизонтальной плоскости территории предприятия. Эта часть называется горизонтальная планировка генерального плана;
высотное расположение всех объектов предприятия, т. е. в вертикальной плоскости. Эта часть называется вертикальная планировка генерального плана.
Обе части генерального плана в проекте решаются совместно. Основными факторами, влияющими на решение горизонтальной планировки генерального плана, являются:
характер производства, т. е. организация технологического процесса, производственная мощность предприятия, характер сырья и величина грузооборота;
условия снабжения водой, энергией, теплом и т. п.;
природные условия — топографические, геологические, климатические. Эти условия выявляются при выборе строительной площадки и изысканиях, т. е. при исследовании рельефа и других данных.
Как известно, рост производительности труда является главным фактором создания экономической мощи страны. Но рост производительности труда в промышленности (в том числе и в обувной) зависит не только от технологии производства и применяемого оборудования, но и от объемно-планировочных, строительных и архитектурных решений объектов предприятия, в значительной мере определяющих условия труда: озеленение территории предприятия, зоны отдыха и бытовое обслуживание работающих.
При разработке совмещенной технологической и архитектурно-строительной части проекта следует в первую очередь стремиться обеспечивать нормальные санитарно-гигиенические и бытовые условия труда и сократить потери рабочего времени путем оптимального размещения производственных цехов и бытовых помещений (столовых, комнат для приема пищи, буфетов, медпункта и т. п.). Все эти вопросы должны решаться при разработке генплана предприятия.
Перед выбором площадки на основе ТЭО составляется генеральная, или общая, рабочая схема генплана; затем по укрупненным показателям определяются габариты всех зданий и сооружений предприятия, площадь застройки, а по принятому коэффициенту застройки — площадь для размещения предприятия.
При зонировании территорию предприятия разделяют на участки, общие по функциональному назначению, санитарной характеристике, видам транспортного обслуживания, потреблению электроэнергии, людским потокам и т. д.
На территории предприятия могут предусматриваться следующие зоны:
предфабричная, на которой размещаются административно-бытовой корпус, проходная,, здания учебного и культурно-бытового обслуживания, пожарное депо;
производственная, на которой находятся главный производственный корпус, сооружения водо- и энергоснабжения, другие объекты, которые связаны с выпуском продукции;
подсобные производства или вспомогательные цехи: ремонтно-механические, ремонтно-строительные, гаражи и т. д.;
складская: склады для сырья, готовой продукции и др.
На рисунке 12 представлен генеральный план обувного предприятия.
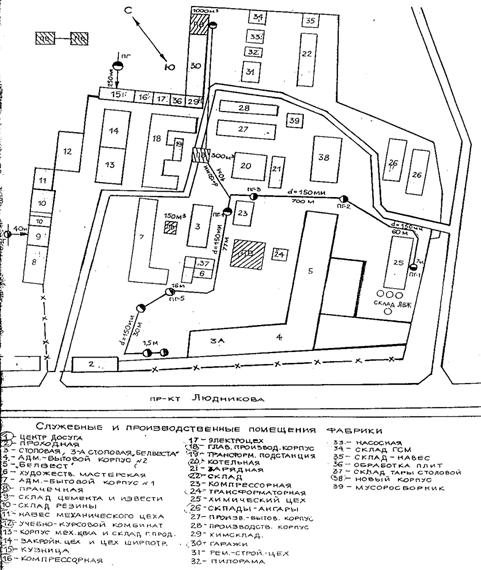
Рисунок 12. Генеральный план обувного предприятия
3.1.2 Структура управления обувного предприятия средней мощности
Структура управления обувным предприятием представлена на рисунках 13-15.
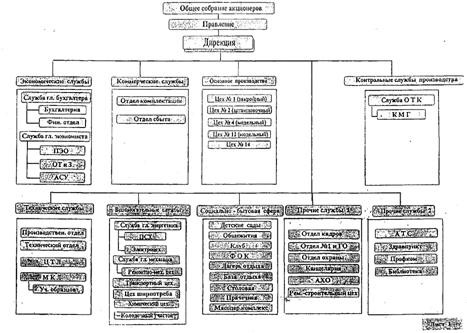
Рисунок 13. Структура управления обувного предприятия средней мощности
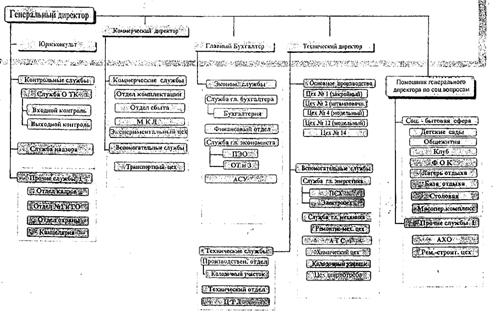
Рисунок 14. – Дирекция
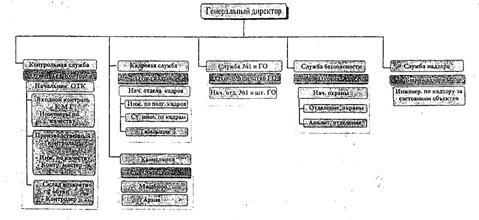
Рисунок 14. Службы прямого подчинения Генеральному Директору
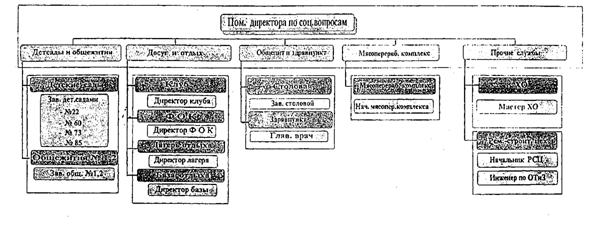
Рисунок 15. – Служба Помощника Директора по социальным вопросам
3.1.3 Организация работ в цехе
3.1.3.1 Технологические участки
В цехе сборки обуви имеется 2 потока по сборке клеевой обуви. Применяется неспециализированное оборудование. На каждом потоке имеется упаковка. Помещение цеха используется также для хранения полуфабрикатов, деталей и вспомогательных материалов.
3.1.3.2 Транспортные средства цеха
Типы и конструкции транспортных устройств (конвейеров) разнообразны как по технологическому назначению, так и по конструктивным решениям.
Внутрицеховые технологические транспортные устройства разделяются:
по расположению трассы – на горизонтально-замкнутые и вертикально-замкнутые;
по числу ярусов и линий – на одно-, двух- и многоярусные, а также на одно-, двух- и многолинейные;
по числу пар изделий, находящихся в люльке, – на одно-, двух- и многопарные;
по технологическому назначению – для раскройных, вырубочных, заготовительных и пошивочных цехов.
На данном предприятии применяется конвейер UROSCARPA–MEM41 – горизонтально-замкнутый, многоярусный, двухлинейный, многопарный (емкость люльки: 4 пары), с относительно регламентированным ритмом работы.
Далее приведена характеристика многолинейного конвейера КО–14М.
Назначение
конвейера – параллельная подача различных деталей низа обуви к рабочим местам
при заданном на каждой линии ритме. Конвейер представляет собой несколько
самостоятельно движущихся в одном направлении линий люлек с индивидуальными
приводными и натяжными устройствами. Все линии вмонтированы в один каркас,
состоящий из стоек, соединенных направляющими уголками. Ходовая часть конвейера
состоит из четырех отдельных линий, каждая из которых имеет
вертикально-замкнутую цепь с приваренными через шесть звеньев (420 мм) площадками. На каждой площадке жестко закреплены две люльки с шагом 210 мм. Конструкции концевых станций конвейера аналогичны, но в плане они взаимно повернуты на 180![]() . Каждая концевая станция
имеет натяжное и сблокированное с ним приводное устройства на две линии трассы.
Скорости каждой линии конвейера устанавливаются в зависимости от заданной
производительности. Рабочий укладывает детали (согласно графику запуска) в
люльки конвейера. На другом конце конвейера детали снимает контролер или
упаковщик. Скорость каждой линии в течение смены можно изменять. Конвейер может
быть четырех-, трех- и двухлинейным. Детали конвейера унифицированы. Его каркас
собирается из стандартных секций длиной 1250 мм каждая, что позволяет поставлять конвейер любой длины; на каждой секции с обеих сторон конвейера смонтированы
коробки, в которых крепятся штепсельные разъемы для подключения оборудования и
трубы для силовой и световой проводок. Люльки конвейера выполнены из
пластмассы.
. Каждая концевая станция
имеет натяжное и сблокированное с ним приводное устройства на две линии трассы.
Скорости каждой линии конвейера устанавливаются в зависимости от заданной
производительности. Рабочий укладывает детали (согласно графику запуска) в
люльки конвейера. На другом конце конвейера детали снимает контролер или
упаковщик. Скорость каждой линии в течение смены можно изменять. Конвейер может
быть четырех-, трех- и двухлинейным. Детали конвейера унифицированы. Его каркас
собирается из стандартных секций длиной 1250 мм каждая, что позволяет поставлять конвейер любой длины; на каждой секции с обеих сторон конвейера смонтированы
коробки, в которых крепятся штепсельные разъемы для подключения оборудования и
трубы для силовой и световой проводок. Люльки конвейера выполнены из
пластмассы.
Основные технические данные конвейера КО-14М
Габарит люльки, мм:
ширина …………………………………………………… 130
длина ……………………………………………………... 118
глубина …………………………………………………… 147
Шаг люлек, мм ………………………………………………… 210
Ширина конвейера, мм, при количестве линий:
четыре …………………………………………………….. 764
три ………………………………………………………… 584
две ………………………………………………………… 404
Высота конвейера, мм ………………………………………… 944
Длина конвейера, м ……………………………………….... 20 – 50
Скорость, м/мин …………………………………………. 0,29 – 0,7
Количество электродвигателей, шт. ……………………………. 4
Мощность электродвигателя, кВт …………………………….. 0,6
Конвейер выпускает серийно Елецкий механический завод.
На
предприятии используются специальные пластмассовые ящики, вмещающие до 25 пар.
Ящики вставляются друг в друга для экономии места. Применяется ручная тележка
для перемещения относительно больших по объему грузов. Также используются
передвижные четырехъярусные контейнеры с размерами ячейки 70![]() 48
48![]() 56 см .
56 см .
3.1.3.3 Объем транспортируемых партий и тара
После пошивочного участка полученный полуфабрикат комплектуется по 60-120 пар и поступает в четырехъярусных контейнерах на сборочный участок. Далее колодки и полуфабрикат комплектуется по 4 пары и запускаются на конвейер. Полученная обувь со сборочного участка поступает в зону упаковки. Упаковка осуществляется в картонные коробки. Для транспортировки готовой обуви и полуфабриката на территории цеха используют также специальные пластмассовые ящики, вместимостью до 25 пар. Емкость люльки конвейера не превышает 4 пары.
3.2 Технология изготовления обуви
3.2.1 Характеристика модели обуви
Данная модель обуви – полуботинки мужские осенне-весеннего периода носки, с закреплением при помощи резинок, клеевого метода крепления, на формованной подошве с низким каблуком, тип заготовки – полуплоская, материал верха – натуральная кожа, материал подошвы – резина, черного цвета. Модель является повседневной.
Узел верха состоит из таких деталей как союзка с язычком, задинка, берцы, мягкий кант, подкладка под берцы, подкладка в пяточной части, подкладка под союзку, задник.
3.2.2 Технологический процесс одного из участков
В таблице 3 представлен технологический процесс сборки обуви (подготовительные и натяжные операции).
Таблица 3.
Технологический процесс сборки обуви (подготовительные и натяжные операции).
| № опер. |
Наименование операции |
Способ работы | Разряд рабочего | Оборудование |
| 1 | Запуск колодок и полуфабрикатов | Р | 2 | конвейер UROSCARPA –MEM41 |
| 2 | Прикрепление стелек к колодке | М | 2 | Vigeuano – OBE |
| 3 | Установка пяточного узла | Р | 4 | пневмопистолет |
| 4 | ВТО | Elettrotechnica – 267 | ||
| 5 | Удаление тексов из пяточной части | Р | 1 | кусачки |
| 6 | Обтяжка и затяжка носочно-пучковой части | М | 6 | Cerim – K78 |
| 7 | Обтяжка и клеевая затяжка заготовки на колодке | Р | 4 | клещи |
| 8 | Обтяжка и затяжка геленочной части на клей-расплав и пяточной части на гвозди | М | 6 | Cerim – K24SZ |
| 9 | ВТО | Elettrotechnica – 267 | ||
| 10 | Удаление временных крепителей | Р | 1 | стол, кусачки |
| 11 | Обработка заготовки феном | М | 3 | Elettrotechnica |
3.3 Технико-экономические показатели работы цеха
Технико-экономические показатели цеха по сборке обуви клеевого метода крепления представлены в таблице 4.
Таблица 4.
Технико-экономические показатели цеха по сборке обуви клеевого метода крепления
| № п/п | Наименование показателя | Ед. изм. | за месяц | за год |
| 1 | План | пар | 51040 | 458 800 |
| 2 | Фактический объем производства | пар | 51 040 | 460 458 |
| 3 | Отклонение от плана | пар | 0 | 1658 |
| 4 | Объем товарной продукции в оптовых ценах (ТНП) | млн.руб | 3 199 | 24 129 |
| 5 | Объем товарной продукции (с НДС ) обувь | млн.руб | 3 937 | 28 158 |
| т.у.е | 1 831 | 13 084 | ||
| 6 | Фактически отгружено обуви | пар | 52 676 | 479 926 |
| 7 | Объем отгруженной обуви в оптовых ценах | млн. руб | 3 343 | 21 973 |
| т.у.е | 1 555 | 10 210 | ||
| 8 | Объем отгруженной обуви с НДС | млн. руб | 3 840 | 25 418 |
| т.у.е | 1 786 | 11811 | ||
| 9 | Фактически отгружено заготовок | пар | 47 569 | |
| 10 | Объем отгруженных заготовок с НДС | млн. руб | 1 059 | |
| т.у.е | 490 | |||
| 11 | Остатки готовой продукции | |||
| на начало периода, всего | пар | 43 226 | 64 270 | |
| Остатки готовой продукции в оптовых ценах | млн. руб | 2 225 | 3 445 | |
| т.у.е | 1 035 | 1 601 | ||
| 12 | Списочная численность на начало периода | чел | 544 | 551 |
| 13 | Среднесписочная численность | чел | 543 | 487 |
| 14 | Производительность труда | пар | 94,0 | 945,5 |
| 15 | Среднемесячная заработная плата | руб | 557 827 | 463 227 |
| USD | 259,4 | 215,1 | ||
| 16 | Прибыль от реализации продукции | млн руб | 744,0 | 3 247,0 |
| USD | 346 020,8 | 1 500 362,2 | ||
| 17 | Прибыль от реализации продукции на пару | USD | 6,57 | 2,84 |
| 18 | Чистая прибыль | млн руб | 741,0 | 3 107,0 |
| USD | 3 14 625,5 | 1 442 231,8 | ||
| 19 | Чистая прибыль на пару в целом | USD | 6,54 | 2,73 |
| 20 | Рентабельность по продукции (обувь и заготовки) | % | 28,6 | 16,5 |
ЛИТЕРАТУРА
1. Программа инженерно-технологической практики для специальности 27 01 01-16 «Экономика и организация производства (легкая промышленность)» / Баранова А.А., Матвеев В.Л., Ивашкевич Е.М. – Витебск, УО «ВГТУ», 2005.
2. Производство прошивных ковровых покрытий на ОАО «Витебские ковры»: методические указания к инженерно-технологической практике для студентов специальности 27 01 01-16 / Баранова А.А. – Витебск, УО «ВГТУ», 2008.
3. Нетканые текстильные полотна: справочное пособие / Е.Н. Бершев [и др.]. – Москва: Легпромбытиздат, 1987. - 400 с.
4. Перепелкина, М.Д. Механическая технология производства нетканых материалов : учебник для вузов / М.Д. Перепелкина, М.Н. Щербакова, К.Н. Золотницкая. - Москва: Легпромбытиздат, 1987. - 535 с.
5. Баранова, А.А. Современные технологии в текстильной промыш-ленности: учеб. пособие / А.А. Баранова, А.Г. Коган, Ю.И. Аленицкая. - Витебск: УО «ВГТУ», 2006. - 251 с.
6. Проектирование обувных предприятий: учебник / А.Н. Калита., Д.И. Анохин, А.А. Буянов, С.И. Клобуков – М., 1980 – 230 с.
7. Технология обуви: учебник / Э.М. Остравитянов, Б.Я. Иванов – М., 1967 – 323с.
8. Справочник обувщика, т. 3 / З.С. Карасик, С.К. Ашратова, А.И. Гороховский – М., 1972 – 344с.