 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Розробка технологічного процесу виготовлення деталі - "Корпус"
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А = 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 6 хв
Таким чином:
Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Операція 035: Свердлувальна
Основний технологічний час на операцію, визначений раніше:
![]() (хв)
(хв)
Визначення машинно-допоміжного часу:
Згідно [п. 2.2.6.2., с.105, 4] тривалість машинно-допоміжного часу автоматичної роботи верстата розраховується за формулою:
![]() , де
, де
![]() - загальний
машинно-допоміжний час на автоматичну зміну позицій інструмента:
- загальний
машинно-допоміжний час на автоматичну зміну позицій інструмента:
![]() , тут
, тут
![]() = 5 с ≈ 0,083 хв - час на зміну інструмента
(за паспортними даними верстата);
= 5 с ≈ 0,083 хв - час на зміну інструмента
(за паспортними даними верстата);
k - загальна кількість змін інструмента;
![]() - загальний
машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
- загальний
машинно-допоміжний час на виконання автоматичних допоміжних холостих ходів;
![]() , де
, де
LXXj – довжина j-ї ділянки холостого ходу інструмента;
SXXj – подача (швидкість) холостих ходів за паспортом верстата = 4000 мм/хв.
За наближеними
розрахунками: ![]() (хв)
(хв)
Допоміжний час:
Для верстатів з ЧПК допоміжний час визначається (згідно [п.1.1.1.1., с.8, 4]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на
встановлення (та зняття) деталі у спеціальному пристрої; установочна площина -
горизонтальна, основний елемент пристрою - площина, вага деталі до 20 кг, тип
пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
хв - допоміжний час на
встановлення (та зняття) деталі у спеціальному пристрої; установочна площина -
горизонтальна, основний елемент пристрою - площина, вага деталі до 20 кг, тип
пристрою - відкритий. Згідно [карти 16, арк.1, с. 54, поз. 1, 10];
![]() (хв) - допоміжний час
пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз.
1,4,6, 4], група верстатів - фрезерна:
(хв) - допоміжний час
пов’язаний з операцією, який не ввійшов до УП за [картою 1.11., с. 57, поз.
1,4,6, 4], група верстатів - фрезерна:
· 0,2 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку;
· 0,12 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки;
· 0,03 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
![]() - допоміжний час на
вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час
витрачається на контроль відстані штангенциркулем ШЦ І 125-0,1, та 6 різьбових
отворів різьбовими калібрами-пробками; визначається за [картою 86., 10]:
- допоміжний час на
вимірювання: контролюємо вибірково кожну 10-ту деталь в партії; допоміжний час
витрачається на контроль відстані штангенциркулем ШЦ І 125-0,1, та 6 різьбових
отворів різьбовими калібрами-пробками; визначається за [картою 86., 10]:
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування:
Час на обслуговування робочого місця складе:
![]() оперативного
часу
[карта
28., с. 100, 10]
оперативного
часу
[карта
28., с. 100, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу
[карта
88., с. 203, 10]
оперативного часу
[карта
88., с. 203, 10]
Отже: ![]()
Норма штучного часу :
Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
![]() (хв);
(хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А = 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 6 хв
Таким чином:
Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
Операція 040: Свердлувальна
Основний час, визначений раніше:
![]() (хв)
(хв)
Допоміжний час:
Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
![]() , де
, де
![]() хв - допоміжний час на
встановлення (та зняття) деталі у спеціальному пристрої; згідно [карти 9, с.
54, поз. 6, 10]: установочна поверхня - оброблена, встановлення без вивірки,
вага деталі до 20 кг; основний елемент пристрою площина, установочна площина -
вертикальна; пристрій закритий (кондуктор).
хв - допоміжний час на
встановлення (та зняття) деталі у спеціальному пристрої; згідно [карти 9, с.
54, поз. 6, 10]: установочна поверхня - оброблена, встановлення без вивірки,
вага деталі до 20 кг; основний елемент пристрою площина, установочна площина -
вертикальна; пристрій закритий (кондуктор).
![]() - допоміжний час пов’язаний
з операцією, визначається за [картою 29., с. 108-109, 10]: група верстату - ІІ
(найбільший діаметр просверлюваних отворів до 50 мм), довжина горизонтального
переміщення інструменту для обробки наступного отвору до 200 мм. Його складові
:
- допоміжний час пов’язаний
з операцією, визначається за [картою 29., с. 108-109, 10]: група верстату - ІІ
(найбільший діаметр просверлюваних отворів до 50 мм), довжина горизонтального
переміщення інструменту для обробки наступного отвору до 200 мм. Його складові
:
· 0,12 хв - час на свердління по кондуктору, [поз. 3];
· 0,02 хв - час на ввімкнення/вимкнення обертів шпинделя, [поз. 10];
· 0,09 хв - час на зміну числа обертів шпинделя або величини подачі [поз. 13];
· 0,09 хв - час на встановлення та зняття інструменту у швидкозмінному патроні з вимкненням обертів шпинделя, [поз. 18];
· 0,09 хв - час на поворот деталі з пристроєм на кут з фіксацією, [поз. 3];
Враховуючи структуру операції: кількість змін інструменту, числа обертів шпинделя та подачі, поворотів деталі у пристрої, допоміжний час, пов’язаний з операцією, дорівнюватиме:
![]() (хв);
(хв);
![]() - допоміжний час на
вимірювання штангенциркулем 9 розмірів: визначається за [картою 86., арк. 8, с.
192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
- допоміжний час на
вимірювання штангенциркулем 9 розмірів: визначається за [картою 86., арк. 8, с.
192, поз. 181, 10], контролюємо кожну 10-ту деталь в партії:
![]() (хв);
(хв);
Сумарний допоміжний час рівний:
![]() (хв);
(хв);
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби:
Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (II група верстатів):
Час на обслуговування робочого місця складе:
![]() оперативного
часу
[карта
19., с. 110, 10]
оперативного
часу
[карта
19., с. 110, 10]
Час на відпочинок і особисті потреби складе:
![]() оперативного часу
[карта
88., с. 203, 10]
оперативного часу
[карта
88., с. 203, 10]
Отже:
![]()
Норма штучного часу складає:
![]() (хв);
(хв);
Підготовчо-заключний час:
Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В).
Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6:
Тп.з.А = 13 хв
Час на додаткові прийоми час не витрачається, тому
Тп.з.Б = 0
Час на отримання і здання інструментів працівником складає:
Тп.з.В = 6 хв
Таким чином:
Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 13 + 0 + 6 = 19 (хв)
Штучно-калькуляційний час:
Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
![]() (хв)
(хв)
3. Організаційний розділ
Форма організації роботи виробництва
Вибір раціональної форми організації виробництва в цеху проводимо, виходячи з конструктивних й технологічних особливостей заданої деталі, масштабу виробництва і ступеня його спеціалізації. Враховуючи перераховані ознаки, для заданих умов найбільш раціональною формою організації виробництва є - непотокове.
Для обладнання, що використовується, найбільш раціональною буде робота у дві зміни.
Дійсний річний фонд роботи обладнання (в середньому) визначаємо за [табл. 5, с.23, 6]:
![]() = 4015 год
= 4015 год
Уточнення серійності виробництва
До табл. 3.1. зводимо розраховані у попередньому розділі норми основного, штучного та штучно-калькуляційного часу по операціям.
Таблиця 3.1. Норми часу
| № | Операція | Верстат |
tо, хв |
tшт., хв |
tшт.к., хв |
| 010 | фрезерна | 6Н13П | 0,97 | 1,98 | 3,38 |
| 015 | фрезерно-розточувальна | 6Р13Ф3 | 1,73 | 3,48 | 5,48 |
| 020 | фрезерна | 6Н13П | 3,05 | 4,31 | 5,71 |
| 025 | фрезерно-розточувальна | 6Р13Ф3 | 4,7 | 7,04 | 9,04 |
| 030 | свердлильна | 2Р135Ф2 | 3,96 | 7,05 | 8,0 |
| 035 | свердлильна | 2Р135Ф2 | 1,93 | 3,66 | 4,61 |
| 040 | свердлильна | 2Н55 | 1,02 | 3,70 | 4,65 |
Визначимо такт випуску деталей згідно [ф. 2, с.21, 6]:
![]() (шт./хв) , де
(шт./хв) , де
N = 5000 шт./рік - річна програма випуску деталей;
Сумарний штучний час :
 хв.
хв.
Середній штучний час:
![]() (хв)
(хв)
Коефіцієнт серійності визначимо згідно [ф.1, с.20, 6] :
![]()
→ виробництво середньосерійне згідно [табл., с.20, 6].
Визначення необхідної кількості обладнання
Трудоємкість обробки деталі на верстатах даного типорозміру при непотоковому методі організації виробничого процесу визначається за формулою:
 , де
, де
![]() - штучно-калькуляційний час
виконання і-ї операції;
- штучно-калькуляційний час
виконання і-ї операції;
m - число операцій обробки на верстатах даного типорозміру
6Н13П: ![]() (верстато-годин);
(верстато-годин);
6Р13Ф3: ![]() (верстато-годин);
(верстато-годин);
2Р135Ф2: ![]() (верстато-годин);
(верстато-годин);
2Н55: ![]() (верстато-годин);
(верстато-годин);
Розрахунки зводимо до табл. 3.2.
Таблиця 3.2. Розрахунок потрібної кількості верстатів
|
Типорозмір верстату |
|
ВР |
ВПР |
ηЗ, % |
| 6Н13П | 0,15 | 0,193 | 1 | 19,3 |
| 6Р13Ф3 | 0,24 | 0,308 | 1 | 30,8 |
| 2Р135Ф2 | 0,21 | 0,27 | 1 | 27 |
| 2Н55 | 0,08 | 0,103 | 1 | 10,3 |
Розрахункова кількість верстатів визначається діленням сумарної трудоємкості обробки всіх деталей на верстатах даного типорозміру на дійсний фонд роботи обладнання:
![]() , де
, де
Отже, визначену розрахункову кількість верстатів по кожному типорозміру заносимо в табл. 3.2.
Коефіцієнт завантаження обладнання рівний відношенню розрахункової кількості верстатів до прийнятої:
![]()
З даних табл. 3.2. очевидно, зо обладнання значно недозавантажене. Також є недоцільним використання лише одного верстату певного типорозміру. Це свідчить про те, що організація цеху (дільниці) лише для виготовлення заданої деталі є непланомірною. Тому слід довантажити виробництво іншими деталями, або збільшити програму випуску.
4. Конструкторський розділ
4.1 Обґрунтування необхідності проектування спеціального пристрою для однієї з операцій
Виходячи з наведеного технологічного процесу, можна зробити висновок, що для обробки заданої деталі необхідні як універсальні, так і спеціальні пристрої. Зокрема найбільш доцільним є застосування спеціальних пристроїв на усіх трьох свердлильних операціях (030, 035, 040). Це обумовлено перш за все конфігурацією деталі та розташуванням оброблюваних отворів.
В нашому випадку проектуватимемо пристосування для свердлувальної операції 030. Нескладний за своєю сутністю пристрій для цієї операції забезпечуватиме задану точність базування деталі, просте затискання і разом з тим його використання підвищить ефективність обробки, дозволить відмовитись від складних операцій розмітки. Конструкція пристосування буде досить простою та типовою, тому кінцева вартість його виготовлення буде у значній мірі перекриватися економічним ефектом від скорочення допоміжного та машинного часу, оскільки дозволить обробити необхідну кількість отворів (яка є досить значною) з однієї установки з потрібною точністю міжосьових відстаней, що надалі буде підтверджено відповідними розрахунками.
4.2 Розробка теоретичної схеми базування та затискання на заданій операції
З урахуванням технічних вимог на виготовлення деталі, а також можливості їх реалізації в конструкції пристрою, розробимо теоретичну схему її базування на заданій операції.
Розроблена схема позбавляє заготовку шести ступенів вільності, тобто забезпечує повне її базування. В цьому випадку для базування використовується комплект технологічних баз (установочної, направляючої та опорної):
Установочною базою є площина A, яка несе на собі три опорні точки (1, 2, 3) і позбавляє заготовку трьох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо двох інших).
Напрямною базою є поверхня отвору B, яка містить дві опорні точки (4, 5) і позбавляє тіло двох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо іншої).
Опорна база в даному випадку - це поверхня торця деталі C, яка містить на собі одну опорну точку (6) і позбавляє заготовку одного ступеня вільності (переміщення вздовж однієї з координатних осей).
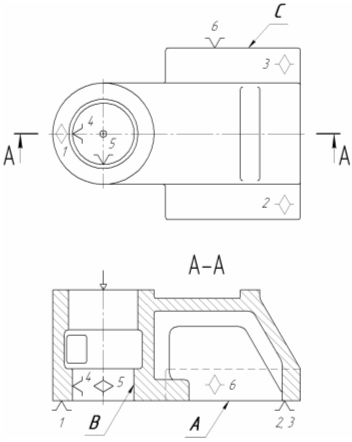
Рис. 4.2.1. Теоретична схема базування та затискання деталі
4.3 Розрахунок похибок базування, затискання та встановлення заготовки в пристрої. Перевірка умови забезпечення необхідної точності. Висновки
Похибка базування
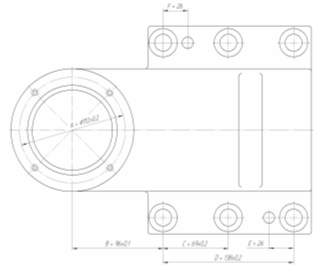
Для розрахунку похибок базування відповідних розмірів, позначимо їх великими літерами латинського алфавіту A, B, C, D, E та F, вказуючи відповідні допуски на кожен розмір.
Похибка базування
![]() - це різниця граничних
відстаней вимірювальної бази відносно встановленого на заданий розмір деталі
різального інструмента. Виникає, коли опорна установочна база не суміщена з
вимірювальною. Визначаємо похибки базування відповідних розмірів, користуючись [дод. 2, 16].
- це різниця граничних
відстаней вимірювальної бази відносно встановленого на заданий розмір деталі
різального інструмента. Виникає, коли опорна установочна база не суміщена з
вимірювальною. Визначаємо похибки базування відповідних розмірів, користуючись [дод. 2, 16].
Похибка базування для розмірів А та В однакова і визначається за формулою:
![]() , де
, де
![]() - допуск розміру отвору
ø85Н7. За ГОСТ 25347-85 граничні відхилення для поля допуску Н7: ø85
- допуск розміру отвору
ø85Н7. За ГОСТ 25347-85 граничні відхилення для поля допуску Н7: ø85![]() , тоді:
, тоді:
![]() (мм);
(мм);
![]() - допуск розміру пальця
ø85g7. За ГОСТ 25347-85 граничні
відхилення для поля допуску g7: ø85
- допуск розміру пальця
ø85g7. За ГОСТ 25347-85 граничні
відхилення для поля допуску g7: ø85![]() , тоді:
, тоді:
![]() (мм);
(мм);
![]() (мм) - мінімальний зазор посадки
ø85Н7/g7;
(мм) - мінімальний зазор посадки
ø85Н7/g7;
![]() = 0,02 мм - ексцентриситет
зовнішньої поверхні заготовки відносно отвору.
= 0,02 мм - ексцентриситет
зовнішньої поверхні заготовки відносно отвору.
Отже,
![]() (мм)
(мм)
Для розмірів С, D та F положення вимірювальної бази може змінюватися у межах допуску на розмір В, тому похибка базування обчислюється так:
![]() (мм)
(мм)
Для розміру Е положення вимірювальної бази може змінюватися у межах допуску на розмір D, тому похибка базування обчислюється так:
![]() (мм).
(мм).
Похибка затискання
Похибка
затискання ![]() являє собою різницю
найбільшої і найменшої проекцій зміщення вимірювальної бази на напрям
виконуваного розміру при прикладенні до заготовки сили затискання.
являє собою різницю
найбільшої і найменшої проекцій зміщення вимірювальної бази на напрям
виконуваного розміру при прикладенні до заготовки сили затискання.
В даному випадку
похибка затискання рівна нулю (![]() ),
оскільки прикладена затискна сила перпендикулярна до усіх витримуваних
розмірів.
),
оскільки прикладена затискна сила перпендикулярна до усіх витримуваних
розмірів.
Похибка положення заготовки в пристрої
Похибка положення
заготовки ![]() , яка викликається
неточністю пристрою, визначається похибками при виготовленні і складанні його
установочних елементів
, яка викликається
неточністю пристрою, визначається похибками при виготовленні і складанні його
установочних елементів ![]() , їх зносом
, їх зносом ![]() та помилками встановлення
пристрою на верстаті
та помилками встановлення
пристрою на верстаті ![]() .
.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |