 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Технология ремонта автомобилей
Курсовая работа: Технология ремонта автомобилей
МОСКОВСКИЙ
АВТОМОБИЛЬНО-ДОРОЖНЫЙ
ИНСТИТУТ
КАФЕДРА
ПРАДМ
КУРСОВАЯ РАБОТА ПО ТЕМЕ
“Технология ремонта автомобилей”
для специальности 1705 Техническое обслуживание и ремонт автомобильного транспорта
СТУДЕНТ: Агафонов А.В.
ГРУППА: 4А2
КОНСУЛЬТАНТ: Крейнин А.А.
МОСКВА 1997
СОДЕРЖАНИЕ
I. Ремонт кузовов и кабин
1.1. Дефекты кузовов и кабин
1.2. Технологический процесс ремонта кузовов и кабин
1.3. Ремонт неметаллических деталей кузовов
II. Качество ремонта автомобилей
Общие положения
III. Незначительные прогибы на пологих лекальных по-
верхностях, видимые при боковом освещении
IV. Вмятины на поверхностях типа:
а) угол, крутой лекальный переход, размеры поврежде-
ния глубиной до 1 см, площадью около 20 см2,
б) пологих глубиной до 0,5 см, площадью около 15 см2
V. Прогибы до 1 см глубиной, площадью около 30 см2, со-
провождаемые вспучиванием прилегающих пологих по-
верхностей
VI. Восстановление поверхностей, значительно поврежден-
ных коррозией
VII. Лакокрасочные работы
1.1. Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис. 1) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т.д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
|
|
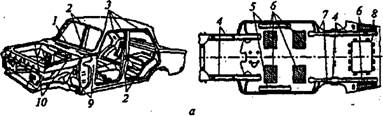
Рис. 1. Характерные повреждения:
а — цельнометаллический кузов
автомобиля:
|
|
7 — передний и задний проемы ветровых стекол;
2 — дверные проемы;
3 — стоики под крышу;
4 — передние и задние лонжероны;
5 - левый и правый пороги основания; 6 -днище;
7 - левый и правый задние брызговики;
8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики;
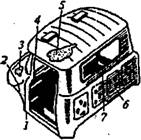
б — кабина грузового автомобиля:
7 — разрушение сварочных швов; 2—разрывы; 3 — вмятины и выпучины;
4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7 — трещины
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль за процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 7, 3 (см. рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки б, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалоч-ными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4 в) и перекосы (рис. 4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.

Рис. 3. Стенд для правки кузова легкового автомобиля:
1,3 — рабочие цилиндры; 2 — рама; 4 — кузов;
5 — расчалочное приспособление; 6 — подставка
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца — это высокая производительность труда (0,08-0,1 м/с) по сравнению с газовой резкой (0,02 м/с) и лучшее качество, кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
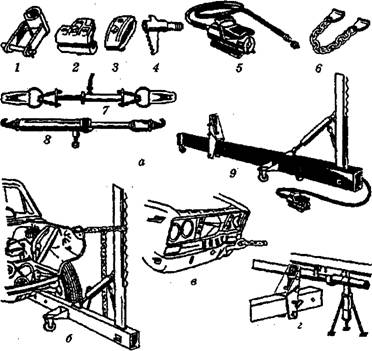
Рис. 4. Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос;
6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством;
8 — натяжной цилиндр с захватами; 9 - правильное устройство
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40 А и напряжении 30 В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7 мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5-2,5 мм, горелками ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной 0,5-1,5 мм) и № 2 (для листов 1,0-2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5Н +1) мм, где Н — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10-30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
5
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После чего деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7-1,5 мм.
Крепление ремонтной детали на места удаленных панелей к корпусу выполняют дуговой сваркой в среде углекислого газа. Перед приваркой осуществляют их прихватку к корпусу в отдельных точках через 80-120 мм проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов при силе тока 90-110 А и напряжении 18-28 В. Окончательно их приваривают сплошным швом внахлестку с перекрытием краев на 25 мм силой тока 45-100 А, напряжением 17-20 В. Расстояние от сопла до поверхности детали — 8-10 мм, вылет электрода — 10-12 мм, наклон электрода к вертикали—18-20°
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и вы-пучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
1.3. Ремонт неметаллических деталей кузовов
При производстве автомобилей широко применяются неметаллические материалы: дерево, пластмассы, синтетические кожи, стекло, резина и др. Большинство деталей из этих материалов при ремонте восстановлению не подлежат, а заменяются новыми, изготовленными на ремонтном предприятии или заводе-изготовителе.
Деревянные детали платформы и кузова изготавливают из пиломатериалов хвойных пород (сосна, ель), имеющих влажность не выше 18%. Основными дефектами являются поломки, трещины, отколы, износ отверстий. Детали, имеющие разрушенные шипы или гнезда под шипы, заменяют новыми. Деревянные детали платформы кузова ремонтируют наращиванием их по длине или заменой негодных досок. Доски или бруски разрезают на заготовки определенных размеров, строгают со всех сторон, торцуют концы, нарезают проушины, пазы, сверлят отверстия и т. п. Для склеивания деревянных деталей применяют фенол формальдегидные клеи типа ВИАМБ-3 и казеиновый. Последовательность выполнения работ:
поверхность, предназначенную для склеивания, обрабатывают так, чтобы детали плотно прилегали друг к другу и обеспечивали получение равномерной по толщине клеевой пленки;
6
клей наносят кистью на склеиваемые поверхности (время выдержки на воздухе для клея ВИАМБ-3 составляет 4-15 мин);
сборка и выдержка деталей под давлением 0,2-0,3 МПа при температуре 16-20 °С в течение 5 ч;
отверстия из-под выпавших сучков, болтов, шурупов заделывают деревянными цилиндрическими вставками из той же породы дерева, что и ремонтируемая деталь на клею, а трещины заполняют мастиками, шпаклевкой по дереву, смоляным клеем или же постановкой на клею деревянных вставок, плотно подогнанных по месту разделанной трещины.
Обшивку текстильных материалов или кожзаменителей при ремонте легковых автомобилей заменяют новой, так как в процессе эксплуатации материал стареет, теряет эластичность и другие физико-механические свойства.
Стекла кабин и кузовов могут иметь риски, царапины, помутнения, желтизну, радужность, выработку от щеток и другие дефекты. Лобовые и боковые стекла с желтизной, радужностью и выработкой от щеток выбраковываются. Риски и царапины устраняют шлифовкой с последующей полировкой. Стекло, подлежащее восстановлению, очищают от грязи, пыли и жировых загрязнений. Отмеченные мелом участки стекла шлифуют войлочной обивкой круга, на которую наносят слой пасты, представляющей собой водный раствор пемзы, с частотой вращения круга 300-400 мин'1 до полного выведения рисок, царапин и следов помутнения. Затем со стекла смывают остатки пасты. Полируют стекло водным раствором крокуса или полирита с частотой вращения круга 700-800 мин'1 до получения необходимой прозрачности. После обработки стекло обезжиривают и протирают насухо чистой ветошью.
II. КАЧЕСТВО РЕМОНТА АВТОМОБИЛЕЙ Общие положения
Отремонтированный автомобиль и его агрегаты — это продукция ремонтного предприятия, и, естественно, они должны обладать определенным качеством.
Качество продукции — это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество отремонтированных автомобилей и их агрегатов определяется степенью соответствия их свойств свойствам новых автомобилей и составных частей и определяется качеством выполнения ремонтных услуг (качеством ремонта). Качество автомобилей и его агрегатов закладывается — при проектировании, формируется — при изготовлении, проявляется — при эксплуатации, поддерживается — при техническом обслуживании и ремонте. Качество и себестоимость ремонта в значительной степени зависят от конструкции автомобиля и его агрегатов, технологии изготовления, условий эксплуатации, качества технического обслуживания и других факторов.
7
Качество ремонта — это сложная многоаспектная проблема. При ее решении ремонтному предприятию приходится учитывать большое число взаимосвязанных технических, технологических, экономических, организационных, социальных, эргономических, экологических, психологических и других факторов. Влияние этих факторов на качество ремонта не только различно, но и зачастую противоречиво. Отдельные разрозненные, не увязанные в единую схему, мероприятия ремонтного предприятия потребуют от него больших затрат и не дадут требуемого результата. Поэтому только увязанные в определенную систему мероприятия (управление качеством) дадут ощутимые результаты, позволяющие осуществлять ремонтные услуги с высокой эффективностью. Управление качеством ремонта необходимо вести системно и основывать на результатах научных исследований, накопленного опыта и исследований рынка.
Управление качеством ремонта основано на принципе обратной связи, использует общие закономерности процесса управления и включает в себя следующие этапы:
Вы обладатель автомобиля. Вам известны проблемы, связанные с ремонтом автомобиля. Вы озабочены поиском новых деталей, которые в условиях повального дефицита стоят, ох как! недешево. Но вы энтузиаст, ваши руки способны освоить приемы ремонтного мастерства, и мы хотим помочь вам в восстановлении поврежденного или изношенного кузова без применения новых деталей.
Речь пойдет об участках кузова, доступных изнутри машины. Ремонт кузовных элементов со скрытыми полостями — это более высокая категория сложности и не освещается в данном материале.
По тяжести разрушений повреждения можно разделить на группы с определенной долей условности, и в зависимости от того, к какой группе данное повреждение вами отнесено, применить соответствующие приемы для ремонта.
III. НЕЗНАЧИТЕЛЬНЫЕ ПРОГИБЫ НА ПОЛОГИХ ЛЕКАЛЬНЫХ ПОВЕРХНОСТЯХ, ВИДИМЫЕ ПРИ БОКОВОМ ОСВЕЩЕНИИ
Незначительные прогибы на плоских или пологих лекальных поверхностях образуются, как правило, от соприкосновения с мягкими предметами или от скользящих ударов. Повреждения лакокрасочного покрытия обычно не происходит или оно столь незначительно, что устраняется без подкрашивания.
Перед началом работы освободить пространство с тыльной стороны детали к месту повреждения. Если это переднее крыло, то снять колесо, при этом домкратом вывесить перед таким образом, чтобы была возможность доступа к поврежденному месту изнутри крыла. В случае необходимости снять фару, подфарник. Для правого заднего крыла снять бензобак, для ле-
8
вого - вынуть запасное колесо. При ремонте двери снять с нее внутреннюю обивку, а саму дверь зафиксировать или закрыть.
^о ' ^оо
Перечисленные приемы подготовки к ремонту применимы и для других, не упомянутых выше частей кузова (повторно, с доступными тыльными сторонами). Далее создать боковое образом, чтобы с определенной точки осмотра повреждение просматривалось наиболее рельефно. Например, точка осмотра повреждения правой задней двери, а также положение источника света отвечают показанному на рис. 2. Для каждого конкретного места повреждения точка осмотра и положение источника света должны подбираться опытным путем.
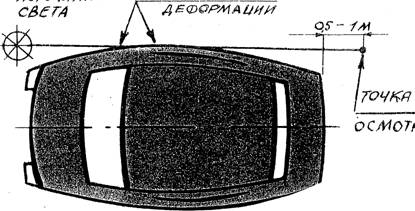
Рисунок 2
Для начала стоит стукнуть по выпуклости с внутренней стороны ладонью или кулаком. Очень может быть, что наружная поверхность после этого встанет на место и обретет первоначальный вид. Стучать молотком, даже резиновым, можно только при полной уверенности в успехе. Но начинающему ремонтнику этого делать не следует так как выпор, появившийся с лицевой стороны при неумелой работе, придется устранять другими, гораз-
до более сложными приемами. Поэтому после неудавшейся попытки выправить ударом руки нужно поступать следующим образом.
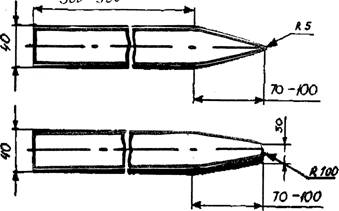
Инструментом для ремонта такой поверхности служит деревянная скалка из твердых пород дерева, выполненная, как показано на рис. 1.
Слегка смазать моторным маслом выпуклую (разумеется, с внутренней стороны) поврежденную поверхность. Скалку взять двумя руками, точки приложения 01, 62 (рис. 3). Захват инструмента руками должен быть аналогичен захвату весла гребцом каноэ. С усилием 10-40 кгс надавив на скалку, провести ею от одного края поврежденной поверхности до другого. Каждый последующий провод должен отстоять от предыдущего на 5-10 мм (рис. 4). Во время перемещения инструмента стараться сохранять его пространственное положение постоянным.
2»юх
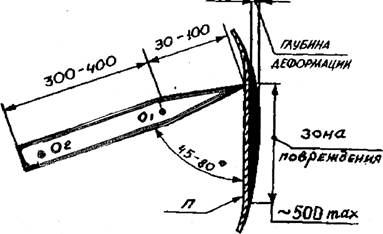
Рисунок 3
После первого прохода от края А до края Б (см. рис. 4) следует осмотреть результаты работы, осмотр производить с выбранной точки (см. рис. 2). Очень возможно, что размер повреждения уже уменьшился и следует изменить координаты приложения инструмента при последующем проходе. При незначительных изменениях повреждения или при полном отсутствии изменений следует усилить прижатие инструмента. Можно также уменьшить радиусы заточки рабочего конца скалки. При этом не следует забывать, что слишком острый конец или чрезмерное усилие прижатия инструмента к поверхности приведут к появлению "грядок" на лицевой поверхности металла. При работе необходимо чаще осматривать обрабатываемую поверхность снаружи, чтобы своевременно корректировать границы повреждения и не переусердствовать. Количество проходов до полного исправления повреждения зависит от многих факторов: качества и толщины кузовного металла, прилагаемого усилия, площади и глубины вмятины, навыков в работе.
В случае, если тыльная сторона поврежденной детали покрыта антикоррозионной мастикой, поверхность последней необходимо сделать гладкой, а слой должен быть одинаковым по толщине в пределах поврежденного участка. Лучший вариант - счистить мастику перед ремонтом и нанести снова по окончании работ.
К)
IV. ВМЯТИНЫ НА ПОВЕРХНОСТЯХ ТИПА:
а) угол, крутой лекальный переход, размеры повреждения глубиной до 1 см, площадью около 20 см2, б) пологих глубиной до 0,5 см, площадью около 15 см2
Повреждения такого типа весьма часты и возникают от безобидного соприкосновения с бампером другого автомобиля или иным жестким предметом.
Методика осмотра описана выше. Для ремонта не потребуется механический инструмент, но нужны будут следующие материалы:
а) шпатлевка на основе эпоксидных смол марки ЭП-00-10 или ЭП-00-20, при глубоких деформациях металла лучший результат дает эпоксидная шпатлевка ПЭ-00-85;
б) растворитель № 646, 647, 648, 649 (любой из них);
в) водостойкая шлифовальная шкурка с размерами абразивных зерен 160-120, 120-100, 100-80 мкм;
г) резиновые пластины толщиной 5-8 мм, размером 70 х 70 мм одна и 70 х 30 мм другая, нужные для изготовления шпателей;
д) резиновая пластина или гладкая дощечка размером 90 х 60 х (15 -20) мм для оправки под шлифовальную шкурку.
Страницы: 1, 2
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |