 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Характеристика сырья для производства керамических строительных изделий
Рис. 22. Бегуны для мокрого помола: 1 — основание машины, 2 — чаша, 3 — катки
Перед пуском бегунов следует проверить: наличие смазки на всех трущихся частях бегунов (подшипники фрикционной муфты и катков, валы, ведомый шкив, коническая зубчатая передача, Ползуны полуосей катков и их направляющие); надежность закрепления оградительных устройств на вращающихся частях бегунов; исправность заземления металлических частей бегунов; Надежность крепления станины, бандажей к ступицам катков, Устройств для подачи смазки, полуосей катков, корпуса чаши, опорных подшипников; исправность траверсы и надежность подвески в ней коленчатого вала, дорожек чаши, кольцевого разгрузочного желоба и скребков, привода; герметичность ограждения катков; исправность транспортных средств, связанных с бегунами, водоподводящей сети, смотровых и загрузочных люков, пружинного зажима катков.
Таблица 15
|
Технические характеристики бегунов |
||||
| Показатели |
Сухого помола |
Мокрого помола |
||
|
СМ-21 |
СМ-20 |
СМ-268 |
СМ-365 |
|
|
Производительность, м3/ч |
8,5* | 20* | 6-8* | 43* |
| Размеры катков, мм | 1250X350 | 1800x550 | 1800x550 | 1800x800 |
| Угловая скорость чаши, об/мин | 23—27—30 | 18 | 22, 7 | |
| Мощность электродвигателя квт | 14,0 | 27,5 | 40 0 | |
| Габаритные размеры, мм длина | 4350 | 6350 | 6700 | |
| ширина | 2918 | 3680 | - | 3300 |
| высота | 2870 | 3830 | - | 4200 |
| Масса т | 12,22 | 26,0 | - | 31,6 |
* При измельчении твердых материалов производительность бегунов в 2—3 раза ниже, чем при измельчении глин.
Обслуживание бегунов
Пуск бегунов производится следующим путем. Вначале пускают отборочный транспорт, затем бегуны и после того, как его вращающиеся катки набирают полное число оборотов, начинают питание бегунов сырьем.
Во время работы бегунов необходимо следить: за равномерной и беспрерывной подачей материала в бегуны; отсутствием посторонних предметов; состоянием крепежных деталей; работой катков и скребков; состоянием размалываемого материала на поде; работой всех механизмов бегунов (должны работать без вибраций, скрипа, толчков и излишнего шума) и транспортных средств, связанных с бегунами; состоянием смазки и работой подшипников (их корпуса не должны нагреваться более чем до 60°, что проверяется на ощупь); чистотой всех механизмов бегунов; исправностью привода, фрикционной муфты и ограждений; герметичностью кожуха и исправностью пружинных зажимов катков.
Во время работы бегунов запрещается: снимать ограждения с их вращающихся частей; извлекать из чаши негабаритные куски материала или посторонние. Предметы; производить ремонтные и наладочные работы, чистку и смазку механизмов; подгребать и разравнивать размалываемый материал.
Пробы размолотого материала следует отбирать только из разгрузочных течек бегунов.
Во время работы бегунов необходимо следить за размерами кусков глины, которые не должны превышать 90—100 мм; не допускать завалов или перебоя в питании машины. Толщина слоя под катками не должна превышать 30—40 мм.
Степень увлажнения определяют по внешним признакам: нормально обработанная и увлажненная глина не прилипает к каткам и скребкам и имеет вид массы, состоящей из небольших комочков. Недостаточно увлажненная глина состоит из не слипшихся между собой кусочков неодинаковой влажности, которые при разминании рассыпаются. Переувлажненная глина прилипает к каткам, замазывает отверстия и стены чаши.
Остановка бегунов допускается только в следующих случаях: при появлении в агрегате необычного шума, стука или вибрации; при перегреве электродвигателя и подшипников, что определяется по специфическому запаху гари и появлению дыма; при поломке механизмов бегунов, оградительных и сигнализирующих устройств; обнаружении неисправности изоляции электроаппаратуры, что проявляется в «биении на корпус» в момент прикосновения к металлическим частям агрегата; при необходимости регулировки механизмов бегунов; нарушении герметичности кожуха, что видно из повышенного выделения пыли; при временном перерыве в подаче электроэнергии и отлучке обслуживающего персонала; угрозе или возникновении аварии; необходимости смазки, осмотра, очистки и мелкого ремонта механизмов бегунов; при прекращении действия загрузочных и отборочных устройств. Остановка бегунов происходит следующим образом. Прекращают подачу материала в загрузочную воронку и после полной выработки материала выключают пусковое устройство бегунов. После полной остановки выключают отборочное устройство.
По окончании работы бегуны освобождают от глины, а все загрузочные и разгрузочные приспособления и отверстия в плитах прочищают.
Возможные неполадки в работе бегунов
Возможные неполадки в работе бегунов и способы их устранения приведены в табл. 16.
Таблица 16
|
Причины неполадок в бегунах мокрого помола и способы их устранения |
|||
|
Неполадки |
Причины возникновения |
Способы устранения |
|
| Уменьшение производительности | Засорились отверстия в плитах, много твердых включений на дне чаши | Прочистить отверстия | |
| Износился бандаж | Удалить включения н заменить бандаж | ||
| Пробуксовывает многодисковая муфта | Износились фрикционные диски | Сменить диски | |
| Износились рычаги между подвижной муфтой и упорным кольцом многодисковой муфты | Отрегулировать затяжку дисков | ||
| Агрегат вибрирует во время работы | Чаша перегружена глиной | Очистить чашу | |
| Ослабли гайки анкерных болтов, крепящих колонны к фундаменту, или болты, скрепляющие крестовину или чашу с колонками | Затянуть гайки и подтянуть болты | ||
| Появление стука | Ослабли болты подшипников или перекосились плиты | Отрегулировать затяжку болтов | |
| Нарушено крепление бандажа с катком | Отрегулировать крепление | ||
| Перекосились скребки | Отрегулировать положение скребков |
|
|
| Перегрев подшипников | Смазка загрязнена или ее поступает недостаточное количество | Проверить наличие и качество смазки | |
| Ослаблены болтовые крепления подшипников и перекошены валы | Подтянуть болты | ||
| неравномерный выход материала с разгрузочной тарелки | Частично засорились отверстия, перекошена дуга |
Очистить отверстия Отрегулировать положение дуги |
|
| Разгрузочная тарелка цепляет за сбрасывающую дугу | Перекошены полуднекн тарелок | Подтянуть болты | |
| Опустилась сбрасывающая дуга | Подтянуть дугу и оставить минимальный зазор |
|
|
| ri3 чаши вытекает много воды | В чаше мало глины | Отрегулировать подачу воды |
|
Дырчатые вальцы
Дырчатые вальцы заменяют бегуны, в особенности если глина предварительно измельчалась и увлажнялась. В валках дырчатых вальцов имеются отверстия, через которые продавливается глина.
|
Технические характеристики дырчатых вальцов |
СМ-369А |
СМ-927 |
| Производительность, т/ч | До 40 | До 75 |
| Зазор между валками, мм | 5—10 | 5—10 |
| Диаметр валков, мм | 1000 | 1012 |
| Ширина валков, мм | 600 | 640 |
| Угловая скорость, об/мин: | 30 | 30,8 |
| ведомого валка | ||
| ведущего валка | 20,8 | 25,5 |
Производительность дырчатых вальцов зависит от степени увлажнения и пластичности массы, размеров и формы отверстий, через которые продавливается масса, и числа оборотов валков.
Перед началом работы следует проверить исправность пружинных прижимных устройств у подшипников подвижного ведомого валка; величину зазора между валками и отрегулировать его при помощи винтового упора; убедиться в отсутствии трещин на валках; наличии и исправности защитных ограждений.
Подавать глину в загрузочное отверстие следует только после достижения валками постоянной скорости вращения.
Необходимо следить за равномерной загрузкой вальцов глиной, нормальной работой валков и пружинного прижимного устройства, состоянием регулировочных винтов и гаек, упорных винтовых устройств; смазкой подшипников валков. Причины возникновения неисправностей дырчатых вальцов и способы их устранения приведены в табл. 17.
Таблица 17
|
Неполадки при работе дырчатых вальцов и способы их устранения |
||
|
Неполадки |
Причины возникновения |
Способы устранения |
| Уменьшение производительности вальцов Лерегрев подшипников |
На валки налипает глина Износились рабочие поверхности валков Засорились отверстия в валках Недостаточное количество смазки или загрязнение |
Уменьшить влажность материала Проточить валки Прочистить отверстия Проверить смазку |
Глинорастиратели (тонрасплеры)
Глинорастиратели (тонрасплеры) дают наибольшую однородность при переработке массы. Действие их заключается в протирании и продавливавши глины через перфорированный корпус 1 (рис. 23).
Глина поступает в корпус машины. Крупные комья захватываются ворошителем 3 и разбиваются о ножи, неподвижно укрепленные в корпусе. Постепенно опускаясь вниз, глина подхватывается лопастями крыльчатки 6, протирается и продавливается ее ножами через отверстия решеток и в виде длинных цилиндриков падает на тарель. Отсюда скребок 5 направляет цилиндрики в выгрузочное окно. Для увлажнения глины в машину подается через днище пар.
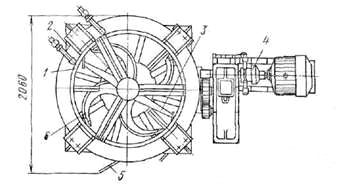
Рис. 23. Глинорастиратель СМ-859: 1 — корпус, 2 — рама, 3 — ворошитель. 4 — привод, 5—скребок, 6 — крыльчатки
|
Технические характеристики глинорастирателей |
СМ-859 |
1900 завода КЕМА (Германия) |
|
Производительность, м3/ч |
4—6 | 15—18 |
| Мощность электродвигателей, квт | 20 | 43 |
| Габаритные размеры, мм: | ||
| внутренний диаметр чаши | 1500 | 1900 |
| высота агрегата | 5255 | 4300 |
| длина агрегата | 3470 | 2000 |
| ширина агрегата | 2060 | 3000 |
| Масса, т | 5,3 | 2,8 |
Перед пуском глинорастарателя следует проверить: наличие смазки на всех трущихся частях глипорастирателя; надежность закрепления оградительных устройств; исправность заземления металлических частей; исправность чаши, загрузочного и выгрузочного устройств.
Пуск глинорастирателя производят следующим образом. Вначале пускают машины, установленные за глинорастирателем, затем включают электродвигатель глинорастирателя и после достижения нормального числа оборотов ворошителя включают питание глинорастирателя. Остановку глинорастирателя осуществляют в обратном порядке.
Во время работы глинорастирателя необходимо наблюдать за равномерным питанием агрегата, исправностью механизма загрузки и выгрузки, исправностью оградительных устройств, нормальной работой всех механизмов глинорастирателя, которые должны работать без вибрации, толчков и излишнего шума.
Гомогенизаторы
Гомогенизаторы (рис. 24) служат для переработки глины при одновременном увлажнении и последующем выдерживании в течение нескольких часов. Загрузочным механизмом 1 глина подается в башню 2. Во время вращения башни на опорном кольце 6 глина усредняется. Одновременно шнеком 7 отбирается глина, которая поступает по течке 5 на конвейер 4. Башня приводится в движение от электродвигателя 3.
Емкость гомогенизаторов 70—85 м3, производительность 20 м3/ч. В настоящее время осваивается серийное производство гомогенизаторов СМ-1240 емкостью 150 м3.
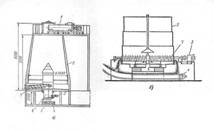
Рис. 24. Гомогенизаторы: а - с односторонним отбором глины; б - с двухсторонним отбором глины; 1 - загрузочный механизм, 2 - башня, 3 - электродвигатель, 4 - конвейер, 5 - течка, 6 - опорное кольцо, 7 - шнек
Тонкое измельчение глин
Для тонкого измельчения глин, прошедших предварительное измельчение на бегунах или вальцах грубого помола, применяют дифференциальные гладкие вальцы тонкого помола (рис. 25).
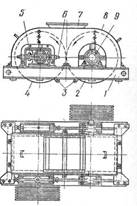 Рис.
25. Вальцы тонкого помола: 1 — станина, 2, 4 — валки, 3 — скребок, .5—
амортизатор, 6 — регулировочный винт, 7— загрузочная воронка, 8 — кожух, 9 —
подшипниковые опоры
Рис.
25. Вальцы тонкого помола: 1 — станина, 2, 4 — валки, 3 — скребок, .5—
амортизатор, 6 — регулировочный винт, 7— загрузочная воронка, 8 — кожух, 9 —
подшипниковые опоры
Материал через загрузочную воронку 7 поступает между валками 4 и 2, имеющими различную скорость, и раздавливается ими. Очистка валков от налипающей глины производится скребком 3. Валок снабжен амортизатором 5 и винтом 6 для регулирования зазора между валками. Валки установлены в подшипниковые опоры 9, укрепленные на станине.
Производительность дифференциальных гладких вальцов тонкого помола зависит от их длины и диаметра, а также от числа оборотов валков. На заводах строительной керамики применяют вальцы тонкого помола СМ-23, СМ-24, СМ-696А.
|
Технические характеристики дифференциальных вальцов тонкого помола |
||
|
СМ-696А |
СМК-102 |
|
|
Производительность, м3/ч |
18 | 25 |
|
Размер загружаемых кусков, мм |
До 300 | До 300 |
|
Габаритные размеры валков, мм: |
||
| диаметр | 800 | 1000 |
| длина | 600 | 1000 |
|
Зазор между валками, мм |
До 2 | До 1 |
|
Габаритные размеры, мм: |
||
| длина | 3240 | 5300 |
| ширина | 2515 | 3300 |
| высота | 965 | 2100 |
| Угловая скорость, об/мин | 100/180 | 290/145 |
| Мощность электродвигателя, квт | 24 | 55 |
| Масса, т | 2,4 | 13 |
В настоящее время осваивается производство вальцов СМК-102 тонкого помола с гладкими валками и шлифующим устройством.
Обслуживание вальцов тонкого помола аналогично обслуживанию камневыделительных вальцов. При появлении между валками зазора более 3 мм их наваривают сталинитом.
Для изменения зазора следует ослабить контргайки, винтами установить требуемый зазор и вновь затянуть контргайки.
Таблица 18
|
Неполадки в вальцах СМ-696А и способы их устранения |
||
|
Неполадки |
Причины возникновения |
Способы устранения |
| Уменьшение производительности | Масса налипает на валах |
Очистить валы и скребк! |
| Слабо натянуты приводные ремни | Натянуть приводные ремни | |
| Поступают большие куски для дробления | Уменьшить размер поступающих кусков | |
| Срезались шпонки шкива или вилки | Заменить шпонки | |
| Появление стука | Повреждены подшипники | Заменить подшипники |
| Ослаблены болтовые соединения | Подтянуть болтовые соединения | |
| Подшипники перегреваются | Недостаточно смазаны трущиеся части | Проверить наличие и качество смазки |
| Повреждены подшипники | Заменить подшипники | |
| Износились зубья шестерен | Заменить шестерни | |
Перед пуском вальцов проверяют состояние болтовых соединений, наличие масла в подшипниках, величину зазора между валками, силу натяжения резиновых амортизаторов, правильность установки скребков.
Неполадки в работе вальцов и способы их устранения приведены в табл. 18.
Измельчение сухих глин. Наиболее эффективными машинами для измельчения сухих глин являются бегуны сухого помола и корзинчатые дезинтеграторы. Дезинтеграторы служат для тонкого измельчения подсушенных пластичных материалов и разбивания комков увлажненных порошкообразных масс.
Дробление непластичных сырьевых материалов
Для грубого дробления боя изделий, шлака и угля перед помолом и в отдельных случаях сланцевых глин применяют щековые дробилки.
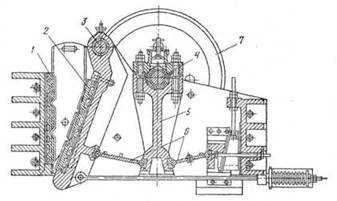
Рис. 26. Щековая дробилка Щ-5: 1 — неподвижная щека, 2 —подвижная щека, 3 — шарнир, 4 — эксцентриковый вал, 5 — шатун, 6 — распорные плиты, 7 — маховик
Щековые дробилки подразделяются: по характеру подвески подвижной щеки — с верхним и нижним подвесом; по характеру движения подвесной щеки — с простым и сложным движением; по конструкции механизма, передающего движение подвижной щеки, — с шарнирно-рычажным, роликовым или эксцентриковым механизмами.
Работает щековая дробилка (рис. 26) следующим образом. Куски материала загружаются между неподвижной щекой 1 и подвижной 2. Подвижная щека при помощи вала 4 вращается вокруг шарнира. Материал раздавливается и высыпается через отверстие. Степень измельчения материала регулируют изменением ширины выходной щели при помощи клиньев.
Производительность щековой дробилки зависит главным образом от ширины разгрузочного отверстия, ширины щеки, величины отхода подвижной щеки и числа оборотов эксцентрикового вала. В зависимости от необходимости получения материала той или иной крупности устанавливается ширина разгрузочного отверстия.