 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Ремонт крана мостового грузоподъемностью 5т. Ремонтируемый узел – механизм подъема
После этого с помощью универсальных измерительных инструментов определяется отклонение сопряжений от заданного размера, от плоскости, формы, профиля и так далее. Для этих целей используются штангенциркуль, проверочные плиты, линейки и целый ряд других измерительных приборов.
Поэтому с помощью жесткого предельного инструмента выявляется износ деталей с цилиндрическими рабочими наружными и внутренними поверхностями, а также деталей с фасонными поверхностями. Для этих целей используются жесткие шаблоны скобы и пробки.
Для определения скрытых дефектов используется магнитопорошковый метод.
Годные для дальнейшей эксплуатации детали маркируются зеленой краской, требующие ремонта - желтой, и негодные - красной. Годные детали направляются на комплектацию и далее на сборку, требующие ремонта на склад деталей, ожидающие ремонта, и далее на соответствующие участки для восстановления, а негодные - на склад утиля.
Ведомость дефектации деталей сборочных единиц - является основным документом для составления технологической документации, заказа и сметы на производство ремонта узла.
В ведомости дефектации указывают основные дефекты, номинально допустимое значение размеров и измеренное, а также измерительный инструмент, количество деталей требующих замены или восстановления.
Ведомость дефектации деталей сборочных единиц смотреть приложение А.
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1. Выбор метода ремонта деталей узла. Технологический процесс ремонта.
Под методом ремонта понимают форму организации труда, принятые при ремонтных операциях. В настоящее время наибольшее распространение получили два метода ремонта строительных машин: обезличенный, не обезличенный, узловой.
Сущность обезличенного метода ремонта заключается в том, что в процессе разборки и дефектаций деталей машин одной марки обезличиваются (т.е. теряется принадлежность деталей к определенной машине), а отремонтированные детали комплектуются для обезличенных элементов. Из них затем собирают машины, причём операции подгонки деталей, сводятся до минимума.
Разновидностью обезличенного метода ремонта является агрегатный метод. При нём снятые с машины элементы направляют в ремонт, а на машину тут же устанавливают другие. Заранее отремонтированные или полученные из оборотного фонда.
Разновидностью индивидуального метода ремонта является детальный метод, при котором заменяют несколько агрегатов или отдельные детали, вышедшие из строя.
При методе периодической замены ремонтных комплектов (ПЗРК), совместно заменяют несколько агрегатов. Их объединяют в комплекты и устанавливают периодичность замены.
Для него характерна установка отремонтированных деталей и сборочных единиц на ту же машину, с которой они были сняты. Следовательно, машина находится в ремонте до тех пор, пока на неё не поставят все снятые и отремонтированные детали.
Такой ремонт выполняется универсальными или специализированными бригадами. В первом случае бригада рабочих проводит на разборочно-сборочные, так и ремонтные работы и должна иметь необходимые приспособления, инструмент и запасные части для восстановления работоспособности всех элементов машин. При этом каждый член бригады участвует в выполнении всего комплекса ремонтных работ, что требует высокой квалификации.
При выполнении ремонта специализированными бригадами разборочно-моечные работы проводятся одной бригадой; а ремонтные другими, специализированными по ремонту определенной группы элементов близких по технологическим и конструктивным признакам. Ремонт проводят на определенных специализированных постах, которые обеспечены приспособлениями. Инструментом и запасными частями, необходимыми для ремонта только данной группы элементов. Отремонтированные детали и сборочные единицы возвращаются обратно в разборочно-сборочное отделение и устанавливаются на машину, с которой они были сняты.
Положительной стороной индивидуального метода ремонта является то, что приработавшиеся сопряжения после ремонта сохраняются в паре и в последствии работают надёжно. К недостаткам этого метода относятся длительный простой машины в ремонте и необходимость в больших производственных площадях на ремонтных предприятиях, так как машина все время, которое затрачивается на ремонт или изготовление деталей, находится в цехе.
Индивидуальный метод ремонта применяется в тех случаях, когда машинный парк, обслуживаемый ремонтным предприятием, состоит из машин различных типоразмеров, каждый из которых предназначен и представлен незначительным числом.
В данном проекте при ремонте крана мостового, выбирается индивидуальный метод ремонта, т.к. в связи со сложной экономической обстановкой многие предприятия не могут позволить себе содержать большой парк одинаковых машин.
Под технологическим процессом ремонта понимается такая последовательность разборочных, восстановительных, слесарно-подгоночных и сборочных операций, в результате осуществления которых машине возвращается израсходованный ею ресурс работоспособности.
Наиболее полным и сложным ремонтом является капитальный, при выполнении которого осуществляется наибольшее количество ремонтных и восстановительных операций.
При отправки в ремонт на завод в месте с ним должны направляться следующие документы: паспорт, журналы дефектная ведомость. В этих документах должно быть указано, сколько времени находится в эксплуатации, каким ремонтам он подвергается, какие производились замены узлов, сколько часов он отработал и какие дефекты выявлены на нём в процессе эксплуатации.
После доставки на завод производится демонтаж узлов, подлежащих ремонту, и их разборка на подузлы и детали.
Последовательность провидения работ по ремонту крана приведена на рисунке 7.
Для предохранения деталей от повреждений и обеспечения их сохранности мелкие крепежные детали должны быть сложены в металлические ящики. Крупные детали необходимо укладывать на стеллажах или деревянных прокладках.
При разборке рядом сопряженных узлов (зубчатых колес, крышек, фланцев) отмечается с помощью веток взаимное положение деталей. Это позволит облегчить в дальнейшем их сборку и улучшить условия их работы.
После разборки все детали должны быть очищены от грязи и ржавчины. С этой целью детали моются в моечных машинах: сначала горячим раствором каустической соды, затем горячей воды. Чистые детали поступают на дефектовку.
Общий технологический процесс ремонта крана мостового состоит из подготовительных, основных и заключительных операций.
К подготовительным операциям относятся: общая и узловая разборка, очистка и мойка узлов и деталей, дефектация деталей и узлов; восстановление деталей, ремонт узлов и механизмов; изготовление новых деталей и элементов конструкций; узловая сборка, испытание новых и отремонтированных узлов; общая сборка испытание в холостую и под нагрузкой; окраска.
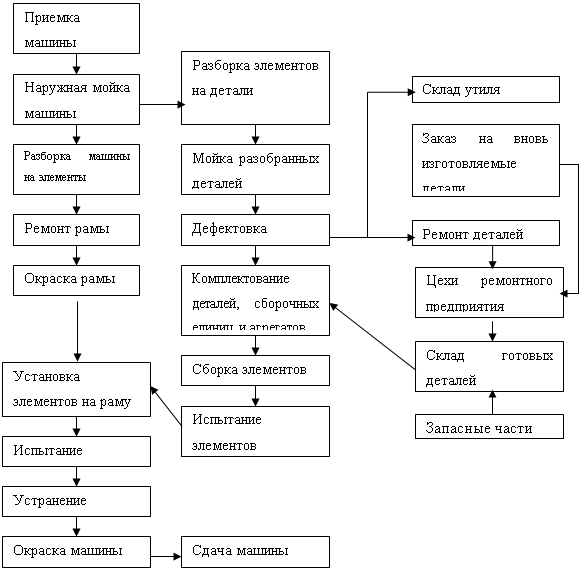
Рисунок 7
В процессе эксплуатации машины возникают дефекты в результате естественного их износа от действия внутренних сил трения.
Основными деталями коробки передач являются валы и зубчатые колеса.
Основными дефектами валов являются:
- изгиб вала
- износ посадочных мест под подшипники
- износ паза под стопорное кольцо по ширине.
Технология ремонта вала будет состоять из следующих операций:
Слесарной – подготавливается вал к наплавке изношенных частей.
Наплавочной – наплавляются изношенные участки.
Токарно-винторезная – протачиваются посадочные места под подшипники.
Фрезерная – нарезаются шлицы.
Термическая – производится какой-либо вид закалки в зависимости от материала и условий работы детали.
Шлифовальная – шлифуются места наплавки, токарной и фрезерной обработки.
В конце, производится заключительный контроль, при котором проверяются все параметры отремонтированного вала с использованием измерительных инструментов.
При таких дефектах, как изгиб, скручивание вал необходимо браковать.
Основными дефектами зубчатых колес являются:
- износ зубьев по толщине
- износ шлицев по ширине
- износ шлицевых впадин по глубине
- трещины на поверхности
- поломка зуба.
Технология ремонта зубчатого колеса будет состоять из следующих операций:
Слесарной – в подготовке зубчатого колеса к наплавке.
Наплавочной – наплавке шлицев и зубьев.
Фрезерной – нарезание шлицев.
Протяжной – протяжке зубьев.
Термической – провести какой-либо вид закалки.
Шлифовальной – шлифовки мест механической обработки.
В конце, проводится заключительный контроль размеров.
При таких дефектах, как трещины на поверхности, поломка зуба – зубчатое колесо бракуют.
Дефекты:
а) износ посадочных мест под подшипники;
б) износ шпоночного паза;
в) срыв резьбы;
Маршрут восстановления детали:
005 Термическая (отпуск).
010 Слесарная (править вал под прессом).
015 Токарно-винторезная (точить шейки посадки под подшипник для наплавки);
020 Слесарная (подготовка к наплавке, закрыть участки детали не
участвующие в наплавке);
025 Наплавочная (наплавить шейки посадки под подшипник, заплавить шпоночный паз, наплавить зубья по ширине);
030 Термическая (улучшение);
035 Токарно-винторезная (точить шейки посадки под подшипник);
040 Фрезерная ( нарезать место под шпонку);
045 Зубонарезная ( нарезать зубья шестерни);
050 Шлифовальная (шлифовать шейки посадки под подшипники вала);
2.2. Выбор оборудования, приспособления и инструмента для выбранной детали агрегата, узла.
005 Термическая
Электропечь камерная СНЗ-5,0.10.3,2/10
Температура нагрева, °С 950
Габаритные размеры, мм
длина 750
ширина 320
высота 240
Термопара ХА ГОСТ 6616-81
Клещи кузнечные
Две призмы ПЗ-1-2 ГОСТ1295-88
010 Слесарная
Пресс 2135-1М ГАРО
Максимальное усилие 40тонн.
Максимальное давление в гидросистеме 300кг/см
Максимальный ход винта 200мм.
Мощность электродвигателя 1,7 кВт
Габариты 1527´885´2225мм.
Масса 750кг.
015 Токарно-винторезная
Токарно-винторезный станок 16К20
Наибольший диаметр заготовки: над станиной 400мм
под станиной 220мм
Наибольшая длинна обрабатываемой заготовки 710мм
Частота вращения шпинделя 1600 об/мин
Мощность электродвигателя гл. привода 11кВт
Габаритные размеры: длинна 2505-3795мм
ширина 1190мм
высота 1500мм
Масса 2835-3685кг
Подача суппорта: продольная 0,05-2,8мм/об
поперечная 0,025-1,4мм/об.
020 Слесарная
Фольга, асбест ткань, проволока медная Æ1,5мм, пассатижи, верстак.
025 Наплавочная
Наплавочная головка А-580М
Диаметр обрабатываемой заготовки 40-650мм
Номинальный сварочный ток 40 А
Диаметр электродной проволоки 1-3мм
Скорость подачи проволоки 48-410 м/ч
Габаритные размеры 1250´1200´925мм
Масса 84 кг
СТШ-500 Сварочный трансформатор
Напряжение питающей сети 220-380В
Вторичное напряжение 60В
Номинальный режим работы 60%
Номинальный сварочный ток 500А
Пределы регулирования сварочного тока 60-800
КПД 92%
Масса 323кг
Токарно-винторезный станок 16К20
Наибольший диаметр заготовки: над станиной 400мм
под станиной 220мм
Наибольшая длинна обрабатываемой заготовки 710мм
Частота вращения шпинделя 1600 об/мин
Мощность электродвигателя гл. привода 11кВт
Габаритные размеры: длинна 2505-3795мм
ширина 1190мм
высота 1500мм
Масса 2835-3685кг
Подача суппорта: продольная 0,05-2,8мм/об
поперечная 0,025-1,4мм/об.
030 Термическая
Электропечь камерная СНЗ-5,0.10.3,2/10
Температура нагрева, °С 950
Габаритные размеры, мм
длина 750
ширина 320
высота 240
Термопара ХА ГОСТ 6616-81
Клещи кузнечные
Две призмы ПЗ-1-2 ГОСТ1295-88
035 Токарно-винторезная
Токарно-винторезный станок 16К20
Наибольший диаметр заготовки: над станиной 400мм
под станиной 220мм
Наибольшая длинна обрабатываемой заготовки 710мм
Частота вращения шпинделя 1600 об/мин
Мощность электродвигателя гл. привода 11кВт
Габаритные размеры: длинна 2505-3795мм
ширина 1190мм
высота 1500мм
Масса 2835-3685кг
Подача суппорта: продольная 0,05-2,8мм/об
поперечная 0,025-1,4мм/об.
040 Фрезерная
Консольно-фрезерный станок 6Р12П.
Размеры рабочей поверхности стола 200´800мм
Длинна обрабатываемой поверхности 500мм
Частота вращения шпинделя 50-2240мин
Подача стола: продольная и поперечная 25-1200мм/мин
вертикальная 12,5-560мм/мин
Мощность электродвигателя привода шпинделя 3 кВт
Габаритные размеры станка 1875´1855´1515мм
Масса 1270кг
045 Зубонарезная
Зуборезный полуавтомат 5С263
Наибольший диаметр обрабатываемого колеса 320мм
Число зубьев нарезных колес 5-75
Мощность электродвигателя гл. привода 3 кВт
Габаритные размеры 2607´1925´1870мм
Масса 880 кг
050Шлифовальная
Кругошлифовальный станок 6М350
Наибольшие размеры заготовки 1000´3600мм
Наибольшая длинна шлифования 3400мм
Частота вращения шпинделя заготовки 100-1000 об/мин
Наибольшие размеры шлифовального круга 2400´240мм
Частота вращения круга 2350 об/мин
Мощность электродвигателя гл. привода 20 кВт
Габаритные размеры станка 12500´12220´11920мм
Масса 21800кг
055 Заключительный контроль
Рычажный зубомерный микрометр
МРЗ 20…60×0,002 (0,004) ГОСТ4381-87
Рычажный микрометр
МЗ 250…500×0,001(0,003) ГОСТ 4381-87
Зубомерный микрометр
МЗ 250…500×0,01(0,004) ГОСТ 6507-78
2.3. Расчёт затрат времени методами технического нормирования на ремонтируемую деталь.
005 Термическая (отпуск)
Определяем основное время.
Нагреть вал до температуры t=8500С и выдержать 30 минут.
Основное время То, мин. Определяется по формуле:
![]() где Тнг - время нагрева,
Тнг = 42мин.
где Тнг - время нагрева,
Тнг = 42мин.
Твд – время выдержки, Твд =30 мин.
n – число деталей.
![]()
Норма времени Тн ,мин., определяется по формуле:
![]()
где Тв- вспомогательное время, мин. определяется по формуле:
Тв = 0,78 · То
Тв = 0,78 · 14,4 = 11,2 мин.
Тдоп- дополнительное время, мин. определяется по формуле:
![]()
К-процентное отношение оперативного времени к дополнительному, К = 9 %
Топ – оперативное время, определяется по формуле:
![]()
![]()
![]() =2,3 мин
=2,3 мин
Тпз – подготовительно-заключительное время определяется по формуле:
![]()
![]()
![]()
010 Слесарная (править вал под прессом)
Тн1=1мин – время на установку вала.
Тн2=5мин – время на провку вала прессом
Тн3=1мин – время на снятие вала
Тн.о=1+5+1=7мин
015 Токарно-винторезная (точить шейки посадки под подшипник для наплавки);
Основное (машинное) время определяют по формуле:
![]()
где d - диаметр обрабатываемой детали, мм;
L - длина обрабатываемой поверхности детали, мм;
u - скорость резанья, м/мин;
i – число проходов;
S – подача;
1000 – числовой множитель для перевода метров в миллиметры;
Первый переход ( точить шейку под подшипник с Æ74,85 до Æ74мм. на длину 45мм.)
Обтачивание цилиндрических поверхностей.
Припуск на обработку определяем по формуле:
![]() Определяем число проходов i:
Определяем число проходов i:
глубина резанья t=0,92мм
![]()
![]() принимаем i=1
принимаем i=1
Подачу выбирают по глубине резанья t и диаметру обрабатываемой заготовки d=74мм: принимаем S=0,92мм/мин.
Скорость резанья u выбирают в зависимости от t и S используем резец Т15К6, принимаем u=110 м/мин
Определение действительной скорости.
uд=uт×Км×Кх×Кмр×Кох=110×1,42×0,71×0,9×1×1=100 м/мин
Определяем число оборотов шпинделя.
![]()
![]()
Определяем основное (машинное) время.
![]()
Определяем вспомогательное время Тв
Принимаем Тв=2,9мин
Определяем оперативное время Топ
Топ=То+Тв
Топ=0,3+2,9=3,2мин.
Определяем дополнительное время Тдоп
![]()
![]()
Определяем штучное время Тшт
Тшт=То+Тв+Тдоп
Тшт =0,3+2,9+0,25=3,4мин
Второй переход (точить шейку под подшипник с Æ74,8 до Æ74мм на длину 95мм.)
Обтачивание цилиндрических поверхностей.
Припуск на обработку определяем по формуле:
![]()
![]()
Определяем число проходов i:
глубина резанья t=0,9мм
![]()
![]() принимаем i=1
принимаем i=1
Подачу выбирают по глубине резанья t и диаметру обрабатываемой заготовки d=74мм: принимаем S=0,9мм/мин.
Скорость резанья u выбирают в зависимости от t и S используем резец Т15К6, принимаем u=110 м/мин
Определение действительной скорости.
uд=uт×Км×Кх×Кмр×Кох=110×1,42×0,71×0,9×1×1=100 м/мин
Определяем число оборотов шпинделя.
![]()
![]()
Определяем основное (машинное) время.
![]()
Определяем вспомогательное время Тв
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |