 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Разработка технологического процесса изготовления конического редуктора и входящего в его состав конического зубчатого колеса
Курсовая работа: Разработка технологического процесса изготовления конического редуктора и входящего в его состав конического зубчатого колеса
ГОУ ВПО МГТУ «Станкин»
Кафедра «ТМС»
Расчетно-пояснительная записка к курсовой работе на тему:
«Разработка технологического процесса изготовления конического редуктора и входящего в его состав конического зубчатого колеса»
Выполнила:
студентка группы Т-7-10
Музыка Ю.С.
Проверил: Егоров М.А.
Москва 2010
Содержание
Введение
1. Расчет технических требований
1.1 Описание работы и служебное назначение конического редуктора
1.2 Анализ технических требований на конический редуктор
2.Технологический процесс изготовления конического зубчатого колеса
2.1 Выбор метода достижения точности конического редуктора
2.2 Служебное назначение конического зубчатого колеса
2.3 Анализ технических требований на коническое зубчатое колесо
2.4 Разработка технологического процесса изготовления конического зубчатого колеса
2.4.1 Выбор заготовки и способа ее получения
2.4.2 Выбор технологических баз
2.4.3 Проектирование маршрутного технологического процесса
2.4.4.1 Разработка последовательности выполнения операций при изготовлении конического зубчатого колеса
2.4.4.2 Выбор технологического оборудования
2.4.5 Проектирование операционного процесса
2.4.5.1Определение числа переходов
2.4.5.2 Расчет режимов резания
2.4.5.3 Определение норм времени
2.4.5.4 Оформление технологической документации:
- маршрутной карты процесса изготовления детали;
- операционной карты на внутришлифовальную операцию
Список использованной литературы
Задание: разработать технологический процесс сборки конического редуктора и технологический процесс изготовления детали конического зубчатого колеса. При этом технологический процесс должен обеспечить выпуск продукции в заданном количестве (50000 штук в год) и в установленные сроки, а также при наименьшей себестоимости и наиболее высокой производительности труда.
Цель работы:
· Применить на практике знания, полученные от практического курса лекций по дисциплине «Основы технологии машиностроения»;
· Разработать технологический процесс сборки узла (конический редуктор);
· Технологический процесс изготовления детали (коническое зубчатое колесо).
Также необходимо составить и оформить следующую технологическую документацию:
· Маршрутную карту технологического процесса изготовления вала;
· Операционную карту и карту эскизов на одну операцию технологического процесса изготовления конического зубчатого колеса.
1. Расчет технических требований.
1.1 Описание работы и служебное назначение конического редуктора
Конический редуктор предназначен для передачи движения и вращающего момента с пересечением осей ведущего и ведомого вала под углом 90°, служит для изменения величины давления, а также изменения скорости в пневматической системе.
Изучение и описание служебного назначения отдельной сборочной единицы, а в данном случае это редуктор, сопряжено с выявлением ее функций в машине и показателей, уточняющих его.
Одноступенчатый конический редуктор применяется в сельскохозяйственных машинах, используемых в полевых условиях при влажности 90% и температуре от – 400 С до + 500 С.
Корпус редуктора является базовой деталью, он обеспечивает требуемую точность относительного положение ведущего и ведомого валов. На валах установлены конические зубчатые колеса, передающие крутящий момент с одного вала на другой. Базирование валов осуществляется по главным отверстиям, при этом используют опоры с радиально-упорными подшипниками. Поверхности главных отверстий корпуса совместно с поверхностями торцов образуют комплекты вспомогательных баз корпуса.
В унифицированном редукторе вал – шестерня, вращаясь в роликоподшипниках с частотой n, передаёт крутящий момент Мкр на вал через шестерню и шпонку. С вала крутящий момент через шпонку передается далее.
Боковой зазор в подшипниках регулируется прокладками.
1.1.1 Расчёты, связанные с годовой программой или объёмом выпуска
P=200000 шт.
N=50000 шт./год
![]() года – количество лет, в течение которых
осуществляется выпуск изделий
года – количество лет, в течение которых
осуществляется выпуск изделий
![]() мин./шт.
мин./шт.
![]() шт./кв. – количество деталей, изготовленных за
квартал;
шт./кв. – количество деталей, изготовленных за
квартал;
![]() шт./мес. - количество деталей, изготовленных за
месяц;
шт./мес. - количество деталей, изготовленных за
месяц;
![]() шт./нед. - количество
деталей, изготовленных за неделю;
шт./нед. - количество
деталей, изготовленных за неделю;
![]() шт./сут. - количество деталей,
изготовленных за сутки.
шт./сут. - количество деталей,
изготовленных за сутки.
Где:
Р – количество изделий, изготовлены по неизменным чертежам;
N – годовая программа или объем выпуска;
Т – такт выпуска изделия;
Вывод: Из расчета следует, что тип производства крупносерийный, т.к. T=1,75шт./мин. и N=50000 шт./год.
1.2 Анализ технических требований на конический редуктор
1. Обеспечить межосевое
расстояние между осями конических зубчатых колес в пределах от +0,25мм до +0,5мм
(АD=0![]() мм).
мм).
2. Обеспечить натяги в
подшипниках качения с осевой игрой в пределах от -0.01мм до +0.07мм (БD =0 ![]() мм).
мм).
3. Обеспечить совпадение
вершин делительных конусов шестерни и колеса в вертикальном направлении в
пределах от +0.02мм до +0.08мм (ВD=![]() мм).
мм).
4. Обеспечить угол скрещивания осей делительных конусов в пределах
±1° (αD = 90 ±1°).
5. Боковой зазор в
пределах от +0,02мм до +0,07мм (ГD=0![]() мм).
мм).
2.Технологический процесс изготовления конического зубчатого колеса
2.1 Выбор метода достижения точности
![]() - соосность оси делительного конуса
конического вала-шестерни и оси его посадочной шейки диаметром 45К6.
- соосность оси делительного конуса
конического вала-шестерни и оси его посадочной шейки диаметром 45К6.
![]() -соосность оси посадочной шейки
конического вала-шестерни и оси внутреннего кольца подшипника.
-соосность оси посадочной шейки
конического вала-шестерни и оси внутреннего кольца подшипника.
![]() - соосность оси внутреннего кольца
подшипника и его оси внешнего кольца.
- соосность оси внутреннего кольца
подшипника и его оси внешнего кольца.
![]() - соосность оси внешнего кольца
подшипника и оси отверстия в стакане.
- соосность оси внешнего кольца
подшипника и оси отверстия в стакане.
![]() - соосность оси отверстия в стакане и
оси наружной цилиндрической поверхности (совмещён с осью горизонтального
отверстия в корпусе).
- соосность оси отверстия в стакане и
оси наружной цилиндрической поверхности (совмещён с осью горизонтального
отверстия в корпусе).
![]() - межосевое расстояние в корпусе.
- межосевое расстояние в корпусе.
![]() - соосность оси вертикального отверстия
в корпусе и оси наружной цилиндрической поверхности крышки.
- соосность оси вертикального отверстия
в корпусе и оси наружной цилиндрической поверхности крышки.
![]() - соосность оси наружной
цилиндрической поверхности крышки и оси отверстия в крышке.
- соосность оси наружной
цилиндрической поверхности крышки и оси отверстия в крышке.
![]() - соосность осей внешнего и
внутреннего колец подшипника.
- соосность осей внешнего и
внутреннего колец подшипника.
![]() - соосность оси внутреннего кольца
подшипника и оси посадочной шейки вала.
- соосность оси внутреннего кольца
подшипника и оси посадочной шейки вала.
![]() - соосность осей посадочных
поверхностей вала.
- соосность осей посадочных
поверхностей вала.
![]() - соосность оси базового отверстия
конического зубчатого колеса и оси делительного диаметра.
- соосность оси базового отверстия
конического зубчатого колеса и оси делительного диаметра.
Выбор метода:
![]() = +0,5;
= +0,5; ![]() =
+0,25;
=
+0,25; ![]() ;
;
![]()
![]() .
.
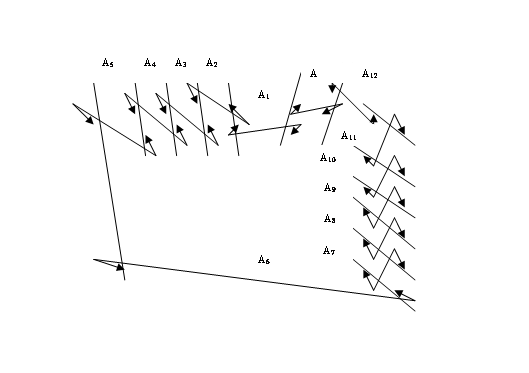
а) Составим уравнение размерной цепи:
![]()
б) Составим уравнение номиналов:
![]()
![]()
0=0+0+0+0+0+0-0-0-0-0-0-0
0=0
1) Метод полной взаимозаменяемости
Сущность метода: требуемая точность замыкающего звена достигается у всех 100% объектов путем включения в размерную цепь составляющих звеньев без выбора, без подбора, без изменения значения размера составляющих звеньев.
Преимущества метода:
· Простота реализации;
· Удобство при нормировании работ;
· Низкая квалификация;
· Автоматизация процесса.
Недостатки метода:
· Жесткие допуски на размеры составляющих звеньев (по сравнению с расчетами других методов).
Область применения: почти любой тип производства. Расчет малозвенных цепей (3-5) либо расчет многозвенных при широком допуске на замыкающее звено.
Рассчитаем уравнение равных допусков на все размеры составляющих звеньев:
![]() =
=![]() =
=![]()
![]()
Вывод:
Нецелесообразно использовать данный метод, т.к. средний допуск получился слишком маленьким, что ведет к большим затратам и дорогим деталям.
2) Метод неполной взаимозаменяемости
Сущность метода: требуемая точность заменяемого звена достигается не у всех объектов, а у заранее обусловленной части объектов путем включения в размерную цепь составляющих звеньев без выбора, без подбора, без изменения значений размера составляющих звеньев. Одно из принципиальных отличий реализации метода неполной взаимозаменяемости от метода полной взаимозаменяемости связано с необходимостью контроля всех объектов с целью выявления вероятного брака (100%-ный контроль).
Преимущества метода:
· Расширенные допуски на составляющие звенья цепи, что позволяет сделать более экономичным процесс изготовления определенных деталей.
Недостатки метода:
· Необходимость 100% контроля изделий с целью выявления брака;
· Разбор бракованных изделий и повторная сборка, что связано с большими трудозатратами.
Область применения:
· Серийное производство;
· Многозвенные размерные цепи (чем больше звеньев в цепи, тем целесообразней метод).
Рассчитаем уравнение
равных допусков на все размеры составляющих звеньев: ![]() ;
; ![]() ;
; ![]() ,
,
где ![]() - коэффициент
относительного рассеяния размеров составных звеньев.
- коэффициент
относительного рассеяния размеров составных звеньев.
![]()
Вывод:
Так как средний допуск увеличен в несколько раз по сравнению с методом полной взаимозаменяемости, то целесообразно применять метод неполной взаимозаменяемости.
Основные расчетные уравнения
1) Составим уравнение номиналов
![]()
0=0+0+0+0+0+0-0-0-0-0-0-0
0=0
2) Составим уравнение допусков
Назначим экономически целесообразные значения полей допусков на составляющие звенья
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() мм2;
мм2; ![]() мм
мм
![]() ;
;
![]() ;
;
![]() .
.
3) Составим уравнение координат полей допусков
Назначим экономически целесообразные координаты середин полей допусков составляющих звеньев:
![]()
![]()
+0,375= +0,375
4) Запишем звенья в виде таблицы:
|
Составляющие звенья
|
Допуски составляющих звеньев |
Координаты середины допуска |
Верхний предел допуска |
Нижний предел допуска |
|
|
|
|
|
|
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |