 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Расчет технологической детали "Втулка"
![]()
![]()
![]()
![]()
где: ![]() –
производственная площадь, занимаемая станком, с учетом проходов, м2;
–
производственная площадь, занимаемая станком, с учетом проходов, м2;
![]() – производственная площадь, занимаемая станком, м2;
– производственная площадь, занимаемая станком, м2;
![]() – коэффициент, учитывающий дополнительную
производственную площадь (на проходы, проезды и др.).
– коэффициент, учитывающий дополнительную
производственную площадь (на проходы, проезды и др.).
![]()
![]()
![]()
Определение полной себестоимости заготовки из проката:
![]()
Экономический эффект изготовления заготовки:
![]()
Таблица 11 Сравнительная таблица для выбора заготовки
| Вид заготовки |
Масса заготовки Q, кг |
КИМ | Себестоимость изготовления, руб | Экономический эффект (по отношению к прокату), руб |
| Прокат | 16,34 | 0,29 | 2,86 | ‑ |
| Штамповка на ГКМ | 7,54 | 0,62 | 2,5 | 5760 |
Вывод: проанализировав два варианта метода получения заготовки, принимаем штамповку на ГКМ, так как этот метод более эффективен с экономической точки зрения.
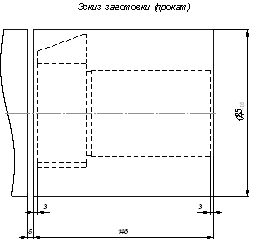
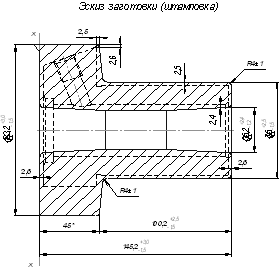
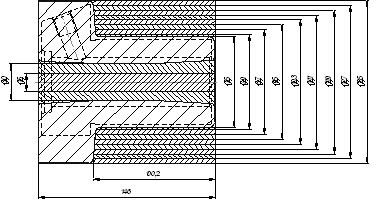
Рис. 1
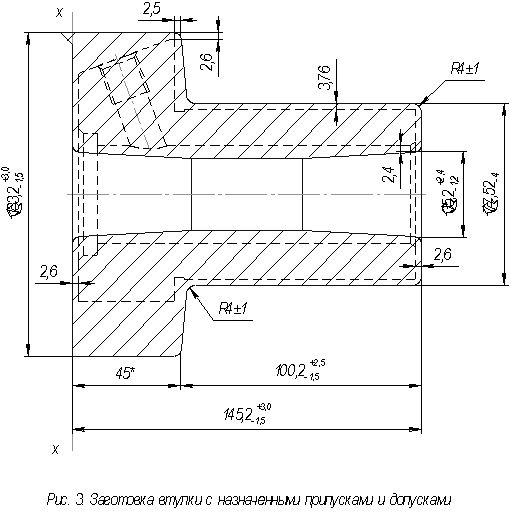
6. Расчет припусков на заготовку
Исходная заготовка – штамповка на ГКМ.
Масса исходной заготовки 7,54кг. Расчёт припусков на механическую обработку
будем вести для поверхности диаметром Ø70d10![]() . Технологический маршрут обработки
поверхности Ø70d10
. Технологический маршрут обработки
поверхности Ø70d10![]() состоит
из однократного точения и однократного шлифования.
состоит
из однократного точения и однократного шлифования.
Таблица 12
| Технологический переход | Элементы припуска, мкм |
Расчетный припуск 2Zmin мкм |
Расчетный мини- мальный размер dmin, мм |
Допуск на изготовление Тd, мкм |
Принятые размеры по переходам, мм | Полученные предельные припуски, мм | |||||
|
Rz |
h |
ΔΣ |
e |
dmax |
dmin |
2Zmax |
2Zmin |
||||
| Исходная заготовка | 150 | 250 | 1203 | — | — | 73,52 | 4000 | 77,52 | 73,52 | — | — |
Точение |
30 | 30 | 72,2 | 600 | 2·1744 | 70,04 | 300 | 70,34 | 70,04 | 7,18 | 3,48 |
| Шлифование | — | — | — | — | 2·132 | 69,78 | 120 | 69,90 | 69,78 | 0,44 | 0,26 |
|
|
7,62 | 3,74 | |||||||||
Суммарное значение пространственных отклонений, возникающих при штамповке, будут равны:
![]()
где: ![]() -
величина коробления заготовки
-
величина коробления заготовки
Δк=0,6 мкм/мм – удельная кривизна заготовок (коробление),
Погрешность заготовки по смещению![]() .
.
Суммарные отклонения расположения (пространственные отклонения) после обработки являются следствием копирования исходных отклонений, они определяются для каждого перехода.
Определение промежуточных значений припусков на механическую обработку:
![]() .
.
![]() – коэффициент уточнения формы.
– коэффициент уточнения формы.
На основании записанных в таблице данных проводим расчёт минимальных значений межоперационных припусков, по формуле:
![]() .
.
Минимальный припуск :
под точение ![]() ;
;
под шлифование ![]() .
.
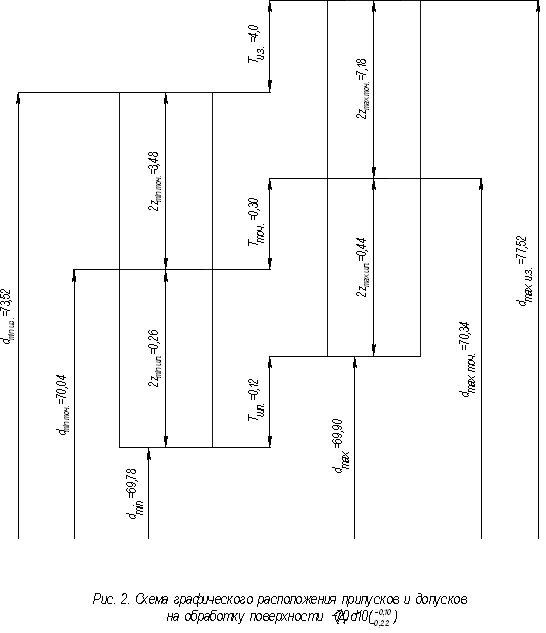
Определяем расчетные минимальные размеры шейки золотника после каждого перехода, начиная с конечного (чертежного) размера, который получают:
при шлифовании ![]()
при точении ![]()
для заготовки ![]()
Значение допусков каждого перехода принимаются по таблицам в соответствии с классом точности обработки.
Шлифование IT 10 (![]() )
)
Точение IT 12
(![]() )
)
Определяем наибольшие предельные размеры прибавлением допуска к наименьшим предельным размерам:
![]()
![]()
![]() .
.
Предельные размеры припусков определяются как разность соответствующих наибольших или наименьших размеров:
![]()
![]()
![]()
Общий припуск определяем, суммируя промежуточные припуски:
![]()
Проверка правильности выполненных расчётов:
![]()
![]()
7. Выбор и обоснование варианта маршрутного, технологического процесса
Технологический маршрут обработки заготовки служит для установления последовательности выполнения технологических операций с соблюдением принципа единства и постоянства технологических баз.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |